球墨铸铁和铸钢的区别
- 格式:docx
- 大小:12.64 KB
- 文档页数:2
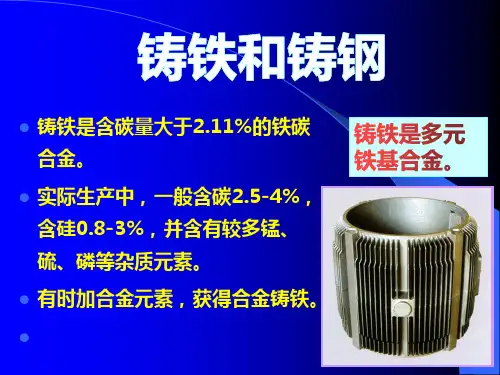
铸铁和铸钢的区别
一、本质的区别:铸铁和铸钢所含碳、硅、锰、磷、硫等化学元素的百分比不同。
二、内部结构的区别:在铸造过程中,结晶后具有不同的组织结构,因而机械性能和工艺性能产生不同。
三、物理性能的区别:在铸造状态下,铸铁的延伸率、断面收缩率、冲击韧性都比铸钢低;但是铸铁的抗压强度和消震性能比铸钢好;
四、适用范围的区别:铸铁更适于铸造结构复杂的薄壁铸件;
五、力学性能区别:在弯曲试验时,铸铁为脆性断裂,铸钢为弯曲变形。
铸钢与铸铁区别:成分:理论上,铸钢是含碳小于2.11%的铁-碳合金;(实际中小于0.7%)铸铁是含碳大于2.11%小于6.69%的铁-碳合金。
组织:铸钢在常温下由不同比例的铁素体、渗碳体组成。
铸铁在常温下由不同比例的莱氏体及石墨组成。
铸钢(cast steel)用以浇注铸件的钢。
铸造合金的一种。
铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类。
①铸造碳钢。
以碳为主要合金元素并含有少量其他元素的铸钢。
含碳小于0.2%的为铸造低碳钢,含碳0.2%~0.5%的为铸造中碳钢,含碳大于0.5%的为铸造高碳钢。
随着含碳量的增加,铸造碳钢的强度增大,硬度提高。
铸造碳钢具有较高的强度、塑性和韧性,成本较低,在重型机械中用于制造承受大负荷的零件,如轧钢机机架、水压机底座等;在铁路车辆上用于制造受力大又承受冲击的零件如摇枕、侧架、车轮和车钩等。
②铸造低合金钢。
含有锰、铬、铜等合金元素的铸钢。
合金元素总量一般小于5%,具有较大的冲击韧性,并能通过热处理获得更好的机械性能。
铸造低合金钢比碳钢具有较优的使用性能,能减小零件质量,提高使用寿命。
③铸造特种钢。
为适应特殊需要而炼制的合金铸钢,品种繁多,通常含有一种或多种的高量合金元素,以获得某种特殊性能。
例如,含锰11%~14%的高锰钢能耐冲击磨损,多用于矿山机械、工程机械的耐磨零件;以铬或铬镍为主要合金元素的各种不锈钢,用于在有腐蚀或650℃以上高温条件下工作的零件,如化工用阀体、泵、容器或大容量电站的汽轮机壳体等。
铸钢钢冶炼后材质的变化特点304 316铸钢是目前应用最为广泛的不锈钢,304,C≤0.08 Ni8.00~10.00 Cr18.00~20.00,Mn<=2.0 Si<=1.0 S<=0.030 P<=0.035 304LC≤0.03其他的元素与304相同304 316是奥氏体铸钢,无磁性的,430 403 410 这些是奥氏体-铁素体不锈钢有磁性。
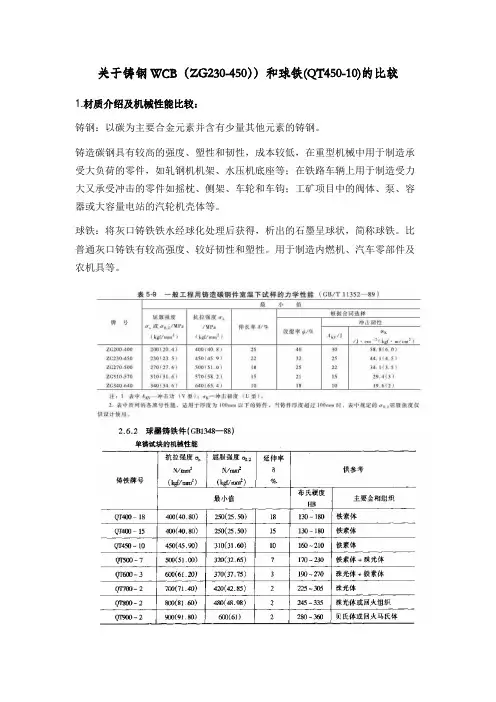
关于铸钢WCB(ZG230-450))和球铁(QT450-10)的比较1.材质介绍及机械性能比较:铸钢:以碳为主要合金元素并含有少量其他元素的铸钢。
铸造碳钢具有较高的强度、塑性和韧性,成本较低,在重型机械中用于制造承受大负荷的零件,如轧钢机机架、水压机底座等;在铁路车辆上用于制造受力大又承受冲击的零件如摇枕、侧架、车轮和车钩;工矿项目中的阀体、泵、容器或大容量电站的汽轮机壳体等。
