前馈反馈控制系统指导书
- 格式:doc
- 大小:822.00 KB
- 文档页数:2
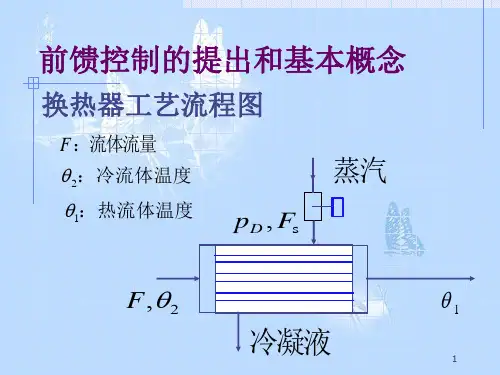

中北大学课程设计说明书学生姓名:赵彭飞学号:0802034315学院:机械工程与自动化学院专业:过程装备与控制工程题目:精馏塔提馏段温度前馈——反馈控制系统设计指导教师:刘光璞职称: 副教授刘波职称: 副教授崔宝珍职称: 副教授2011年12月19日中北大学课程设计任务书2011/2011 学年第 1 学期学院:机械工程与自动化学院专业:过程装备与控制工程学生姓名:赵彭飞学号:0802034315 课程设计题目:精馏塔提馏段温度前馈——反馈控制系统设计起迄日期:20 年月日~20 年月日课程设计地点:中北大学指导教师:刘光璞、刘波、崔宝系主任:姚竹亭下达任务书日期: 2011年12月19日课程设计任务书目录1 精馏塔提馏段前馈-反馈控制系统概述 (1)1.1概述 (1)1.2 精馏塔的扰动分析 (1)1.3 前馈-反馈控制系统 (2)2 课程设计方案论证 (3)2.1 控制方案1设计 (3)2.2 控制方案2设计 (3)2.3 控制方案3设计 (3)3 前馈-反馈控制系统设计及器件选择 (5)3.1 前馈—反馈控制系统设计 (5)3.2 参数的工程整定 (10)3.3 前馈—反馈控制系统整定 (12)4.MATLAB系统仿真 (16)4.1 matlab的简介 (16)4.2simulink控制系统仿真 (16)5 课程设计总结 (19)6 参考文献 (20)1 精馏塔提馏段前馈-反馈控制系统概述1.1概述精馏塔是实现混合物组分分离的主要设备,一般为圆柱形,内部装有供气液分离器的塔板和填料。
精馏塔的控制直接影响到工厂产品的质量、产量和能量的消耗,因此精馏塔的自动控制长期以来一直受到人们的高度重视。
精馏塔是一个多输入多输出的对象,它有多级塔板组成,内在机理复杂,对控制要求较高。
这些都给自动控制带来一定的困难,同时各塔工艺结构特点千差万别,这需要深入分析特性,结合具体塔的特点,进行自动控制方案设计和研究。
一、前馈控制系统设计1、前馈控制系统选择原则1.1扰动量可测不可控原则 (2)1.2控制系统精确辨识原则 (2)1.3被控系统自衡原则 (3)1.4优先性原则 (3)1.5经济性原则 (4)2、工程整定2.1整定的总体原则2.1.1稳定性 (4)2.1.2 快快速性 (5)2.1.3反馈控制的静差 (5)3、前馈-反馈复合系统工程整定 (5)二、实例仿真 (6)2.1前馈控制系统整定 (7)2.2反馈控制系统前向通道稳定性分析 (7)2.3、反馈控制系统整定 (8)2.4、系统仿真 (9)三、................................................. 心得体会11四、................................................. 参考文献12一、前馈控制系统设计1.1前馈控制系统选择原则前馈控制系统的选择主要有一下原则:1.1.1扰动量可测不可控原则扰动量的可测性是补偿的前提条件,不可测的扰动量无法设计前馈补偿器。
如果干扰可控,则可通过控制方法消除扰动对系统的影响,而没有必要采用前馈这种迂回的方式,在被控系统“腹中”消除干扰的影响了。
例如在很多过程控制中,温度是一个主要干扰源。
温度可以测量(直接测量或间接测量),满足可测条件。
而在某些环境如实验室中,温度可以通过空调等进行调节(不满足不可控条件),将温度对控制对象的影响降到最低,这时就没有必要对温度采取前馈控制方式消除影响了。
而在很多现场情况下(如被控对象在室外等),温度不易调节(满足不可控条件),这时应米取前馈控制方式消除由于温度对系统的影响。
1.1.2控制系统精确辨识原则控制中的每一个环节的传递特性都应能精确辨识。
