内径表示值误差测量结果不确定度分析
- 格式:doc
- 大小:42.50 KB
- 文档页数:3
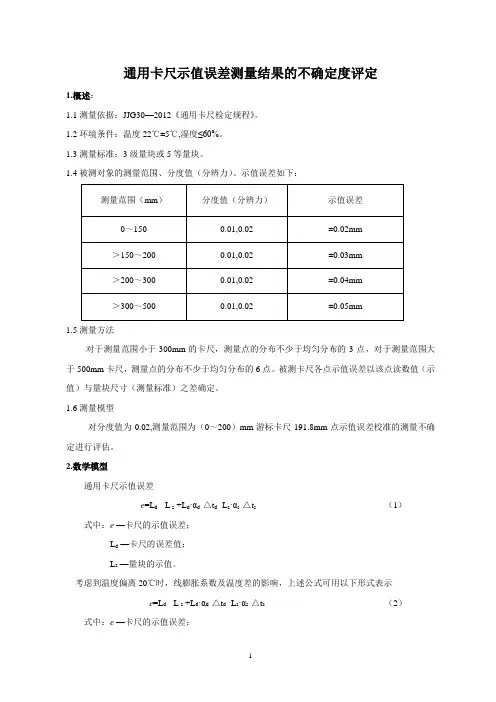
通用卡尺示值误差测量结果的不确定度评定1.概述:1.1测量依据:JJG30—2012《通用卡尺检定规程》。
1.2环境条件:温度22℃±5℃,湿度≤60%。
1.3测量标准:3级量块或5等量块。
1.4被测对象的测量范围、分度值(分辨力)、示值误差如下:1.5测量方法对于测量范围小于300mm的卡尺,测量点的分布不少于均匀分布的3点,对于测量范围大于500mm卡尺,测量点的分布不少于均匀分布的6点。
被测卡尺各点示值误差以该点读数值(示值)与量块尺寸(测量标准)之差确定。
1.6测量模型对分度值为0.02,测量范围为(0~200)mm游标卡尺191.8mm点示值误差校准的测量不确定进行评估。
2.数学模型通用卡尺示值误差e=L d - L s +L d·αd·△t d- L s·αs·△t s (1)式中:e—卡尺的示值误差;L d—卡尺的误差值;L s—量块的示值。
考虑到温度偏离20℃时,线膨胀系数及温度差的影响,上述公式可用以下形式表示e=L d - L s +L d·αd·△t d- L s·αs·△t s (2)式中:e—卡尺的示值误差;L d —卡尺的读数值(20℃条件下); L s —量块的示值(20℃条件下);αd 、αs —卡尺和量块的线膨胀系数;△t d 、△t s —卡尺和量块的偏离标准温度20℃的值。
3.方差和灵敏系数由于△t d 和△t s 基本是采用同一支卡尺测量而具有相关性,其数学处理过程比较复杂,为了简化数学处理过程,需要通过如下方法将相关转化为不相关。
令δα=αd -αs δt=△t d -△t s取L≈L d ≈L s α=αd =αs △t =△t d =△t s 得如下示值误差的计算公式:e =L d - L s +L·δα·△t - L·α·δt (3)由公式(3)可以看出,各变量之间彼此不相关,由公式)()(222i ic x u f u ⋅∂∂=χ得: u c2=u 2(e )=c 12·u 12+ c 22·u 22+ c 32·u 32 +c 42·u 42 (4) 式中:11=∂∂=d Le c 12-=∂∂=sL e c t L e c ∆⋅=∂∂=δα3 αδ⋅=∂∂=L tec 4 公式(4) 中u 1,u 2,u 3,u 4分别表示Ld , L s ,δα,δt 的标准不确定度。
测量结果不确定度及精确度分析刘智敏国际不确定度工作组成员中国计量科学研究院研究员一、术语概念1.真值true value与所给特定量定义一致的值。
2.约定真值conventional true value取作有时是约定作的特定量的值,对所给目的,它有一个合适的不确定度。
3.接受参考值accepted reference value用做比较的同意的参考值。
4.不确定度uncertainty用以表征合理赋予被测量的值的分散性,它是测量结果含有的一个参数。
结果带着的估计值,它表征真值的范围,而真值被认定在其中。
5.精密度precision在规定条件下,独立测得结果间的一致程度。
6.重复性repeatability在重复性条件下,对相同被测量进行接连测量所得结果间的一致程度。
注:重复性条件含:同测量程序、同观测者、同仪器、同地点、短期内重复。
7.再现性reproducibility在改变了的测量条件下,对相同被测量测量结果之间的一致程度。
注:改变条件可含:原理、方法、观测者、仪器、标准、地点、条件、时间,改变条件应列出。
8.正确度,真实度trueness由很大一系列测得结果平均值与接受参考值之间的一致程度。
9.偏倚bias测得结果的期望与接受参考值之差。
正确度测度常用偏倚。
10.精确度,准确度accuracy测量结果与被测量真值间的一致程度。
注:精确度定量表示用不确定度,精确度简称精度。
11.误差error测量结果减被测量真值。