球铁:将灰口铸铁铁水经球化处理后获得,析出的石墨呈球状,简称球铁。
比普通灰口铸铁有较高强度、较好韧性和塑性。
用于制造内燃机、汽车零部件及农机具等。
通过以上两个表格可以发现:a.铸钢延展性更好强度高(即更耐压),热处理工艺性能好,可控性更高。
b.球铁的韧-----脆转折温度比铸钢高,金属材料耐低温主要是韧性-脆性转变温度低于使用温度,所以铸钢的耐低温(-29℃)性能要优于球铁(-19℃)。
c.金属材料在一定的温度和压力下,随时间的延续所发生的缓慢、连续的塑性形变现象称为蠕变现象,即金属材料的耐高温性能。
铸钢由于韧性等机械性能优于球铁材质,所以耐高压(425℃)性能要优于球铁(350℃)2.铸造性能比较:在球铁铸件铸造生产中,常见的铸件缺陷除有灰铸铁件的一般缺陷外,还有球化不良、球化衰退、夹渣、锁松、石墨漂浮、皮下气孔等,但铸钢不会存在类似铸造缺陷,所以铸钢铸造工艺更可控,不易产生铸造缺陷,如砂眼、气泡、裂纹等。
3.焊接性能比较:a.球墨铸铁的焊接性能很差,它和灰铸铁一样,其焊接工艺主要用于缺陷焊补或旧件修复。
从理论上讲,球墨铸铁比灰铸铁还难焊接,因为球墨铸铁属于高强度铸铁,它的焊接接头在焊补重熔时不仅要求碳的石墨化,还要保证石墨呈球状(即球化),这在焊接条件下是很难完成的。
因此,球墨铸铁接头经焊接后,一般很难达到与母材的强度或塑性相等的要求。
由于焊接接头的力学性能不能满足使用要求,所以,球墨铸铁件是很少用焊接方法来修复的。
铸钢和铸铁的区别铸钢和铸铁的区别
1、亮度。
铸钢发亮铸铁发暗发灰铸铁里面的灰口铁和球
墨铸铁又不同球铁比灰铁亮。
2、颗粒。
铸钢很致密肉眼一般看不见颗粒。
灰铁和球铁都能
看见颗粒灰铁颗粒大一些。
3、声音。
铸钢件碰撞是“刚刚”的与铸铁件声音不一样。
4、气割。
铸钢件表面粗糙冒口、浇口面积都大必须气割
清除。
球墨铸铁气割割不断。
5、韧性。
铸钢韧性接近钢板球墨铸铁韧性稍逊薄壁件可
达到20-30度的弯曲灰口无韧性。
6、玛钢和球铁的区别球墨铸铁的硬度耐磨性抗拉强度都远远大于玛钢件抗拉强度可达1000MPa。
球墨铸铁可以做发动机曲轴及齿轮等各种高强度的结构件。
用听声音的方法可区分玛钢和球墨铸铁玛钢声音很尖短球墨铸铁声音响亮回音长。
二者虽然同为铁碳合金但由于所含碳、硅、锰、磷、硫等化学
元素的百分比不同结晶后具有不同的金相组织结构而显示出
机械性能和工艺性能的许多不同。
例如在铸造状态下铸铁的
延伸率、断面收缩率、冲击韧性都比铸钢低铸铁的抗压强度和消震性能比铸钢好灰铸铁液态流动性比铸钢好更适于铸造结构复杂的薄壁铸件在弯曲试验时铸铁为脆性断裂铸钢为弯曲变形。
等等。
因此它们分别适用于铸造不同要求的机件。

铸铁与球墨铸铁铸造用生铁(即灰口铁)铸造生铁硅含量为1.25-3.6%。
碳多以片状石墨状态存在。
断口呈灰色,质软易切削加工。
主要用来生产各种铸铁件原料如床身、箱体等。
铸造用生铁按含硅(Si)量划分铁号,按含锰(Mn)、磷(P)、硫(S)分组、级、类。
球墨铸铁用生铁球墨铸造用生铁也是一种铸造生铁,只是低硫低磷。