作为开环控制,构成前馈控制系统中的任何一个环节都应尽可能准确,因为开环控制系统中的任何一环节对系统的控制精确度都有一定影响。
相比之下,闭环控制对系统中环节的要求要“松”得多。
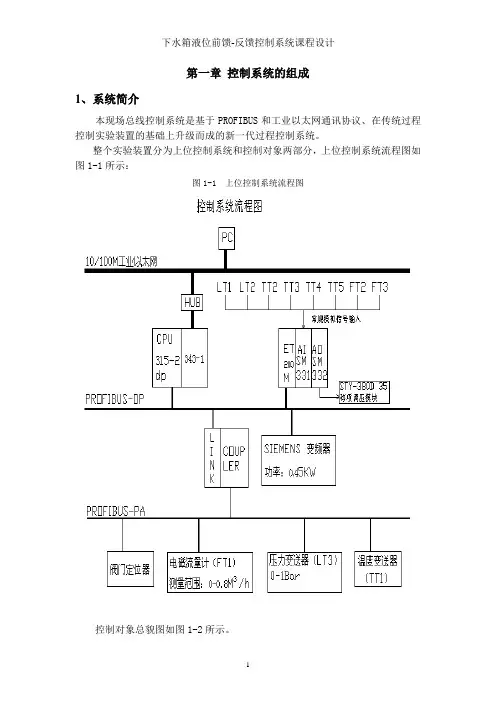
第一章控制系统的组成1、系统简介本现场总线控制系统是基于PROFIBUS和工业以太网通讯协议、在传统过程控制实验装置的基础上升级而成的新一代过程控制系统。
整个实验装置分为上位控制系统和控制对象两部分,上位控制系统流程图如图1-1所示:图1-1 上位控制系统流程图控制对象总貌图如图1-2所示。
图1-2 控制对象总貌图2、系统组成本实验装置由被控对象和上位控制系统两部分组成。
系统动力支路分两路:一路由三相(380V交流)磁力驱动泵、气动调节阀、直流电磁阀、PA电磁流量计及手动调节阀组成;另一路由变频器、三相磁力驱动泵(220V变频)、涡轮流量计及手动调节阀组成。
1.被控对象被控对象由不锈钢储水箱、上、中、下三个串接圆筒形有机玻璃水箱、4.5Kw 电加热锅炉(由不锈钢锅和锅炉夹套构成)、冷热水交换盘管和敷塑不锈钢管路组成。
水箱:包括上水箱、中水箱、下水箱和储水箱。
上、中、下水箱采用淡蓝色圆筒型有机玻璃,不但坚实耐用,而且透明度高,便于学生直能接观察到液位的变化和记录结果。
上、中水箱尺寸均为:d=25cm,h=20 cm;下水箱尺寸为:d=35cm,h=20 cm。
每个水箱有三个槽,分别是缓冲槽,工作槽,出水槽。
储水箱尺寸为:长×宽×高=68cm×52㎝×43㎝。
储水箱内部有两个椭圆形塑料过滤网罩,防止两套动力支路进水时有杂物进入泵中。
模拟锅炉:此锅炉采用不锈钢制成,由加热层(内胆)和冷却层(夹套)组成。
做温度实验时,冷却层的循环水可以使加热层的热量快速散发,使加热层的温度快速下降。
冷却层和加热层都装有温度传感器检测其温度。
盘管:长37米(43圈),可做温度纯滞后实验,在盘管上有两个不同的温度检测点,因而有两个不同的滞后时间。
在实验过程中根据不同的实验需要选择不同的滞后时间。
盘管出来的水既可以回流到锅炉内胆,也可以经过涡轮流量计完成流量滞后实验。
管道:整个系统管道采用敷塑不锈钢管组成,所有的水阀采用优质球阀,彻底避免了管道系统生锈的可能性。
目录课程设计任务书一、前馈—反馈复合控制系统1.1、前馈—反馈复合控制系统的基本概念 (3)1.2、概念的理解 (3)1.3、前馈—反馈系统的组成……………………………….....3—4 1.4、前馈—反馈复合控制系统的特点……………………………..4 1.5、前馈—反馈复合控制系统中前馈前馈控制器的设计………………4 二、控制系统的硬件设计2.1、S7—300系统组成……………………………………....4 2.2、CPU315—2DP (4)2.3、模式选择开关…………………………………..…….4—5 2.4、状态及故障显示 (5)三、控制系统的软件设计3.1、硬件组态.......................................................................5 3.2、工程管理器的使用 (6)3.3、新建工程……………………………….……………6—9 3.4、组态监控画面…………………………………………….9 3.5、组态变量……………………………………………9—10 3.6、软件编程…………………………………………..10—15 3.7、实验结果分析……………………………………….15—17 四、控制系统的调试五、实验总结一、前馈—反馈复合控制系统1.1、前馈—反馈复合控制系统的基本概念前馈—反馈复合控制系统:系统中既有针对主要扰动信号进行补偿的前馈控制,又存在对被调量采用反馈控制以克服其他的干扰信号,这样的系统就是前馈—反馈复合控制系统。