12. 随机误差 random error以不可预知方式变化的误差。
13. 系统误差 systematic error保持不变或按预期规律变化的误差。
14. 概率 probability随机事件带有的一个实数,范围从0到1。
15. 随机变量(ξ)random variable()()x F x P =≤ξ 可定注:离散型:()i i p x P ==ξ连续型:()()dx x f x F x⎰∞−=, ()x f 为分布密度16. 期望 expectation离散型:∑=i i x p E ξ 连续型:()dx x xf E ⎰=ξ17. 方差 variance()2ξξξE E V −=18. 标准差,标准偏差 standard deviationξξσV =19. 变异系数,变化系数(CV , COV )coefficient of variation对非负号 ξξσE =CV不确定度和精确度示意图二、计算2.1 标准差传播()n x x x f y ,...,,21= ()()()()()j i j i j N i Ni j i i Ni ix x x x x f x f x x fy σσρσσ,21112212∂∂∂∂+⎪⎪⎭⎫⎝⎛∂∂=∑∑∑−=+== 式中相关系数 ()()()()jij i j i xx x x x x σσρ,COV ,=[]1,0∈而协方差 covariance ()()()j j i i j i Ex x Ex x E x x −−=,COV无关时 ()()i i x xfy 222σσ∑⎪⎪⎭⎫ ⎝⎛∂∂= 提高正确度提高精密度例:平均值标准差对某量等精度独立测得n x x x ,.....,21; ()σσ=i x平均值 ∑=i x nx 1()22221n nn x σσσ==()nx i σσ=2.2 不确定度评定以标准差表示的不确定度叫标准不确定度u , 将u 乘以包含因子k 得U =ku ,叫展伸不确定度。
指示表的示值误差测量结果的不确定度分析1测量方法依据《JJG34-2008指示表(指针式、数显式)检定规程》、《JJG35-2006杠杆表检定规程》、《JJF1102-2003内径表校准规范》、《JJG379-2009大量程百分表检定规程》、《JJG830-2007深度指示表检定规程》,《JJG109-2004百分表式卡规检定规程》、《JJF1253-2010带表卡规校准规范》、《JJF1255-2010厚度表校准规范》、依据《JJF1059.1-2012测量不确定度评定与表示》要求,指示表示值误差是用相应准确度等级的指示类量具检定仪,按规定的测量间隔在正向进行检定,取正行程中的各受检点误差中最大值与最小值之差作为全量程的示值误差。
2测量模型现对量程为10mm 指示表(分度值为0.01mm)的10mm 点和量程为1mm 的 指示表(分度值或分辨力为0.001mm)1mm 点的示值误差测量结果不确定度进行分析计算。
指示表的示值误差e : =e d L -S L +d d d t L ∆⋅⋅αΔt d -s S S t L ∆⋅⋅αL S (1.1)式中: d L ------指示表的示值(20℃条件下) S L ------检定仪的示值(20℃条件下) αd 、αs ------分别为指示表和检定仪的线胀系数Δt d 、Δt s ------分别为指示表和检定仪偏离温度20℃时的数值令 s d ααδα-=;s d t t t ∆-∆=δ取 s d L L L ≈≈;α≈αd ≈αs ;s d t t t ∆≈∆≈∆ 得 =e d L -S L +t L t L δαδα⋅⋅-⋅∆⋅(1.2)3灵敏系数C 1=∂e/∂L d =1; C 2=∂e/∂L s =1C 3=∂e/∂δα=t L ∆⋅ C 4=∂e/∂δt = α⋅L4不确定度来源 4.1 读数误差:1u4.2 检定仪的误差:2u 4.2.1检定仪的示值误差:1.2u 4.2.2检定仪的对线误差:2.2u 4.3测量重复性 4.4线胀系数误差: 3u4.5指示表和检定仪的温度差: 4u 5 不确定度一览表以分度值为0.01mm 、0.001mm 的指示表为例分别见表C.1和表C.2。
