工序作业标准书模板
- 格式:doc
- 大小:53.50 KB
- 文档页数:1
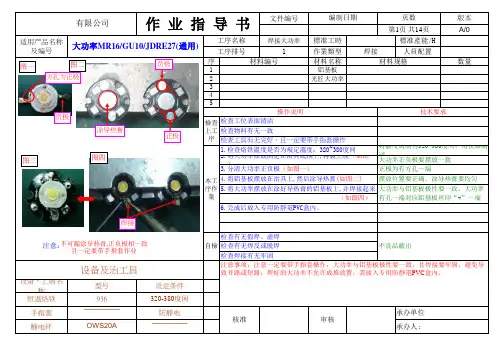
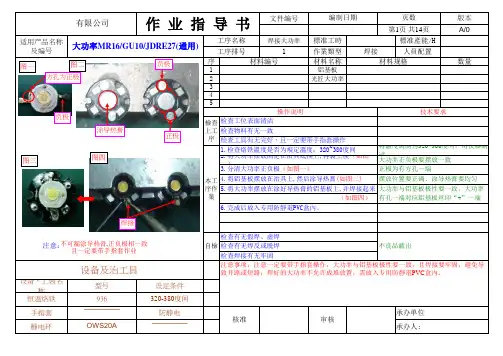
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
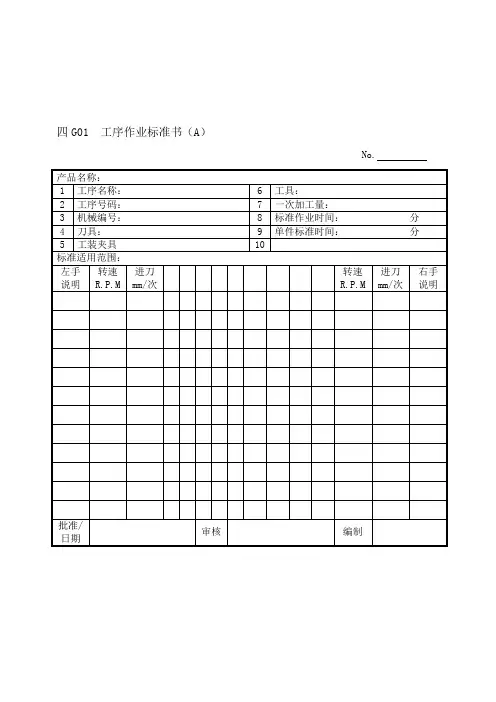
四G01 工序作业标准书(A)
No.
四G02 作业标准书(B)
No.
说明:1.作业标准书(SOP)每工序均应制订;
2.随产品设计、作业方法、机器设备变更而修订。
四G03 时间研究用纸(正面)No.
时间研究用纸(背面)
主管:观测者:
说明:1.本表适合机械业使用;
2.时间研究的另一目的在于改善作业方法。
四G04 制程分析表
No.
说明:1.作为工程分析用;
2.运用IE手法加以简化。
四G05 工程改善成果报告书(A)No.
□工程改善□事务改善□日期:
厂长:主管:提出:四G06 工程改善成果报告书(B)No.
说明:1.针对工程问题点进行改善;
2.运用改善手法。
四G07 改善提案表No.