1.2、概念的理解:(1)复合控制系统是指系统中存在两种不同的控制方式,即前馈、反馈(2)前馈控制系统的作用是对主要的干扰信号进行补偿,可以针对主要干扰信号,设置相应的前馈控制器(3)引入反馈控制,是为了是系统能够克服所有的干扰信号对被调量产生的影响,除了已知的干扰信号以外,系统中还存在其他的干扰信号,这些扰动信号对系统的影响比较小,有的是我们能够考虑到的,有的我们肯本就考虑不到或是无法测量,都通过反馈控制来克服。

摘要可编程序控制器(PLC)是一种集自动化技术、计算机技术和通信技术为一体的高可靠性的工业计算机,应用很广泛,现在已经越来越成熟,小批量、多品种、多规格、低成本和高质量的产品不断涌入市场。
本设计主要是在西门子编程软件S7-300的基础上实现PLC的前馈反馈系统的设计,并通过具体的实例,即对加热炉温度的前馈反馈控制的实现来说明前馈反馈的具体流程。
加热炉内的实时温度经过温度传感器、温度变送器将模拟量传送给PLC的模拟量输入模块,模拟量输入模块将模拟量转换成数字量送到PLC内部处理,再由模拟量输出模块将数字量转换为模拟量输出控制阀门的开度以达到炉内温度稳定的控制。
本文研究的重点是如何用PLC以及WinCC对现场的前馈-反馈控制系统进行控制的,如何将前馈-反馈控制系统得到的数据经过PLC 后传送到上位机,用组态软件WinCC进行实时监控。
经仿真运行后,本系统能实现控制要求。
关键字:前馈-反馈控制;可编程控制器;WinCC;加热炉AbstractProgrammable Logic Controller (PLC) is a set of automation technology, computer technology and communication technology as one of the high reliability industrial computer,and PLC is widely used. Now it is more and more mature,smaller quantities, more kinds ,lower cost and higher quality in the market. This design is abased on the programming software of Siemens to implement PLC-based feedforward-feedback control system. This design introduces an example to explain the procedure of feedforward-feedback system. The example is that through temperature control in heating furnace which is used feedforward and feedback control system.Real-time temperature, inside the furnace, after the temperature sensors, temperature transmitters discovered will be sent to the analog input module of PLC. Analog input modules convert analog to digital, and sent the digital data to CPU of PLC to process. Then analog output modules convert digital to analog to control valve, so the system achieves a stable furnace