浅论测量仪器的误差和测量不确定度摘要本文从概念、逻辑和形式上对测量仪器的误差和测量不确定度进行了分析与研究,深入浅出的剖析了测量仪器的示值误差、最大允许误差和测量不确定度之间的关系。
旨在引起重视、深入探讨、充分理解、促进共识。
关键词测量仪器;误差;测量不确定度中图分类号p207 文献标识码a 文章编号 1674-6708(2011)44-0058-020 引言在计量检定、校准和检测中,数据处理是一个关键步骤。
在测量过程中,由于测量仪器精度、实验条件局限和各种因素的影响,测量结果总是与实际待测量有一定差异,即存在测量误差。
因此作为一个测量结果,不但应提供测量值的大小和单位,还应对测量值本身的可靠程度作出判断,不说明可靠程度的测量值没有实际意义。
人们在使用误差理论的过程中,又发展出了不确定度概念,如何正确理解、合理表述测量仪器的误差与不确定度,是计量工作者一直关注的重要议题。
1 测量仪器测量仪器的概念是单独地或连同辅助设备一起用以进行测量的器具(又称为计量器具)。
其特点是:1)可直接进行测量;2)可以单独地或连同辅助设备一起使用的一种技术工具或装置。
在我国有关计量法律、法规中,测量仪器称为计量器具,既计量器具是测量仪器的同义语。
测量仪器按其结构特点和计量用途可分为测量用的仪器仪表、实物量具、标准物质及测量系统(或装置)。
测量仪器在生产生活中有着广泛的用途,不论是宇宙飞船探月用的信号发生器,还是平常的买米买菜用的电子称,都是测量仪器。
2 测量仪器的误差测量仪器示值误差,通常简称为测量仪器的误差,可以用绝对误差的形式表示,也可以用相对误差、引用误差的形式表示。
对于给定的测量仪器,由规程、规范所允许的误差极限值,称为测量仪器的最大允许误差,有时也称为测量仪器的允许误差限。
误差是指测量结果减去被测量的真值,误差是测量结果的重要组成部分。
测量结果包括示值、未修正测量结果、已修正测量结果以及若干次测量的平均值。
气动测量仪示值误差测得值的不确定度分析摘要:随着产业4.0的引进和智能制造的不断推进,制造业与互联网产业的融合更加紧密,越来越多的零部件得到了智能测试和数字化;但是,在传统的生产管理中,质量控制方面仍然存在重大缺陷:一方面,大多数企业继续采用人工测量和抽查,这需要时间和努力,并且难以保证测量的准确性;另一方面,数据存储管理缺乏可持续性,缺乏高质量的数据分析和控制,难以及时发现生产问题,容易给企业造成巨大的物质损失。
针对这些实际问题,提出利用气动仪器测量质量参数,建立网络技术数据优化和调节系统,实现生产质量的可视化监控。
近年来,一些专家学者还开展了大量关于气动计量的理论和实践研究,胡小平等人分析了背压道路的特征曲线,研究了主要参数对计量的影响;Cz研究了气动仪器校准的不确定性和线性度。
J.Jermak等人使用不同的线性近似方法来减少非线性;miroslawruck等人在一个尺寸控制系统中研究了气动仪器,并建议使用两个以上的调节主机可以大大提高线性度;许多专家就提高气动仪器测量的准确性发表了意见。
关键词:气动量仪;浮标式;电子柱式;不确定度分析引言从较长远的角度发展了测圆器的理论和方法,工业制造工艺主要依靠科学检测仪器和适当的数据分析方法,以确保产品测圆器控制在最大容许误差内。
近年来,随着检测技术和计算机化技术的改进,舍入测量技术继续得到改进和发展。
其中,数值电子空气动力学测量原理的节拍误差测量方法应用于实际生产过程,发展迅速。
1系统总体架构本系统以齿轮内径为研究对象,主要通过气动仪表的压力差特性获取齿轮加工后内径测量数据,以确保气动仪表测量精度,通过优化设计提高测量精度数据优化和调节系统结合相关框架软件使用Java编程实现了对系统的直接浏览器访问,具有高度的可扩展性,可以快速转换为基于系统的其他零件的相关分析系统;数据流量使用基于以太网卡的TCP/IP自动执行数据传输。
整个系统在齿轮的制造和质量控制方面发挥了重要作用。