低硫使碳充分在铁中石墨化。
低磷提高生铁的机械性能;主要用于生产性能(机械性能)较好的球墨铸铁件。
球墨用生铁也是按含硅(Si)量划分铁号,按含锰(Mn)、磷(P)、硫(S)分组、级、类。
(二)灰口铸铁的性能1.机械性能灰口铸铁组织是钢的基体上分布有片状石墨,石墨的密度为铸铁的1/3,其体积约占铸铁的(7~10)%,石墨的抗拉强度小于20MPa,塑性近于零,硬度3HBS,石墨的这种特性是改变灰口铸铁机械性能的主要因素。
由于片状石墨象刀口一样对金属基体的严重割裂作用,减少了基体受力的有效面积,使铸件金属基体的作用不能充分发挥,据统计灰口铸铁金属基体强度的利用率一般不超过(30~50)%,这表现为铸铁抗拉强度比碳钢低得多,σb为(120~250)MPa,塑性、韧性较差,并且几乎没有延伸率(δ≈0),使普通灰口铸铁成为脆性材料,故常把灰口铸铁看成具有大量微小裂纹或孔洞的碳钢。
但石墨对基体的割裂作用和造成的应力集中对压应力的有害影响较小,所以灰口铸铁的抗压强度远大于抗拉强度,如图所示。
石墨数量愈多,愈粗大,分布愈不均匀,对基体的割裂就愈严重,其机械性能愈差。
2.工艺性能由于铸铁很脆,因此不能进行锻造和冲压,焊接时易于产生裂纹,并出现白口组织,使切削加工增加困难,所以说焊接性能差。
灰口铸铁接近共晶成分,铸造时流动性好,又由于石墨膨胀可使收缩减小,铸造性能最好,能够铸造形状复杂的零件。
由于石墨具有割裂基体连续性的作用,从而使铸件的切削屑易脆断成碎片,具有良好的切削加工性。
3.减振性铸铁中的石墨对振动能起缓冲作用,阻止晶粒间振动能的传递,并将振动能量转变为热能。
铸钢和球墨铸铁铸钢和球墨铸铁是常见的金属材料,广泛应用于工业领域。
本文将分别介绍铸钢和球墨铸铁的特点、工艺和应用领域。
一、铸钢铸钢是一种以铁和碳为基础,经过熔炼、浇注和冷却等工艺制成的金属材料。
与普通钢相比,铸钢具有更高的韧性和强度,能够适应更复杂的工作环境和载荷。
铸钢的制造工艺主要包括熔炼、浇注、冷却和热处理等步骤。
首先,将合适比例的生铁、废钢和合金料放入炉中进行熔炼,通过调节炉温和熔炼时间,使得材料充分熔化并达到所需成分。
接下来,将熔融的钢液浇注到模具中,经过冷却过程,形成所需的铸钢件。
最后,对铸钢件进行热处理,消除内部应力、改善组织结构,提高材料的强度和韧性。
铸钢具有许多优点,如高强度、高韧性、耐磨损、耐腐蚀等。
它广泛应用于船舶、汽车、机械、建筑等领域,常见的铸钢制品有船舶零部件、汽车发动机缸体、大型机械设备等。
二、球墨铸铁球墨铸铁,又称球墨铸铁,是一种以铁、碳和球化剂为基础,通过球化处理制成的金属材料。
与灰铸铁相比,球墨铸铁具有更好的韧性和抗拉强度,能够满足更高的使用要求。
球墨铸铁的制造工艺主要包括材料配比、熔炼、球化处理和冷却等步骤。
首先,根据所需成分比例将生铁、废铁、废钢和添加剂等材料进行配比。
然后,将配料放入炉中进行熔炼,通过精确控制炉温和保持时间,使得材料充分熔化并达到所需成分。
接下来,将熔融的铁液进行球化处理,通过添加球化剂和冷却剂,使得铁液中的石墨形成球状结构,提高材料的韧性。
最后,将球墨铸铁浇注到模具中,经过冷却和固化,形成所需的铸件。
