实验一用内径百分表测内孔讲课讲稿
- 格式:docx
- 大小:156.84 KB
- 文档页数:6
实验1 1内径百分表测量内孔实验1-1内径百分表测量内孔实验一尺寸测量§1-1用内径千分表或卧式短仪测量内径一、实验目的1.熟悉测量内径常用的计量器具和方法。
2.加深对内尺寸测量特点的了解。
二、实验内容1.用内径千分表测量内径。
2.用卧式测长仪测量内径。
三、测量原理及计量器具表明内径可用内径千分尺直接测量,但对深孔或公差等级较高的孔,则常用内径千分表或卧式测长仪并作比较测量。
1.内径千分表国产的内径千分表,Loulay活动测头工作行程相同的七种规格共同组成一套,用来测量10―450mm的内径,特别适用于测量浅孔,其典型结构例如图1右图。
内径千分表是用它的可换测头3(测量中固定不动)和活动测头2跟被测孔壁接触进行测量的。
仪器盒内有几个长短不同的可换测头,使用时可按被测尺寸的大小来选择。
测量时,活动测头2受到一定的压力,向内推动镶在等臂直角杠杆1上的钢球4,使杠杆1绕支轴6回转,并通过长接杆5推动千分表的测杆而进行读数。
在活动测头的两侧,有对称的定位板8。
装上测头2后,与定位板连成一个整体。
定位板在弹簧9的作用下,对称地压在靠在被测孔壁上,以保证测头的轴线处于被测孔的直径截面内。
2.卧式测长仪卧式测长仪是以精密刻度尺为基准,利用平面螺旋式读数装置的高精度长度计量器具。
该仪器具有多种专用附件,可以用作测量外尺寸、内尺寸和内、外螺纹中径。
根据测量须要,既可以用作绝对测量,又可以用作相对(比较)测量,故常称作万能测长仪。
卧式测长仪的外观如图2所示。
在测量过程中,镶有一条精密毫米刻度尺(图3a中的6)的测量轴3随着被测尺寸的大小在测量轴承座内作适当的滑动。
当测头碰触被测部分后,测量轴就暂停滑动。
图3a就是测微目镜1的光学系统。
在目镜1中可以观测至毫米数值,但还须要细分读数,以满足用户精密测量的建议。
测微目镜中存有一个紧固分划板4,它的上面铸有10个成正比的刻度间距,毫米刻度尺的一个间距成象在它上面时恰与这10个间距总长成正比,故其分度值0.1毫米。
用内径百分表测量内径实验报告实验名称:内径百分表测量内径实验目的:1. 了解百分表的结构和使用方法;2. 学习使用百分表测量内径的技巧;3. 提高测量准确性和操作技能。
实验器材:1. 内径百分表;2. 待测零件。
实验步骤:1. 准备工作:将待测零件净化清洁,并确保百分表的可靠性和准确性;2. 调整百分表:打开百分表,使用零位校验器校准零位,确保百分表读数正确;3. 定位测量:将百分表两脚塞入零件的内径中,确保百分表脚端与内径表面相贴,注意脚部不能受到倾斜或歪斜的影响;4. 读取测量值:缓慢转动百分表的旋钮,直到脚部与内径表面紧密贴合,读取百分表刻度值,并记录;5. 完成测量:继续调整脚部位置,每次转动旋钮0.01mm为一格细致调整,直至百分表的脚部均匀贴合在内径表面上,最后记录测量值;6. 重复测量:重新调整百分表的位置,进行多次测量,取平均值作为最终测量结果。
实验注意事项:1. 操作要轻柔、稳定,避免造成百分表的损坏;2. 百分表脚部贴合内径表面时,不能有明显的松动或过紧现象,要保证压力适中;3. 在读取测量值时,要垂直视线读数,避免视觉偏差的影响;4. 实验后要及时清理百分表和待测零件,保持器材的整洁和准确性。