内径千分尺示值误差测量结果不确定度评定1 概述1.1测量依据:JJG 22-2014 《内径千分尺检定规程》。
1.2 环境条件:温度一般控制在(20±3)℃以内,每小时变化量不大于0.5℃。
1.3测量标准:3等量块,扩展不确定度为)1011.0(699L m U -⨯+=μ,0.3=k 包含因子:;万能测长仪,示值误差的最大允许值(任意零位)为()L 61055.0-⨯+±。
1.4 被测对象:内径千分尺/(50~600)mm 。
1.5 测量方法:依据本规程,内径千分尺的示值误差的校准是在规程中允许的温度条件下,进行充分等温后,以与标准量块用测长仪进行比较测量得到的。
2 数学模型 s L L L -=∆式中:L —内径千分尺示值;s L —测长仪示值。
3 灵敏系数1/1=∂∆∂=L L c ; 1/2-=∂∆∂=s L L c 。
4 各输入量的不确定度分量的评定4.1输入量L 的标准不确定度)(L u 评定输入量L 的标准不确定度来源主要是测量重复性引入的标准不确定度)(L u ,用A 类标准不确定度评定。
当L =200mm 时,在重复测量条件下,用测长仪连续测量10次,求得单次测量实验标准差m s μ1=,则)(L u =m s μ1=。
当L =500mm 时,在重复测量条件下,用测长仪连续测量10次,求得单次测量实验标准差m s μ2.1=,则)(L u =m s μ2.1=。
4.2 输入量s L 的标准不确定度)(s L u 评定输入量s L 的标准不确定度来源主要是校准量块引入的标准不确定度)(1s L u ,内径千分尺与测长仪线胀系数差引入的标准不确定度)(2s L u ,内径千分尺和测长仪间存在温度差引入的标准不确定度)(3s L u4.2.1校准用3等量块引入的标准不确定度)(1s L u ,用B 类标准不确定度评定。
检定证书给出3等量块的扩展不确定度为)1011.0(699L m U -⨯+=μ,0.3=k 包含因子:,则当L =200mm 时,m u μ10.00.3/3.01==当L =500mm 时,m u μ20.00.3/6.01==4.2.2 内径千分尺与测长仪线胀系数差引入的标准不确定度)(2s L u ,用B 类标准不确定度评定。

内径千分尺示值误差的测量结果不确定度1、概述1.1测量方法: 依据JJG22-2003《内径千分尺》检定规程1.2环境条件: 温度(20±3)℃, 相对湿度≤65%1.3测量标准: 4等2级(83块组)量块,测量范围:(0.5~100)mm1.4测量对象: 分度值0.01mm、测量范围(0~500)mm的内径千分尺1.5测量过程内径千分尺的示值误差用测长仪进行检定,受检点为测量范围内均匀分布的5点。
各点示值误差以该点读数与标准量块尺寸之差来确定。
1.6评定结果的使用符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果2、数学模型e=l m—l b+ l m×a m×△t m—l b×a b×△t b式中:l m和l b—分别是内径千分尺的示值和量块的长度(标准条件下);a m和a b—分别是内径千分尺和量块的热膨胀系数;△t m和△t b—分别是内径千分尺和量块偏离参考温度20℃的数值。
3、方差和传播系数令:δa = a m—a bδt=△t m—△t b舍弃高阶微分量,取:l≈l m≈l ba≈a m≈a b△t≈△t m≈△t b则:e=l m—l b+ l×△t×δa+l×a×δt得:2c u =)(2e u = 21c ×21u + 22c ×22u + 23c ×23u + 24c ×24u 式中:1c =cl f ∂∂= 1 2c =bl e∂∂= -13c =aeδ∂∂=l ×t ∆ 4c =t e δ∂∂=l ×a1u ,2u ,3u 和4u — 分别为l m ,l b ,δa 和δt 的不确定度。
2c u =)(2e u = 21u + 22u +(l ×△t )2×23u +(l ×a )2×24u 4、标准不确定度一览表 4.1 l =50mm 时,如表4-1所示。
