各种常见钢材的焊接焊条及焊接工艺选用一览表修订稿
- 格式:docx
- 大小:41.12 KB
- 文档页数:4
钢结构各种焊接工艺大全(带图例)1.1焊接准备1.1.1焊材干燥及管理:1.1.1.1一般钛钙型焊条如为新品则不必干燥,未用完的回收品则必须经60~1000C的干燥再使用。
1.1.1.2低氢焊条须经3000C温度、1个小时以上的干燥后,再放入1000C的干燥箱内时常干燥。
1.1.1.3如焊条装在焊条袋内到现场使用4小时不必干燥,而装在干燥器内到现场使用10小时不必再干燥。
1.1.1.4从焊剂新箱打开使用时,必须完全干燥状态下施焊。
1.1.1.5焊剂如打开经12小时后,须经1200C、1小时的干燥。
1.1.1.6新购买的焊条必须交仓库保管,置于通风、干燥、不直接接触地面的场所,使用时须填具领料单向仓库领用。
1.1.1.7工作结束,剩余焊条必须收回置于干燥箱内,次日再取用。
1.1.2坡口加工1.1.2.1为达到设计要求,钢材接合部板厚9mm以上的全熔透焊接必须开坡口,坡口的形状、尺寸、加工方法应按照设计图(制造图)或放样图所规定的要求进行。
1.1.2.2坡口表面要清理干净并作防锈处理或立即焊接。
1.1.2.3火焰开坡口若有伤痕,须用电焊修补后再用砂轮机磨平,并清理干净割渣和焊渣。
1.1.3焊接预热1.1.3.1在低温或母材为厚板时可进行焊接前加热,从而避免焊接部位因急冷而发生裂纹。
1.1.3.2预热温度控制如下:1.1.4焊接前检查1.1.4.1是否选择正确的焊接方法和焊接材料。
1.1.4.2坡口加工、构件组立是否达到规定的精度。
1.1.4.3焊接施工顺序是否正确。
1.1.4.4焊接面是否清洁。
1.1.4.5预热方案是否可行。
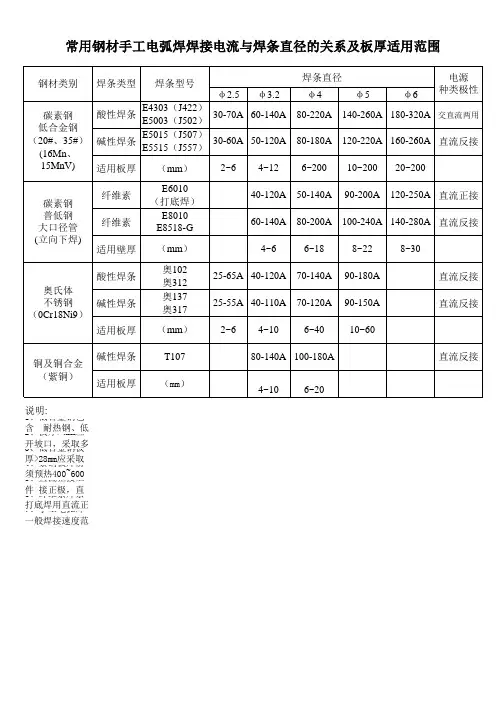
1.2焊接方法1.2.1手工电弧焊1.2.1.1焊条型号选择如下表:1.2.1.2焊条直径选择如下表:1.2.1.3电流选择如下表:1.2.2埋弧自动焊1.2.2.1钢板对接焊接参数表:1.2.2.2填角焊焊接参数表:1.2.3 CO2焊接电流参数表:1.3 焊接施工1.3.1 钢板对接1.3.1.1 下料:根据施工图要求把所要拼接的钢板放长30~50mm ,以补充焊缝收缩和边线的不整齐。

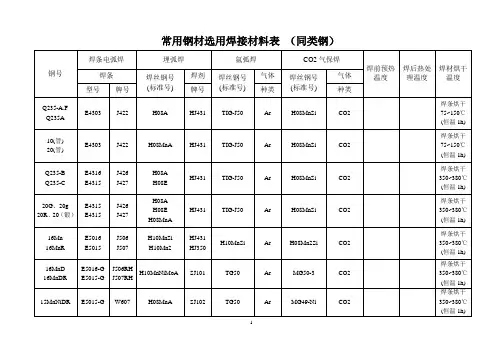
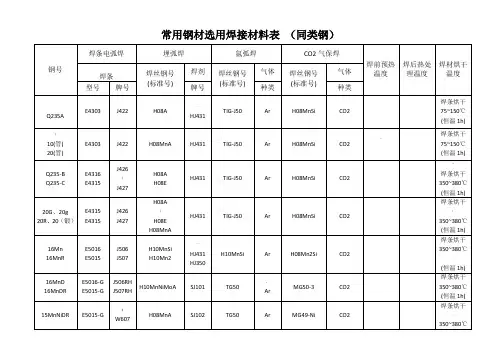
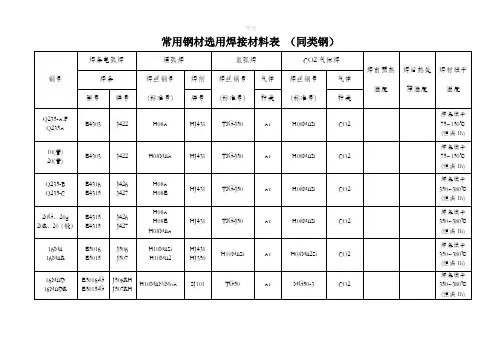
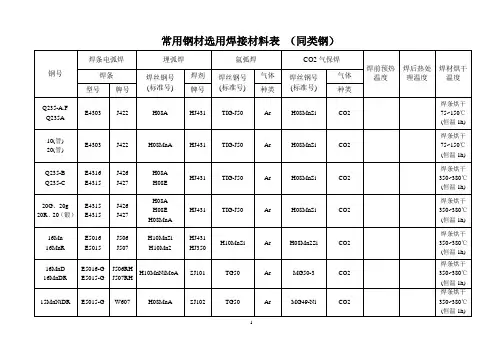
建筑施工# 常用钢材选用焊接材料表(同类钢)钢号焊条电弧焊埋弧焊氩弧焊CO2气保焊焊前预热温度焊后热处理温度焊材烘干温度焊条焊丝钢号(标准号)焊剂焊丝钢号(标准号)气体焊丝钢号(标准号)气体型号牌号牌号种类种类Q235-A.F Q235A E4303 J422 H08A HJ431 TIG-J50 Ar H08MnSi CO2焊条烘干75~150℃(恒温1h)10(管) 20(管) E4303 J422 H08MnA HJ431 TIG-J50 Ar H08MnSi CO2焊条烘干75~150℃(恒温1h)Q235-B