实验结果及讨论:1. 经过多次测量并取平均值,得到待测零件的内径为X.XXmm;2. 比较实验结果与待测零件规定的内径要求,评估是否符合要求;3. 讨论实验中可能出现的误差来源及处理方法,如使用过程中的误差、难以准确读取刻度线等问题,并提出改进建议;4. 总结实验的经验和教训,总结使用内径百分表测量内径的技巧。
实验结论:通过内径百分表测量内径,可以得到较为准确的测量结果。
在操作过程中,要注意调整百分表的位置的稳定性和准确性,避免产生误差。
同时,要熟练掌握百分表的结构和使用方法,提高测量准确性和操作技能。
实验一内径指示表检孔径
一、仪器介绍:
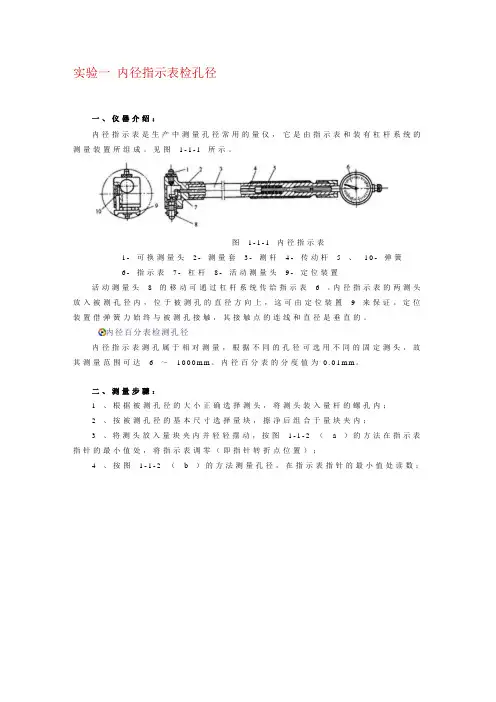
内径指示表是生产中测量孔径常用的量仪,它是由指示表和装有杠杆系统的测量装置所组成。
见图1-1-1所示。
图1-1-1内径指示表
1-可换测量头2-测量套3-测杆4-传动杆5、10-弹簧
6-指示表7-杠杆8-活动测量头9-定位装置
活动测量头8的移动可通过杠杆系统传给指示表6。
内径指示表的两测头放入被测孔径内,位于被测孔的直径方向上,这可由定位装置9来保证。
定位装置借弹簧力始终与被测孔接触,其接触点的连线和直径是垂直的。
内径百分表检测孔径
内径指示表测孔属于相对测量,根据不同的孔径可选用不同的固定测头,故其测量范围可达6~1000m m。
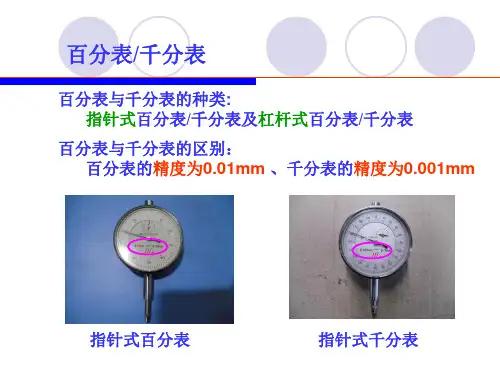
内径百分表的分度值为0.01m m。
二、测量步骤:
1、根据被测孔径的大小正确选择测头,将测头装入量杆的螺孔内;
2、按被测孔径的基本尺寸选择量块,擦净后组合于量块夹内;
3、将测头放入量块夹内并轻轻摆动,按图1-1-2(a)的方法在指示表指针的最小值处,将指示表调零(即指针转折点位置);
4、按图1-1-2(b)的方法测量孔径,在指示表指针的最小值处读数;
图1-1-2内径指示表找转折点
5、在孔深的上、中、下三个截面内,互相垂直的两个方向上,共测六个位置;
6、将测量结果填入实验报告用表中,进行相关数据处理并按是否超出工件设计公差所确定的最大与最小极限尺寸,判断其合格性;。
实验1 用内径百分表测量孔
1. 实验目的
熟悉使用内径百分表测量内孔尺寸误差的方法和特点。
认真体会“局部实际尺寸(实际误差)”概念。
2. 设备与器材
百分表测量杆1支和0.01mm百分表1个。
3. 实验原理与方法
内径百分表是由百分表测量杆和百分表组成,是用相对测量法测量孔径和形状误差。
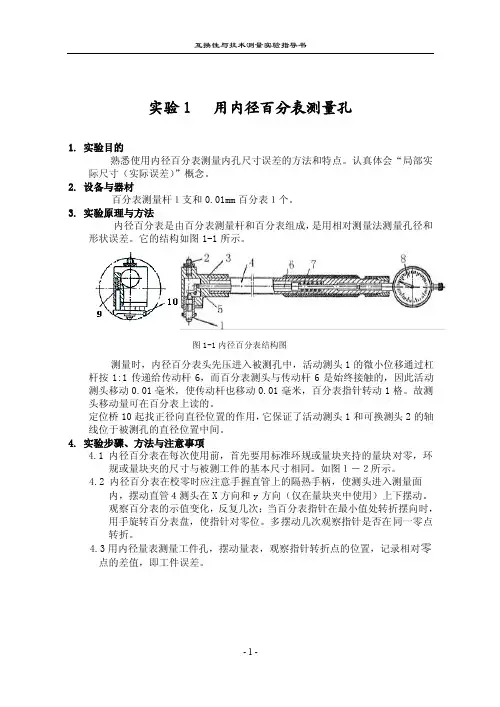
它的结构如图1-1所示。
图1-1内径百分表结构图
测量时,内径百分表头先压进入被测孔中,活动测头1的微小位移通过杠杆按1:1传递给传动杆6,而百分表测头与传动杆6是始终接触的,因此活动测头移动0.01毫米,使传动杆也移动0.01毫米,百分表指针转动1格。
故测头移动量可在百分表上读的。
定位桥10起找正径向直径位置的作用,它保证了活动测头1和可换测头2的轴线位于被测孔的直径位置中间。
4. 实验步骤、方法与注意事项
4.1 内径百分表在每次使用前,首先要用标准环规或量块夹持的量块对零,环
规或量块夹的尺寸与被测工件的基本尺寸相同。