桐乡市计量检定测试所技术文件千分尺示值误差测量结果的不确定度评定千分尺示值误差测量结果的不确定度评定过程1 概述1.1 测量方法:依据JJG21-1995《千分尺》国家计量检定规程。
1.2 环境条件:温度(20±5)℃。
1.3 测量标准:五等量块,其长度尺寸的不确定度不大于(0.5+5L)µm(L—校准长度),包含因子k 取2.7。
1.4 被测对象:校准范围为(0~25)mm,分度值为0.01mm的千分尺,MPE为±4µm。
1.5 测量过程千分尺示值误差是以五等量块进行校准的,千分尺的校准点均匀分布于校准范围5点上。
被测量千分尺各点示值误差以该点读数值(示值)与量块尺寸(测量标准)之差确定。
1.6 评定结果的使用在符合上述条件下的测量结果,一般可直接使用本不确定度的评定结果。
2 数学模型e =L a+L o-L s式中:e ——千分尺某点示值误差;L a——千分尺测微头25mm内示值;L o——对零量块的长度;L s——校准量块的长度。
3 输入量的标准不确定度的评定3.1 输入量L a的标准不确定度u(L a)的评定输入量L a的不确定度来源主要是测量重复性引起的标准不确定度u(L a)的评定,可以通过连续测量得到测量列(采用A类方法进行评定)。
以测微头25mm示值为例,在重复性条件下,用量块连续测量10次,得到测量列25.003mm,25.003mm,25.002mm,25.002mm,25.002mm,25.003mm,25.003mm,25.002mm,25.002mm,25.002mm。
a = 25.0023mm单次标准差s== 0.00048mm ≈ 0.48µm则可得到u(L a)= s=0.48µm自由度v(L a)= 10-1=93.2输入量L0的标准不确定度u(L0)的评定输入量L0的不确定度来源主要是对零量块引起的标准不确定度u(L0)(采用B类方法进行评定)。
精密压力表示值误差的测量结果不确定度评定发布时间:2021-04-27T09:59:53.680Z 来源:《科学与技术》2021年1月3期作者:吴超[导读] 弹簧管式精密压力表使用方便又经济耐用,吴超伊春市检验检测中心黑龙江伊春 153000摘要:弹簧管式精密压力表使用方便又经济耐用,被很多的实验室作为压力测量和标准使用。
本文根据对《测量不确定度评定与表示》的理解,对0.4 级精密压力表示值误差测量结果的不确定度评定进行了分析。
关键词:压力表;测量示值;误差弹簧管式精密压力表是以弹簧管为敏感元件的压力测量仪表。
对具体的测量进行具体的分析,给出更为符合测量环境的测量不确定度评定,是一项极有意义的工作。
通常,在不确定度的评定中,测量者和利益相关各方面最为关心的是测量是否有效,测量结果是否可信,对测量的可信程度提出疑问,回答这些问题有一定的难度,因为影响测量结果的因素很多,而人们对诸多影响因素往往缺乏完整的了解,故引入“测量不确定度”的概念,利用它的表示来评定测量水平或质量,是计量界在误差理论的基础上进行大量研究的一个重要成果,不确定度是对测量结果质量的定量表征,结果的可用性很大程度上取决于其不确定度大小。
测量误差和不确定度是计量学领域里最基本、最重要的理论知识,也是难点之一.一、测量概述(1)环境条件:室温(20±5)℃。
(2)测量标准:二等活塞压力计,不确定度:二等。
(3)依据《弹簧管式精密压力表和真空压力表》JJG49- 1999规程。
(4)被测对象:精密压力表,测量范围(1~60)MPa。
(5)测量原理及其组成:二等活塞式压力计是根据流体静力平衡原理设计制造的。
其工作原理就是基于活塞本身重量和加在活塞上的专用砝码重量,与作用在活塞面积上所产生的压力相平衡。
二、数学模型根据弹簧管式精密压力表和真空压力表的检定方法,可建立如下数学模型式中:δ—被检压力表示值误差;p1—被检压力表示值;p2—标准压力值。
钢直尺测量结果示值误差的不确定度评定摘要:钢直尺是现代人们生活和工作中应用非常便捷的一种常见测量工具。