球墨铸铁具有许多优良性能,如高强度、高韧性、耐磨损、耐腐蚀等。
它广泛应用于汽车、机械、铁路、建筑等领域,常见的球墨铸铁制品有车底盘件、机械零部件、管道配件等。
铸钢和球墨铸铁是两种常见的金属材料,它们在工艺和应用领域上有一定的差异。
铸钢具有高强度和高韧性,适用于复杂的工作环境;而球墨铸铁具有更好的韧性和抗拉强度,能够满足更高的使用要求。
通过了解铸钢和球墨铸铁的特点和应用,我们可以更好地选择适合的材料,并在实际工程中发挥其优势。
铸钢与铸铁的区别钢铁中均含有少量合金元素和杂质的铁碳合金,按含碳量不同可分为:生铁――含C为2.0~4.5%钢――含C为0.05~2.0%熟铁――含C小于0.05%铸铁是含碳量在2%以上的铁碳合金。
工业用铸铁一般含碳量为2%~4%。
碳在铸铁中多以石墨形态存在,有时也以渗碳体形态存在。
除碳外,铸铁中还含有1%~3%的硅,以及锰、磷、硫等元素。
合金铸铁还含有镍、铬、钼、铝、铜、硼、钒等元素。
碳、硅是影响铸铁显微组织和性能的主要元素。
铸铁可分为:①灰口铸铁。
含碳量较高(2.7%~4.0%),碳主要以片状石墨形态存在,断口呈灰色,简称灰铁。
熔点低(1145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性好。
用于制造机床床身、汽缸、箱体等结构件。
②白口铸铁。
碳、硅含量较低,碳主要以渗碳体形态存在,断口呈银白色。
凝固时收缩大,易产生缩孔、裂纹。
硬度高,脆性大,不能承受冲击载荷。
多用作可锻铸铁的坯件和制作耐磨损的零部件。
③可锻铸铁。
由白口铸铁退火处理后获得,石墨呈团絮状分布,简称韧铁。
其组织性能均匀,耐磨损,有良好的塑性和韧性。
用于制造形状复杂、能承受强动载荷的零件。
④球墨铸铁。
将灰口铸铁铁水经球化处理后获得,析出的石墨呈球状,简称球铁。
比普通灰口铸铁有较高强度、较好韧性和塑性。
用于制造内燃机、汽车零部件及农机具等。
⑤蠕墨铸铁。
将灰口铸铁铁水经蠕化处理后获得,析出的石墨呈蠕虫状。
力学性能与球墨铸铁相近,铸造性能介于灰口铸铁与球墨铸铁之间。
用于制造汽车的零部件。
⑥合金铸铁。
普通铸铁加入适量合金元素(如硅、锰、磷、镍、铬、钼、铜、铝、硼、钒、锡等)获得。
合金元素使铸铁的基体组织发生变化,从而具有相应的耐热、耐磨、耐蚀、耐低温或无磁等特性。
用于制造矿山、化工机械和仪器、仪表等的零部件。
铸钢用以浇注铸件的钢。
铸造合金的一种。
铸钢分为铸造碳钢、铸造低合金钢和铸造特种钢3类。
①铸造碳钢。
以碳为主要合金元素并含有少量其他元素的铸钢。
三梁四柱/两柱锻造液压机机架材料——球墨铸铁GJS400和G20MN5铸钢的比较三梁两/四柱预应力结构的压力机构成的主要部件是三个横梁、空心立柱和拉杆。
其中,拉杆是由钢材锻造生产的。
横梁和立柱是铸造生产的。
目前横梁和立柱的铸造材料主要有两种:GJS400球墨铸铁和G20Mn5铸钢。
都听过“以铁代钢”一词,这里面所说的“铁”就是球墨铸铁。
球墨铸铁既有灰铸铁硬度高、耐磨性好的优点,其机械性能又接近铸钢,甚至某些性能比铸钢更高。
目前,球墨铸铁可以做发动机曲轴及齿轮等各种高强度的结构件。