如图1-2所示。
4.2 内径百分表在校零时应注意手握直管上的隔热手柄,使测头进入测量面
内,摆动直管4测头在X方向和y方向(仅在量块夹中使用)上下摆动。
观察百分表的示值变化,反复几次;当百分表指针在最小值处转折摆向时,
用手旋转百分表盘,使指针对零位。
多摆动几次观察指针是否在同一零点
转折。
4.3用内径量表测量工件孔,摆动量表,观察指针转折点的位置,记录相对零
点的差值,即工件误差。
5.测量与处理数据
6.思考题
1.用内径百分表测量孔的实际偏差时,属于何种测量方法?测量误差有哪些?。
用内径百分表测量孔径实验报告实验名称:用内径百分表测量孔径实验目的:学生能够掌握使用内径百分表测量孔径的方法和注意事项。
实验器材:内径百分表、螺栓、螺帽、孔径样本。
实验步骤:1. 确定要测量的孔径大小,选择适当的内径百分表测量范围并调整两个测量枝之间的距离,以使其略大于孔径。
2. 把内径百分表的测量枝垂直于测量表面,并轻轻压在孔部位,使两个测量枝正好压住材料表面的两端,注意不要偏斜和变形。
3. 使用眼睛或放大镜观察内径百分表的刻度值,读取测量值。
4. 移动内径百分表到下一个测量位置,重复以上操作,直到全部测量完成。
5. 将测量结果记录在实验报告中,并根据实验要求进行分析和处理。
实验注意事项:1. 内径百分表使用前必须进行检查和校准,确保其准确度和精度。
2. 在测量过程中,要稳定心态,避免手部颤动和握持力度过大。
3. 在选择内径百分表测量范围时,应尽量选择跨度较小的范围,以提高测量精度。
4. 在将内径百分表压在孔部位时,需要注意其位置和角度,避免偏斜和变形导致误差。
5. 在进行多点测量时,应按照规定的顺序进行测量,并在记录测量值时清晰、准确地标注每个测量位置。
实验结果:通过使用内径百分表测量不同孔径样本,成功获得了多组精确可靠的测量结果。
经过统计和分析处理,得出了各个样本的平均值和标准差,并与理论值进行对比和评估,验证了该方法的可靠性和有效性。
实验结论:内径百分表是一种常用的测量工具,可以用于快速、准确地测量各种孔径和内径。
在进行测量时,需要注意校准、稳定、准确和规范化操作,并根据实际情况进行分析和处理。
该实验有效提升了学生的实验技能和实践能力,为今后的相关学习和工作打下了坚实的基础。
用内径百分表测量内径实验报告用内径百分表测量孔用内径千分表或卧式长仪测量内径一、实验目的1. 熟悉测量内径常用的计量器具和方法。
2. 加深对内尺寸测量特点的了解。
二、实验内容1. 用内径千分表测量内径。
2. 用卧式测长仪测量内径。
三、测量原理及计量器具说明内径可用内径千分尺直接测量,但对深孔或公差等级较高的孔,则常用内径千分表或卧式测长仪作比较测量。
1. 内径千分表国产的内径千分表,常由活动测头工作行程不同的七种规格组成一套,用以测量10—450mm的内径,特别适用测量深孔,其典型结构如图1所示。
内径千分表是用它的可换测头3(测量中固定不动)和活动测头2跟被测孔壁接触进行测量的。
仪器盒内有几个长短不同的可换测头,使用时可按被测尺寸的大小来选择。
测量时,活动测头2受到一定的压力,向内推动镶在等臂直角杠杆1上的钢球4,使杠杆1绕支轴6回转,并通过长接杆5推动千分表的测杆而进行读数。
在活动测头的两侧,有对称的定位板8。