Q235-C E4316E4315J426J427H08AH08EHJ431 TIG-J50 Ar H08MnSi CO2焊条烘干350~380℃(恒温1h)20G、20g 20R、20(锻)E4315E4315J426J427H08AH08EH08MnAHJ431 TIG-J50 Ar H08MnSi CO2焊条烘干350~380℃(恒温1h)16Mn 16MnR E5016E5015J506J507H10MnSiH10Mn2HJ431HJ350H10MnSi Ar H08Mn2Si CO2焊条烘干350~380℃(恒温1h)16MnD 16MnDR E5016-GE5015-GJ506RHJ507RHH10MnNiMoA SJ101 TG50 Ar MG50-3 CO2焊条烘干350~380℃(恒温1h)建筑施工#15MnNiDR E5015-G W607 H08MnA SJ102 TG50 Ar MG49-Ni CO2焊条烘干 350~380℃ (恒温1h)常用钢材选用焊接材料表(同类钢)钢号焊条电弧焊埋弧焊 氩弧焊 CO2气保焊 焊前预热温度 焊后热处理温度 焊材烘干温度焊条 焊丝钢号 (标准号)焊剂 焊丝钢号 (标准号)气体 焊丝钢号 (标准号)气体 型号牌号牌号种类种类12CrMoE5515-B1R207H08CrMoA HJ350TIG-R30 ArH08CrMnSiMoCO2150-250℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 15CrMo E5515-B2 R307 H13CrMoAHJ350 SJ103 ER55-B2 ER55-B2LAr ER55-G CO2 150-250℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 12Cr1MoVE5515-B2-VR317 H08CrMoV A HJ350 ER55B2MnV Ar 200-300℃ 650~700℃焊条烘干 380~420℃ (恒温1.5h) 1Cr5Mo E5MoV-15 R507 H0Cr5Mo Ar 200-300℃ 760±10℃焊条烘干 380~420℃ (恒温1.5h) 0Cr18Ni9E308-16 E308-15 A102 A107H0Cr21Ni10 HJ260 H0Cr21Ni10 ArA102.A107 150℃1h 250℃1h建筑施工#0Cr18Ni10Ti 1Cr18Ni9Ti E437-16 E437-15 A132 A137 H0Cr21Ni10TiHJ260H0Cr21Ni10TiArA132.A137 150℃1h 250℃1h 0Cr17Ni12Mo2E316-16 E316-15 A202 A207 H0Cr19Ni12Mo2HJ260H0Cr19Ni12Mo2ArA202.A207 150℃1h 250℃1h常用钢材选用焊接材料表 (同类钢)钢号焊条电弧焊埋弧焊 氩弧焊CO2气保焊焊前预热温度 焊后热处理温度 焊材烘干温度焊条 焊丝钢号 (标准号)焊剂 焊丝钢号 (标准号)气体 焊丝钢号 (标准号)气体 型号牌号牌号种类 种类0Cr18Ni12Mo2E316L-16 E318-16A022 A212H00Cr19Ni 12Mo2HJ260H00Cr19Ni 12Mo2ArA022.A212 150℃1h00Cr19Ni10 E308L-16 A002 H00Cr21Ni10 HJ260 H00Cr21Ni10 ArA002 150℃1h。