通常来讲,钢直尺自身的刻画线间距通常为0.5mm或者1mm,刻线的宽度通常都处于(0.1-0.25mm)范围内,所以工作人员在对钢直尺测量结果进行读数的过程中会存在误差。
钢直尺的检定工作需要依靠专业的检定工具,通常选择使用读数显微镜来对钢直尺进行检定,测量不确定度的评定对钢直尺示值误差具有直接性的影响。
基于此,本文对钢直尺测量结果示值误差的不确定度评定工作展开了分析与探讨,并对钢直尺使用中的维护与保养工作进行了简要阐释,以期给行业工作人员提供有效参考。
关键词:钢直尺;结果误差;不确定度钢直尺在实际的使用过程中,其测量结果的准确度与使用人员的操作方法、行为习惯以及钢直尺本身质量都有较大的联系,其中最为关键的就是钢直尺本身的质量。
因此,为了更好的保障钢直尺测量的准确性,就需要对钢直尺进行定期的检定与维护保养,同时还应该养成良好的使用习惯,只有这样,才能够避免其它因素对钢直尺测量数值的影响。
1 概述(1)本文对钢直尺测量结果示值误差的不确定评定依据为JJG1 -1999《钢直尺》检定规程。
(2)为了保障检定结果的精准度,选择环境温度为15℃-25℃。
(3)测量过程中,以三等标准金属线纹尺来作为基础标准,最大允许误差为±0.5mm。
(4)以最小分度值是1mm的钢直尺来作为测量目标。
(5)测量方法的选择。
在对钢直尺进行检定时,通过对升降台的螺母进行调节,来确保所测量的钢直尺与三等标准金属线纹尺处在同一个水平位置,之后通过对螺帽进行调节,对钢直尺与三等标准金属线纹尺进行固定。
之后对钢直尺进行调整,确保其尺边与线纹轴线相互平行;调节对零螺杆,使钢直尺与三等标准金属线纹尺的首段或者末端处于对准状态。
最后通过三等标准金属线纹尺来读取钢直尺的示值误差。
2 钢直尺测量结果示值误差检定方法分析。
2.1 检定项目及工具对钢直尺检定的项目主要涉及到外观、尺面、弹性、端边与侧边的直线度、线纹的宽度等方面。
塞规测量孔径合格,内径表测量超差
摘要:
一、问题背景及分析
二、塞规测量孔径合格的原因
三、内径表测量超差的原因
四、解决措施及建议
正文:
【一、问题背景及分析】
在制造业中,孔径和内径的测量是产品质量的关键环节。
近日,某企业发现塞规测量孔径合格,但内径表测量结果超差,影响了产品的质量和生产效率。
本文将对这一问题进行分析,并提出解决方案。
【二、塞规测量孔径合格的原因】
1.塞规的精度较高,能满足生产中对孔径的测量需求;
2.塞规的操作简便,测量速度较快,提高了生产效率;
3.企业对塞规的维护和保养工作做得较好,保证了测量结果的准确性。
【三、内径表测量超差的原因】
1.内径表的精度较低,无法满足生产中对内径的高精度测量需求;
2.内径表的操作相对复杂,测量速度较慢,影响生产效率;
3.企业对内径表的维护和保养工作不到位,导致测量结果不准确。
【四、解决措施及建议】
1.提高内径表的精度:企业应选购高精度、高质量的内径表,以满足生产
需求;
2.优化测量流程:对内径表的操作进行简化,提高测量速度,降低误差;
3.加强设备维护和保养:定期对内径表进行校准和维护,确保测量结果的准确性;
4.培训操作人员:加强对操作人员的技能培训,提高其对内径表的操作熟练度;
5.引入智能化检测设备:考虑引入智能化检测设备,如机器视觉、自动化测量系统等,提高测量效率和准确性。
通过以上措施,企业可以解决内径表测量超差的问题,提高产品质量和生产效率。
中国检验检测2021年第2期全自动指示表检定仪示值误差的测量结果不确定度分析与评定吴娟刘婷(天津市电子仪表实验所,天津300210)摘要:本文对JJG201 -2018《指示类量具检定仪检定规程》中新增的全自动指示表检定仪示值误差项目,开展不确定度 的分析研究。
关键词:全自动;指示表检定仪;测量结果不确定度中图分类号:TH71 文献标识码:A DOI:10. 16428/lO-1469/tb.2021. 02. 0160引言用于测量各种表类量具的标准器一般为传统的 机械式指示表检定仪,或者半自动的光栅式指示表检定仪,两者均以手动的方式进行测量,检测人员手 和眼的劳动强度很高,后期数据处理的工作量很大,且工作效率也较低。