装上测头2后,与定位板连成一个整体。
定位板在弹簧9的作用下,对称地压在靠在被测孔壁上,以保证测头的轴线处于被测孔的直径截面内。
2. 卧式测长仪卧式测长仪是以精密刻度尺为基准,利用平面螺旋式读数装置的精密长度计量器具。
该仪器带有多种专用附件,可用于测量外尺寸、内尺寸和内、外螺纹中径。
根据测量需要,既可用于绝对测量,又可用于相对(比较)测量,故常称为万能测长仪。
卧式测长仪的外观如图2所示。
在测量过程中,镶有一条精密毫米刻度尺(图3a中的6)的测量轴3随着被测尺寸的大小在测量轴承座内作相应的滑动。
当测头接触被测部分后,测量轴就停止滑动。
图3a是测微目镜1的光学系统。
在目镜1中可以观察到毫米数值,但还需细分读数,以满足精密测量的要求。
测微目镜中有一个固定分划板4,它的上面刻有10个相等的刻度间距,毫米刻度尺的一个间距成象在它上面时恰与这10个间距总长相等,故其分度值为0.1毫米。
在它的附近,还有一块通过手轮3可以旋转的平面螺旋线分划板2,其上刻有十圈平面螺旋双刻线。
实验一用内径百分表测内孔(总3页)--本页仅作预览文档封面,使用时请删除本页--实验一 用内径百分表测内孔一、实验目的1、 了解内径百分表的正确使用。
2、 学会根据测量结果判定零件尺寸的合格性。
二、实验仪器1、 内径百分表2、 千分尺三、测量原理及计量器具说明内径百分表是生产中测量孔径的常用量具,特别适宜测量深孔。
其测量原理如图1-1所示,它是由百分表和一套传动系统组成。
图1-1 内径百分表1—指示表 2—固定测头 3—活动测头 4—弦板 5—工件内径百分表是用它的固定测头2和活动测头3与被测孔壁接触进行测量的。
根据被测孔径的基本尺寸大小,选择仪器上附有的不同长度的固定测头。
仪器的测量范围即由固定测头的尺寸决定。
用标准的已知长度(孔径的基本尺寸)调整仪器零点。
测量时,活动测头的移动量经过直角杠杆传递给指示表,则可从指示表上读得零件实际尺寸对标准长度的偏差(测量时应注意正确判别指示表读数相对于零点的正负号)。
543 2为保证测量位置的正确性,应在调零和测量时将仪器作左右摇动,当指示表上示出最小读数时,即为正确的位置,如图1-2所示。
图1-2 正确的测量方法四、实验步骤1、 将百分表调整小表盘指针压入1到2圈,然后固定。
首先消除千分尺的误差,然后用千分尺量出35mm ,用千分尺作为标准已知长度调整百分表零点。
2、 进行测量。
将内径百分表的测量杆放入被测工件孔中,在图1-3所示的相互垂直的Ⅰ-Ⅰ与Ⅱ-Ⅱ与两方向上,依次测量1,2,3三个横截面的尺寸。
测量时应左右摆动百分表,找出最小读数,并填入实验报告表中。
3、 根据测量结果,确定被测零件尺寸的大小,作出工件合格性与否的结论。
4、 整理仪器。
图1-3 测量位置1 2 3Ⅱ ⅠⅠ Ⅱ五、实验数据指示表的分度值:指示表的示值范围:0~10mm千分尺的分度数值:六、实验误差及分析经测量,我们得到千分尺的误差为-,即-μm。
故在数据处理时,我们应减去系统误差。
内径百分表的使用方法公开课今天咱们来唠唠内径百分表这个超有趣的小工具的使用方法。
内径百分表啊,就像是一个小小的测量精灵。
它长得有点特别,有表头、表杆这些部分。
咱先说拿它的姿势。
可不能随随便便就抓起来,要像对待小宝贝一样稳稳地握住。