球磨铸铁在大型压力机机架方面应用比较少,究其原因是生产技术问题。
大壁厚球墨铸铁件在生产过程中易发生缺陷是世界性难题。
大型压力机机架铸件,壁厚大,单重大,质量要求严格,废品率高。
因此,目前世界上只有一家公司能够生产。
球墨铸铁GJS400同G20MN5铸钢材料的比较相对于G20MN5铸钢,球磨铸铁GJS400具有以下优点:1 球墨铸铁的抗拉/屈服强度和铸钢是可比的;2 球墨铸铁的耐腐蚀性和抗氧化性都高于铸钢;3 由于球墨铸铁的球状石墨微观结构,吸震性远远高于铸钢,在减弱振动能力方面优于铸钢,因此更加有利于降低应力。
4 球墨铸铁比铸钢生产成本低,铸造效率更高,机加工性更好;相对于G20MN5铸钢,球磨铸铁GJS400具有以下优点:5 球磨铸铁的疲劳性能和延展性高于铸钢;6 由于球墨铸铁含碳量远远高于铸钢,经过处理后,其硬度和耐磨性也会高于铸钢。
7 球墨铸铁内部的球状结构能够消除铸铁内部的裂缝现象,在球墨铸铁的微观照片中,可以看见裂缝游行到石墨球后终止,这些球状石墨结构被称为“裂缝终结者”,因为它们具有阻止断裂的能力。
大型压力机机架的“癌症”——铸件出现裂纹作为压力机刚性机架的组成部分,三个横梁和立柱铸件所关注的最大问题就是裂纹。
由于锻压机工作频次高,横梁和立柱会承受多频次的交变应力,要求铸件拥有很好的疲劳性能。
如果材料内部有缺陷,例如气孔或夹杂,一旦材料的疲劳性能不好的话,很容易在长时间经受交变应力下出现裂纹。
球墨铸铁和铸钢的区别
与铸铁相比,球墨铸铁在强度方面具有的优势。
球墨铸铁的抗拉强度是60k,而铸铁的抗拉强度只有31k。
球墨铸铁的屈服强度是40k,而铸铁并没有显示出屈服强度,并且较终出现断裂。
球墨铸铁的强度-成本比远远优于铸铁。
球墨铸铁的强度和铸钢的强度是可比的。
球墨铸铁具有更高的屈服强度,其屈服强度较低为40k,而铸钢的屈服强度只有36k。
在大部分市政应用领域,如:水、盐水、蒸汽等,球墨铸铁的耐腐蚀性和抗氧化性都超过铸钢。
由于球墨铸铁的球状石墨微观结构,在减弱振动能力方面,球墨铸铁优于铸钢,因此更加有利于降低应力。
选择球墨铸铁的一个重要的原因在于球墨铸铁比铸钢成本低。
球墨铸铁的低成本使得这种材料更加受欢迎,铸造效率更高,也较少了球墨铸铁的机加工成本。
作为钢的替代品,1949年人类开发了球墨铸铁。
铸钢含碳量少于0.3%,而铸铁和球墨铸铁含炭量量则至少为3%。
铸钢中的低含碳量使得作为游离石墨存在的碳不会形成结构薄片。
铸铁内的碳天然形式是游离石墨薄片形式。
在球墨铸铁内,这种石墨薄片通过特殊的处理方法变化成微小的球体。
这种改进后的球体使得使得球墨铸铁比铸铁和钢相比具有更加优异的物理性能。
正是这种碳的球状微观结构,使得球墨铸铁具有更加良好的展延性和抗冲击性,而铸铁内部的薄片形式导致铸铁没有展延性。
通过铁素体基体可获得较佳的展延性。
因此,球墨铸铁的压力负载部件都经过铁素体化退火周期的工艺处理后,球墨铸铁内部的球状结构也能够消除铸铁内部的薄片石墨容易产生的裂缝现象。
在球墨铸铁的微观照片中,可以看见裂缝游行到石墨球后终止。
在球墨铸铁行业内,这些石墨球称为“裂缝终结者”,因为它们具有阻止断裂的能力。