temperature control. Focus of this study is about that how to use PLC and WINCC to control feedforward-feedback system of on-scene, and how to make feedforward-feedback system convey the date to computer via PLC, then, usingconfiguration software Wincc implement real-time monitoring.Keywords:feedforward-feedback;Programmable Logic Controller; WinCC;heating furnace目录1 绪论 (1)1.1 国内外研究现状 (1)1.2 本课题研究内容及方法 (2)2 基于PLC的双闭环流量比值控制系统设计 (3)2.1 系统的工艺流程 (3)2.2 控制系统的硬件选型 (4)2.2.1 PLC的发展及特点 (4)2.2.2 PLC的内部结构 (5)2.2.3 西门子公司的S7系列PLC (7)2.2.4 CPU的选型 (8)2.2.5 I/O模块的选型 (8)2.2.6 电源模块的选型 (9)2.3 系统各部分硬件选型 (9)2.3.1 温度传感器的选择 (9)2.3.2 温度变送器的选择 (10)2.3.3 流量计与压力变送器的选择 (10)2.4 软件设计方案 (11)2.4.1 STEP 7编程软件的简介 (11)2.4.2 系统控制方案的选择 (11)2.4.3 加热炉前馈-反馈系统控制流程图 (12)2.4.4 PID控制及其控制算法 (13)2.5 程序的编写 (15)3 WinCC组态与仿真 (16)3.1 新建工程 (17)3.2 建立Wincc与PLC的通信连接 (17)3.3 创建供料系统的过程画面 (18)3.3.1 创建画面 (18)3.3.2 仿真结果 (19)结束语 (21)致谢 (22)参考文献 (22)附录 (23)1.完整程序 (23)2.整体仿真画面 (23)1 绪论1.1 国内外研究现状现代社会要求生产厂商能对市场的需求做出迅速反应,生产出小批量、多品种、多规格、低成本和高质量的产品。
目录第一章绪论 (3)第二章课程设计主要仪器的介绍 (4)1.1 PLC的简介 (4)1.1.1 PLC的组成 (4)1.1.2 CPU的构成 (6)1.2 PLC的工作原理 (6)1.3PLC的外围接线 (8)2.1变频器的介绍 (8)2.1.1变频器的选择 (8)2.2 控制面板图 (9)2.4变频器的快速设置 (11)3.1电机的介绍 (12)3.1.1三项异步电动机调速 (12)第三章 PLC变频调速系统的设计与调试 (14)1 系统的接线 (14)1.1主回路接线 (14)1.2 控制回路接线 (14)2 外部接线图 (14)3 系统方案设计 (15)3.1 I/O地址分配表 (15)3.2梯形图程序 (16)4 软件系统的调试 (17)5 实验结果分析 (17)第四章控制系统的组成 (18)1系统简介 (18)2系统组成 (19)3电源控制台 (22)4总线控制柜 (22)5系统特点 (22)6装置的安全保护体系 (23)第五章下位机软件中的硬件配置和程序结构 (24)1 STEP 7简介 (24)2 STEP 7的硬件配置和程序结构 (24)第六章上位机组态软件简介 (28)1 WINCC 概述 (28)2 WINCC的通讯连接和画面组态方法 (28)第七章 PROFIBUS功能简介 (32)第八章下水箱液位前馈反馈控制 (33)实验内容与步骤 (35)第九章下水箱液位前馈反馈控制实验程序 (37)第十章实验结果和分析 (44)10.1实验图 (44)10.2分析 (46)第十一章结束语 (49)11.1 基于PLC控制的变频调速设置 (49)11.2下水箱前馈-反馈控制 (49)第十二章参考文献 (50)12.1基于PLC控制的变频调速设置 (50)12.2下水箱前馈-反馈控制 (50)第一章绪论随着微电子技术和计算机技术的发展,可编程序控制器有了突飞猛进的发展,其功能已远远超出了逻辑控制、顺序控制的范围,它与计算机有效结合,可进行模拟量控制,具有远程通信功能等。