手指要放在合适的位置,这样才能保证测量的时候不会手抖,就像拿筷子一样,得有个正确的姿势才能把菜夹好呀。
然后呢,在测量之前,要先对内径百分表进行校准。
这就好比给它定个标准,告诉它啥是对的。
找个标准的环规或者已知准确内径的东西,把表头轻轻放进去,然后转动表盘,让指针对准零刻度。
这个过程可得仔细点,要是校准没做好,后面的测量可就全乱套啦,就像跑步比赛起跑没站对位置一样。
接着就是测量内径啦。
把内径百分表伸进要测量的孔里。
这个时候要轻轻的哦,不能硬怼进去,不然可能会把表头弄坏的。
表头在孔里要保持垂直,就像小树苗要直直地长在土里一样。
如果表头歪了,那测量出来的数据可就不准啦,就像你歪着脑袋看东西,看到的肯定不是最真实的样子。
当表头在孔里放好之后,就可以轻轻摆动表杆啦。
你会看到指针在表盘上跳动,这个时候要取指针摆动的最小值对应的刻度。
为啥是最小值呢?这就像找宝藏一样,最准确的数值就藏在这个最小值里面呢。
测量完了之后,要把内径百分表小心地拿出来,可别磕着碰着。
然后把测量得到的数据记录下来。
这个数据可重要啦,就像你考试的分数一样,是这个孔内径的一个重要指标呢。
内径百分表虽然看起来小小的,但是它的作用可大啦。
学会使用它,就像掌握了一个小魔法,可以准确地知道各种孔的内径大小。
不管是在机械加工的车间里,还是在一些小的维修工作中,它都能派上大用场。
小伙伴们,今天的内径百分表使用方法就讲到这儿啦,希望大家都能学会这个小技巧哦。
用内径百分表测量内径实验报告用内径百分表测量孔用内径千分表或卧式长仪测量内径一、实验目的1. 熟悉测量内径常用的计量器具和方法。
2. 加深对内尺寸测量特点的了解。
二、实验内容1. 用内径千分表测量内径。
2. 用卧式测长仪测量内径。
三、测量原理及计量器具说明内径可用内径千分尺直接测量,但对深孔或公差等级较高的孔,则常用内径千分表或卧式测长仪作比较测量。
1. 内径千分表国产的内径千分表,常由活动测头工作行程不同的七种规格组成一套,用以测量10—450mm的内径,特别适用测量深孔,其典型结构如图1所示。
内径千分表是用它的可换测头3(测量中固定不动)和活动测头2跟被测孔壁接触进行测量的。
仪器盒内有几个长短不同的可换测头,使用时可按被测尺寸的大小来选择。
测量时,活动测头2受到一定的压力,向内推动镶在等臂直角杠杆1上的钢球4,使杠杆1绕支轴6回转,并通过长接杆5推动千分表的测杆而进行读数。
在活动测头的两侧,有对称的定位板8。
装上测头2后,与定位板连成一个整体。
定位板在弹簧9的作用下,对称地压在靠在被测孔壁上,以保证测头的轴线处于被测孔的直径截面内。
2. 卧式测长仪卧式测长仪是以精密刻度尺为基准,利用平面螺旋式读数装置的精密长度计量器具。
该仪器带有多种专用附件,可用于测量外尺寸、内尺寸和内、外螺纹中径。
根据测量需要,既可用于绝对测量,又可用于相对(比较)测量,故常称为万能测长仪。
卧式测长仪的外观如图2所示。
在测量过程中,镶有一条精密毫米刻度尺(图3a中的6)的测量轴3随着被测尺寸的大小在测量轴承座内作相应的滑动。
当测头接触被测部分后,测量轴就停止滑动。
图3a是测微目镜1的光学系统。
在目镜1中可以观察到毫米数值,但还需细分读数,以满足精密测量的要求。