目前还有一些计量机构使用的是全自动指示表 检定仪,其采用计算机自动控制伺服电机精确驱动光栅和测杆位移,通过摄像头获取被检表表盘图像,采用数字图像处理技术自动识别表盘读数,并将该 读数与光栅的标准位移进行比较,得到误差值,不需 人工采样,实现了指示表全自动、高精度的检测。
在JJG201-2018《指示类量具检定仪检定规程》中也相应增加了针对全自动检定仪所设置的检校项 目,即图像识别的准确性,但是并没有给出其相应的 测量结果不确定度分析示例,现将全自动指示表检定仪示值误差的测量结果不确定度分析、评定如下。
1测量结果不确定度分析1.1测量模型y—p—〇J m a x m i n式中,y为全自动指示表检定仪的示值误差,分别为受检点的示值误差最大值和示值误差最小值,|xm。
其中:e; = %- (-Z\L。
)式中,e,为第;受检点在该行程中的示值误差, fJ U T M tx,为检第;受检点时指示仪的读数,pm; 4L。
为 对零位是所用量块的中心长度偏差,|xm;AL j为对 第i受检点时所用量块的中心长度偏差+m。
考虑实验室温度的影响,上式可改写为e =Lm~(a+Lh ~L〇)-+ (4~L〇)a b^b式中,e为受检点的示值误差,为全自动 指7K表检定仪在受检点的7K值;a为电感测微仪在受检点的读数,分别为检定和对零用量块 的实际尺寸,fim;a m,a b分别为全自动指示表检定仪和量块的热膨胀系数;A«b,A k分别为量块和全自动指示表检定仪偏离201的温度。
光学计示值误差测量结果不确定度评定作者:张馥生来源:《科技创新导报》 2013年第28期张馥生(中国科学院长春光学精密机械与物理研究所,吉林长春 130033)摘要:不确定度是测量工作的质量和测量结果可信赖程度和评价。
按JJF1059-2012.1、JJG45-1999标准规定,对光学计示值误差测量结果不确定进行了详细分析。
关键词:不确定度重复性评定中图分类号:TP2文献标识码:A文章编号:1674-098X(2013)10(a)-0000-001 概述依据JJF1059-2012.1《测量不确定度评定与表示与表示》根据计量工作发展的需要,现对光学计示值误差测量结果不确定度进行分析。
2 测量方法2.1测量方法根据JJG45-1999《光学计》,以三等量块检光学计为例,用三等量块直接对1μm光学计的示值误差进行检定。
2.2测量标准性能三等量块主要技术指标;测量范围:1.00mm、1.03mm、1.06mm、1.09mm;不确定度:0.10μm + 1×10-6ln2.3校准(检定)环境条件:温度要求:20℃±3℃;实际情况:温度:20℃±1℃。
3数学模型以三等量块直接对光学计的示值误差进行测量的计算公式为:δ= r-H+ω(1)式中:δ—示值误差; r—受检点的读数值; H—两量块之差的实际值;ω—环境因素影响量。
4方差和传播系数5计算分量标准不确定度5.1 量块的标准不确定度分量u(H)所用的1.00mm,1.03mm,1.06mm,1.09mm 三等量块中心长度的扩展不确定度约为U99=0.05μm, k99=2.76,则: u(Ln)=0.05/2.76=0.018μm。
5.2 测量重复性估算的标准不确定度分量u(r)测量过程中涉及到误差的影响量主要有:估读误差、对线误差、测量力大小不同引入的误差、人员误差等,这些误差可以由测量重复性综合体现。
由测量重复性估算的标准不确定度为:通过连续测量10次得到的测量列计算得出表:5.3环境因素引入的标准不确定度分量量u(ω)由于标准量块的标准值为1.00mm、1.03mm、.06mm、1.09mm,检定光学计前标准量块与光学计要求恒温,在量块值较小且严格恒温的条件下,环境温度以测量值的影响量可忽略不计。
内径表示值误差测量结果不确定度分析
C.1 测量方法