批准:审核:提案人:
四G08 研究及发展费用明细表月份:
日期:。
桥涵工程模板工序作业指导书一、引言桥涵工程是指建设、修复或者加固桥梁和涵洞的工程。
为了保证桥涵工程的质量和安全,需要按照一定的工序进行作业。
本文将详细介绍桥涵工程模板工序作业的指导方法,以确保工程的顺利进行。
二、工序作业指导1. 准备工作在进行桥涵工程模板工序作业之前,需要做好以下准备工作:- 确定工程的具体要求和设计图纸。
- 准备所需的材料和工具,如模板板材、支撑材料、螺栓、螺母等。
- 安排好作业人员和工作班组,明确各自的职责和任务。
2. 模板安装桥涵工程的模板安装是整个工程的基础,关系到后续工序的顺利进行。
具体步骤如下:- 根据设计图纸的要求,确定模板的尺寸和形状。
- 清理施工现场,确保地面平整,并进行必要的基础处理。
- 将模板板材按照设计要求进行切割,确保尺寸准确。
- 使用支撑材料将模板板材固定在正确的位置上,确保模板的稳固和水平。
- 检查模板的安装质量,确保没有松动和变形的情况。
3. 混凝土浇筑混凝土浇筑是桥涵工程的关键工序,需要注意以下事项:- 在进行混凝土浇筑之前,要先进行模板的检查和验收,确保模板的质量和稳定性。
- 根据设计要求,准备好混凝土的配比和搅拌设备。
- 在混凝土浇筑之前,先进行模板的湿润处理,以防止混凝土与模板之间的黏附。
- 进行混凝土的浇筑,要注意均匀性和密实性。
- 在混凝土浇筑完成后,及时进行养护,保持适当的湿度和温度。
4. 模板拆除在混凝土充分凝固后,可以进行模板的拆除。
拆除模板的步骤如下:- 检查混凝土的强度,确保达到拆模的要求。
- 先从上部开始拆除模板,逐渐向下进行。
- 使用适当的工具,如锤子、撬棍等,小心拆除模板,避免对混凝土造成损坏。
- 在拆除模板的同时,要进行相应的修补和养护工作,确保混凝土的完整性和稳定性。
5. 清理和验收在完成桥涵工程模板工序作业后,需要进行清理和验收工作:- 清理施工现场,清除残留的材料和垃圾,保持施工现场的整洁。
- 进行工程的验收,检查工程的质量和安全性,确保符合设计要求和相关标准。
篇一:工序作业指导书篇二:各工序作业指导书xx 公司各工序作业指导书锅炉作业指导书为保证各生产车间的需要,确保锅炉的安全运行,司炉工必需依据本作业指导书操作,具体作业指导书如下:一、点火前检查 1、锅炉的内检查定期检查锅炉集装箱内有无附着物及遗留杂物,定期检查人孔、手孔是否密闭,在有效期内必要时要更换密封圈。
2、炉膛及烟道内部检查2.1、再不送入燃料和送入燃料的状况下,进展然后设备运行检查,对上煤,加煤及炉排运行进展检查。
2.2、烟道内及烟道密闭检查 3、锅炉附件检查3.1、检查压力表,水位表是否有无特别,各阀门是否敏捷,水位显示是否准确,时候已经经过法定部门检验。
3.2、检查安全阀是否调整到规定的起始排放压力,各排放管道是否通畅。
3.3、排污阀是否敏捷,排污管道是否特别。
4、自动掌握系统的检查4.1、电路掌握盘是否绝缘,各接入点是否无特别。
4.2、各调整阀有无变形,生锈,工作是否敏捷。
4.3、水位报警器是否灵敏。
二、点火程序1、点火时司炉工必需用防范回火的姿势进展操作。
2、点火使用的木材和其他易燃物引火,严禁使用挥发性强的油类易燃物引火。
3、锅炉水温到达 60 摄氏度时开头投入煤。
三、升压操作1、当蒸汽压力上升到 0.1-0.15mpa 时应冲洗压力表的存水弯管,防止污垢堵塞。
2、当气压上升到接近0.2mpa 时,应检查个连接处有无渗漏现象。
3 、当气压上升到0.2-0.39mpa 时,试用给水设备和排污设备。