四、实验内容与步骤
本实验选择中水箱和下水箱串联作为被控对象,实验之前先将储水箱中贮足水量,然后将阀门F1-1、F1-2、F1-7、F2-1、F2-5全开,将阀门F1-10、F1-11开至适当开度(阀F1-10>F1-11),其余阀门都关闭。
具体实验内容与步骤按五种方案分别叙述,这五种方案的实验与用户所购的硬件设备有关,可根据实验需要选做或全做。
(一)、智能仪表控制
1.将SA-11挂件、SA-12挂件、SA-14挂件挂到屏上,并将SA-12挂件的通讯线接头插入屏内RS485通讯口上,将控制屏右侧RS485通讯线通过RS485/232转换器连接到计算机串口2,并按照下面的控制屏接线图连接实验系统。
将“FT2变频器支路流量”、“LT3下水箱液位”钮子开关拨到“ON”的位置。
SA-14上比值器的调节旋钮放在最小的位置。
图7-4 仪表控制下水箱液位前馈-反馈控制实验接线图
2.接通总电源空气开关和钥匙开关,打开24V开关电源,给压力变送器及涡轮流量计上电,按下启动按钮,合上单相Ⅰ、单相Ⅲ空气开关,给智能仪表及电动调节阀上电。
3.打开上位机MCGS组态环境,打开“智能仪表控制系统”工程,然后进
入MCGS运行环境,在主菜单中点击“实验二十一、下水箱液位前馈反馈控制系统”,进入实验二十一的监控界面。
4.设定工作点(u0,h0)。
在上位机监控界面中将智能仪表设置为“手动”输出,并将输出值设置为一个中间合适的值(例u0=50%),此操作也可通过调节仪表实现。
5.合上三相电源空气开关,磁力驱动泵上电打水,通过调节F1-10、F1-11的开度,使下水箱的液位平衡于一个中间合适的值(例h0=8)。
6.设置智能仪表的输出值为100%,观察下水箱液位的稳态值hmax,则在以下实验中,设定值不能超过hmax。
若hmax>18,则重新设定u0=50%,转5重新调整。
7、在工作点(u0,h0)处,用开环整定法整定静态前馈放大系数K F。
即令U0保持不变,开启变频器,以较小频率给中水箱(或下水箱)打水加干扰(要求扰动量为控制量的5%~15%,干扰过大可能造成水箱中水溢出或系统不稳定),由小到大调节SA-14上比值器的旋钮,观察前馈补偿的作用,直到液位基本回复到h0。
静态放大系数的设置方法可用万用表量得比值器输入输出电压之比即可。
8.关闭变频器,SA-14上的调节旋钮保持不变。
9、将调节器切换到“自动”状态,按单回路的整定方法整定调节器参数,并按整定得到的参数进行调节器设定。
10.待液位平衡后(u1,h1),打开阀门F2-4或F2-5,合上单相Ⅱ电源空气开关启动变频器支路以较小频率给中水箱(或下水箱)打水加干扰(要求扰动量为控制量的5%~15%,干扰过大可能造成水箱中水溢出或系统不稳定),记录下水箱液位的响应过程曲线。
11.关闭变频器,用单回路控制使回复到工作点(u1,h1)。
12、将“FT2变频器支路流量”钮子开关拨到“OFF”的位置,即去掉前馈补偿,构成双容水箱液位定值控制系统。
重复步骤10,用计算机记录系统的响应曲线,比较该曲线与加前馈补偿的实验曲线有什么不同。
请及时拍照记录曲线!
下水箱压力传感器有问题,可改用上水箱和中水箱,阀的开闭以及被控变量应做相应改变。
请思考:用上水箱和中水箱串联作为被控对象与用中水箱和下水箱串联作为被控对象,哪个更容易控制,为什么?
用阀门F2-4和F2-5加入扰动有何区别?。