内径表示值误差是用符合JJG201-1999规程要求的指示类量具检定仪----指示表全自动检定仪,按间隔0.1mm 或0.05mm在正向(压缩测头)进行校准,并且其活动测头的工作行程最大为1.6 mm。
C.2 测量模型
现对工作行程为1.6mm的内径百分表,和工作行程为1mm的内径千分表的示值误差测量不确定度进行分析计算。
内径表的示值误差e:
e =L d – L s + L d·a d·△t d–L s·a s·△t s (C.1)
式中: L d ————内径表的示值(20℃条件下);
L s ————指示表全自动检定仪的示值(20℃条件下);
a d、a s ————分别为内径表和指示表全自动检定仪的热膨胀系数;
△t d、、△t s————分别为内径表和指示表全自动检定仪偏离温度20℃时的数值。
令δa=a d -a s;δt=△t d--△t s
取 L≈L d≈L s;a≈a d≈a s;△t≈△t d≈△t s
得 e = L d -L s+ L·△t·δa - L·a·δt (C.2)
C.3 灵敏系数
c1=Зe/ЗL d=1;c2=Зe/ЗL s= -1;
c3=Зe/Зa= L·△t;c4=Зe/Зδt= L·a
C.4 不确定度来源分析
校准不确定度是由校准误差源的不确定度构成的。
校准误差源的不确定度如下:
指示表全自动检定仪误差:u1
指示表全自动检定仪自动读表误差: u1.1
指示表全自动检定仪示值误差:u1.2
热膨胀系数误差: u2
内径表和指示表全自动检定仪的温度差:u3
C.4.1指示表全自动检定仪自动读表误差引起的不确定度分量u1.1
指示表全自动检定仪自动读表误差为分度值的1/10,即对内径百分表为±1µm,对内径千分表为±0.1µm 。
按三角分布,估计其相对不确定度为25%。
示值误差是以正行程内最大、最小误差之差确定。
对内径百分表:u1.1 = 1/√6 ×√2 = 0.58µm
对内径千分表:u1.1 = 0.1/√6 ×√2 = 0.058µm
C.4.2指示表全自动检定仪示值误差引起的不确定度分量u1.2
指示表全自动检定仪示值误差在任意2mm范围内为1µm ,按均匀分布,其相对不确定度为10%。
示值误差引起的不确定度为
对1.6mm内径百分表和1.0 mm内径千分表:
u1.2 = 1/√3 = 0.58µm
综合以上分析,指示表全自动检定仪引起的不确定度分量u1:
对1.6mm内径百分表,
u1 = √u1.12 + u1.22 =√0.582 + 0.582≈ 0.82µm
对1 mm内径千分表,
u1 = √u1.12 + u1.22 =√0.0582 + 0.582≈0.58µm
C.4.3内径表和指示表全自动检定仪的热膨胀系数给出的不确定度分量u2
δa的界限为±2×10-6℃-1,按均匀分布,相对不确定度为10%。
u 2a = 2×10-6℃-1/√3 = 1.15×10-6℃-1
因为L = 1.6mm = 1600 µm △t = 10℃
所以u2= 1600×10℃×1.15×10-6℃-1 = 1.84×10-2 ( µm )
C.4.4内径表和指示表全自动检定仪的温度差给出的不确定度u3
它们之间有一定的温度差存在,以等概率落在±1℃的范围内.相对不确度为50%.
U3t=1/√3==0.6℃
因为L = 1.6mm = 1600 µm , a= 11.5×10-6℃
所以u3 = 1600×1.15×10-6℃×0.6=1.1×10-3 ( µm )
C.5 合成标准不确定度u c
内径百分表:
u c = √u12 + u22 + u32 = √0.822 +0.0182 +0.00112 ≈ 0.82 ( µm )
内径千分表:
u c = √u12 + u22 + u32= √0.582 +0.0182 +0.00112 ≈ 0.58 ( µm )
C.6 扩展不确定u95
u95 = 2×u c
内径百分表:
u95 = 2×u c = 2×0.82 ≈ 1.6 ( µm )
内径千分表:
u95 = 2×u c = 2×0.58 ≈1.2 ( µm )。