4、气压上升到工作压力0.5mpa 时,应进展暖管工作,防止送气时发生水击事故。
5、气压上升到工作压力是调整安全阀,进入正常供气系统。
四、正常停炉与紧急停炉 1、正常停炉4.1.1、停顿供给燃料; 4.1.2、先停顿鼓风再停顿引风; 4.1.3、停顿给水降低压力,关闭给水阀;4.1.4、关闭蒸汽阀,翻开疏水阀;4.1.5、关闭烟闸板。
2、停炉后留意事项 4.2.1、电源是否真正切断;4.2.2、炉膛预热有无引起压力上升的危急;4.2.3、各有关阀门管线有无渗漏; 4.2.4、留意观看水位高度;4.2.5、炉渣要处理得当,以防引燃其它物品; 4.2.6、做好锅炉操作记录。
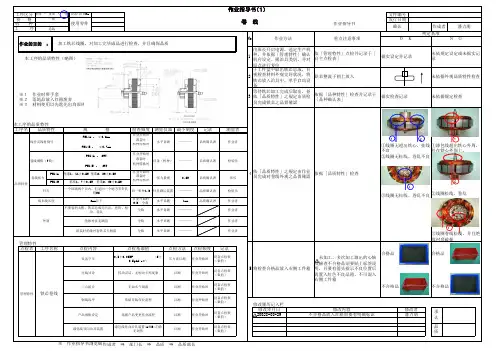
No本工序的品质特性(略图)※1 作业时带手套※2 落地品放入红箱废弃※3 材料使用以先進先出為原則本工序的品质特性管理特性修改履历记入栏※ 作业指导书浏览确认作成者 ⇒ 部门长 ⇒ 品质 ⇒ 品质部长品质确认表检验员作业者依据「品质特性」检查将检查合格品放入右侧工件箱 未加工、多次加工取出的心轴及檢查不合格品須要贴上标签说明,并要有箭头指示不良位置后再置入紅色不良品箱,不可混入右侧工件箱依「品质特性」之規定由作业员完成对卷线外观之品質確認品质承认加工铁芯线圈,对加工完毕成品进行检查,并且确保品质卷 线使用零件作成者确认设备(机种)————管理特性绝缘衬套无缺陷组装时绝缘衬套铁芯无脱落铁芯卷线设备空压0.5±0.05MP (5±0.5kgf/c㎡)全数水平目测————全数水平目测————————作业者作业者作业者作业者————品质确认表基准1:11±0.5N 基准2:23±0.5N基准1:7±0.5N 基准2:30±0.5N 作业开始时设备点检表(数值)检验员2mm以下不要卷的太粗,铁芯总成无凸出,挂钩,松动,卷乱全数漆包线导向治具装置(A和B)正确无划伤目测张力量规0.5N 品质确认表目测作业开始时设备点检表(数值)班长同一机种1/D 作业开始时设备点检表(数值)过线导论转动灵活,无松动卡死现象三点组合无油水气泄露目测铜线线序依据穿线作业流程漆包线导向治具装置作业开始时设备点检表(数值)作业开始时设备点检表(数值)产品规格设定依据产品变更作业流程目测目测1mm 品质确认表一个回路两个以内,但是同一个地方有针孔则NG卷线张力水平目测————品质确认表PM14A : 29TPM14B : 23T针孔确认装置PM14APM14B作业的目的 :卷线规格(T数)品质特性作业开始时3/D 全数线径及线材批号PM14A : ¢0.6mm PM14B : ¢0.7mm 针孔③线圈卷线松线、并且绝缘衬套破损于工件盒中取出铁芯总成,目视检查材料外观完好状况,将铁芯放入治具中,单手启动设备等待铁芯加工完成后取出,並依「品质特性」之規定由质检员完成铁芯之品質確認据实检查记录未依据规定检查③线圈无松线、卷乱不良②线圈松线,卷乱铁芯整流子朝上放入未依規定设定或未据实记录①线圈无超出铁心、挂线不良①漆包线超出铁心外周,挂在铁心外周上。
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
确认
No.责任者
11223
3图2
44556
678
图4
图6
No.方法
担当者
No.确认项目频率
112233445
5
内容作成承认
1.出现质量异常时立即停止操作,反馈班组长与IPQC 确认;
2.对前几道工序所做的完成品进行全检,检出不合格反馈班组长核准,再交IPQC 确认合格后方可流入下工序;
3.经IPQC 确认为不合格品的按《不合格控制程序》执行.