测微目镜中有一个固定分划板4,它的上面刻有10个相等的刻度间距,毫米刻度尺的一个间距成象在它上面时恰与这10个间距总长相等,故其分度值为0.1毫米。
在它的附近,还有一块通过手轮3可以旋转的平面螺旋线分划板2,其上刻有十圈平面螺旋双刻线。
实验一用内径百分
表测内孔
实验一用内径百分表测内孔
一、实验目的
1、了解内径百分表的正确使用。
2、学会根据测量结果判定零件尺寸的合格性。
二、实验仪器
1、内径百分表
2、千分尺
三、测量原理及计量器具说明
内径百分表是生产中测量孔径的常用量具,特别适宜测量深孔。
其测量原理如图1・1所示,它是由百分表和一套传动系统组成
图1-1内径百分表
1—指示表2—固定测头3—活动测头4—弦板5—工件
内径百分表是用它的固定测头2和活动测头3与被测孔壁接触进行测量的。
根据被测孔径的基本尺寸大小,选择仪器上附有的不同长度的固定测头。
仪器的测量范围即由固定测头的尺寸决定。
用标准的已知长度(孔径的基本尺寸)调整仪器零点。
测量时,活动测头的移动量经
过直角杠杆传递给指示表,则可从指示表上读得零件实际尺寸对标准长度的偏差(测量时应注意正确判别指示表读数相对于零点的正负号)。
为保证测量位置的正确性,应在调零和测量时将仪器作左右摇动,当指示表上示出最小读数时,即为正确的位置,如图1-2所示。
图1-2正确的测量方法
四、实验步骤
将百分表调整小表盘指针压入1到2,然后固定。
首先消除千分尺的误差,然后用
千分尺量出35m m,用千分尺作为标准已知长度调整百分表零点。
2、进行测量。
将内径百分表的测量杆放入被测工件孔中,在图1・3所示的相互垂直的I. I与II・H与两方向上,依次测量1, 2, 3三个横截面的尺寸。
测量时应左右摆动百分表,找出最小读数,并填入实验报告表中。
3、根据测量结果,确定被测零件尺寸的大小,作出工件合格性与否的结论。
4、整理仪器。
五、实验数据
指示表的示值范围:0〜lOmm
千分尺的分度数值:0.001mm 截面 1-1 2-2
3- 3 4-4 5—5 6- 6 扌曰示表的
指示偏差
(E) +2 + 1 1 + 1 +2 0
六、实验误差及分析
理时,我们应减去系统误差
误差分析:
1. 由仪器带来的系统误差。
主要为千分尺的误差,可以在实验开始通过基准块测出 消除。
还有内径百分表的误差O 另外还有实验仪器因为使用时间较长而产生的磨损导致的 误差。
2. 人操作产生的误差。
3 •读数误差。
主要是在将内径百分表左右摆动读出最小值的过程中,找寻 最小值并且读数而产生的误差。
指示表的分度值:0.01
IIIII
经测量,我们得到千分尺的误差为一
0.001lmm ,即一1.1呵。
故在数据处 图1-3测量位置
七、思考题
1 •内径百分表上指示的大小与被测孔径的大小有何尖系?
答:内径百分表是由比较法测量的孔径实际大小O读出内径百分表的读数之后,有正负数值,以比较的基准为基准,加上内径百分表读出的正负数值,就是被测孔径的实际尺寸。
八、实验小结及实验中的问题
这次实验我们用内径百分表测量了孔径,进而学会根据测量结果判定零件尺寸的合格
te。
在实验过程中,我们学会了内径百分表的使用方法和注意事项。
实验的主要问题是指针顺时针和逆时针都代表什么。
经过老师的讲解我们了解到,并
不用记住结论,用手按压百分表侧头,发现顺时针是负,逆时针是正,从而记录了数据。