质量事故
及教训:
安全禁止事项:
SPH 标准值
共计耗时(s)
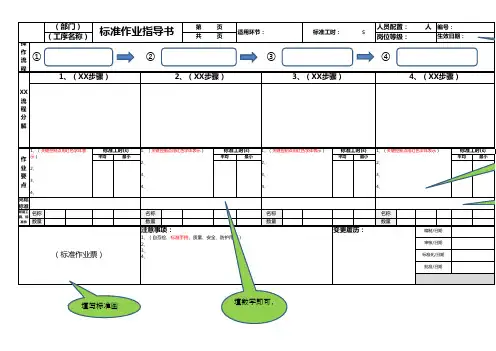
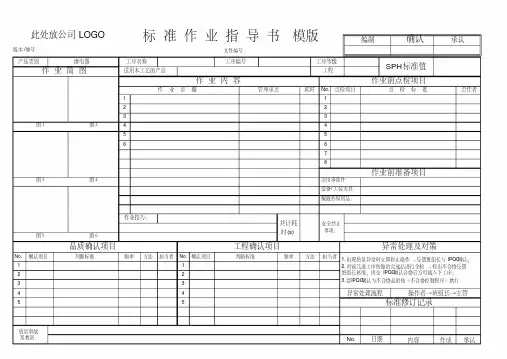
此处放公司LOGO
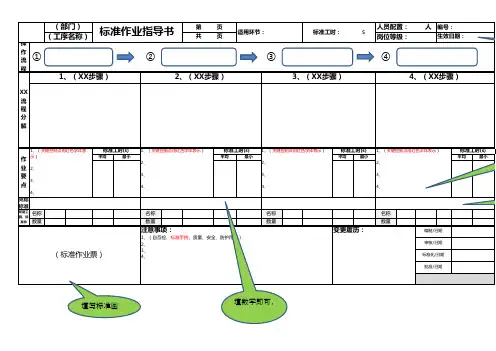
标 准 作 业 指 导 书 模版
No.日期
异常处理流程 操作者→班组长→主管
标准修订记录
确认项目
判断标准
频率
判断标准
方法
担当者
图5
品质确认项目
工程确认项目
异常处理及对策
作业技巧:
设备/工装夹具:佩戴劳保用品:
图3
需用零部件:作业前准备项目
图1
作 业 内 容
作业前点检项目
作 业 步 骤
管理重点
耗时
点检项目
点 检 标 准
工序等级作 业 简 图
适用本工艺的产品
工程
产品类别继电器工序名称工序编号编制
承认
版本/修号:
文件编号:。
富业花苑土建工程木、胶合板模板工程施工作业指导书广东省第一建筑工程有限公司2009年8月26 日1. 施工准备1. 材料(1)模板:规格、种类必须符合设计要求.(2)木枋:规格、种类必须符合设计要求。
(3)支架系统:木支架或各种定型桁架、支柱、托具、卡具、螺栓、钢门式架、交叉撑、钢管等。
2. 作业条件(1)模板设计:根据施工的不同部位,做好模板设计,根据图纸和工程实际优选模板体系做出细致可靠的节点设计,编制出模板施工方案。
(2)模板备料:模板数量应按模板设计方案结合施工流水段的划分,进行综合考虑,合理确定模板的配置数量。
(3)模板涂刷脱模剂,并按规格堆放。
(4)根据图纸要求,放好轴线和模板边线,定好水平控制标高.(5)墙、柱钢筋绑扎完毕,水电管及预埋件已安装,绑好钢筋保护层垫块,并办完隐蔽验收手续。
(6)根据模板方案,图纸要求和工艺标准,向班组进行安全、技术交底.2。
施工工艺1. 工艺流程模板设计→模板加工→模板安装→模板验收→浇筑混凝土→拆模。
柱模板工艺流程:弹柱位置线→抹找平层、焊定位筋→安装柱模→安装柱箍→安拉杆或斜撑进行校正加固→验收。
墙模板工艺流程:弹线→抹找平层、焊定位筋→安装门窗洞口→安一侧模板→插入螺栓及套管→安另一侧模板→校正加固→验收。
搂板模板工艺流程:弹线→搭立杆→调整标高→安装梁底模(与墙或柱接触面的处理)→安装侧模→安装大小龙骨→铺板(与墙接触面的处理) →校正标高→加立杆的水平杆→验收。
2。
模板制作(1)一般要求模板在裁切时,应直顺,尺寸准确,误差控制在1~2mm;裁切后模板的小侧边用漆封边。
作业队根据方案编制好配模图后,按图编号逐块制作模板,每块模板严格按加工图尺寸下料.木方与模板接触面先用压刨刨平刨直,然后用手刨刨平,同时用2m靠尺检查平直度。
模板下料时先用钢卷尺量好尺寸,弹好墨线后,用手锯下料,模板四条侧边全部用手刨刨平,用2m靠尺检查平直度;将模板平铺在操作平台上,从一侧向另一侧弹好纵横龙骨边线;从一侧向另一侧钉木龙骨,钉木龙骨过程中,在模板拼缝处粘贴密封胶条,密封胶条不得凸出模板内侧面;穿吊钩与上口lOOmm×lOOmm木方上钉子按@150间距,其余木枋上钉子按@200间距;龙骨与面板钉装完毕后,从一侧至另一侧弹出螺栓孔十字线,用电钻钻出螺栓孔。