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。

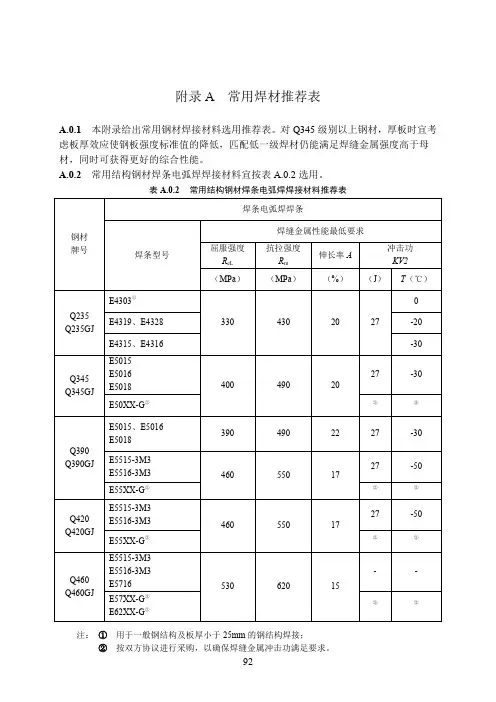
附录A常用焊材推荐表A.0.1本附录给出常用钢材焊接材料选用推荐表。
对Q345级别以上钢材,厚板时宜考虑板厚效应使钢板强度标准值的降低,匹配低一级焊材仍能满足焊缝金属强度高于母材,同时可获得更好的综合性能。
A.0.2常用结构钢材焊条电弧焊焊接材料宜按表A.0.2选用。
表A.0.2常用结构钢材焊条电弧焊焊接材料推荐表钢材牌号焊条电弧焊焊条焊条型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ E4303①33043020270 E4319、E4328-20 E4315、E4316-30Q345 Q345GJ E5015E5016E50184004902027-30 E50XX-G②②②Q390 Q390GJ E5015、E5016E50183904902227-30E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q420 Q420GJ E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q460 Q460GJ E5515-3M3E5516-3M3E571653062015--E57XX-G②E62XX-G②②②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属冲击功满足要求。
A.0.3常用结构钢材实心焊丝C02气体保护焊焊丝宜按表A.0.3选用。
表A.0.3常用结构钢材实心焊丝C02③气体保护焊焊丝的推荐表钢材牌号CO2气体保护焊焊丝焊丝型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ ER49-1①3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q345 Q345GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q390 Q390GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q420 Q420GJ ER55-D2、ER55-D2-Ti4705501727-30 ER55-G②②②Q460 Q460GJ ER55-D2ER55-D2-Ti4705501727-29ER55-G②②②ER62-G②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属性能满足设计或母材要求。
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
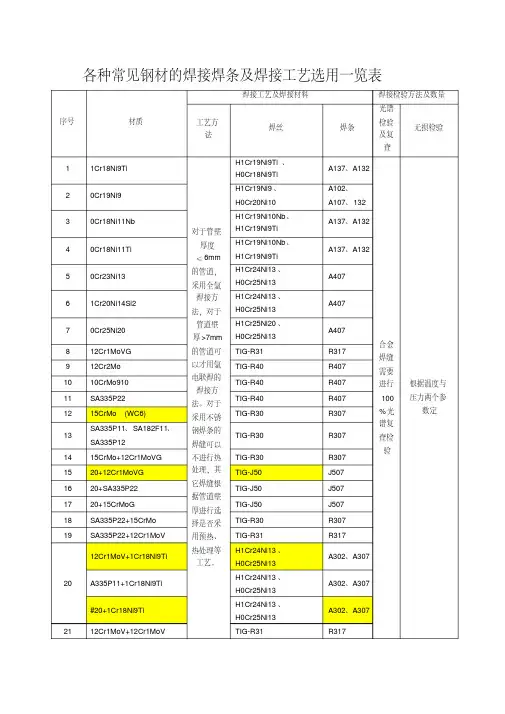
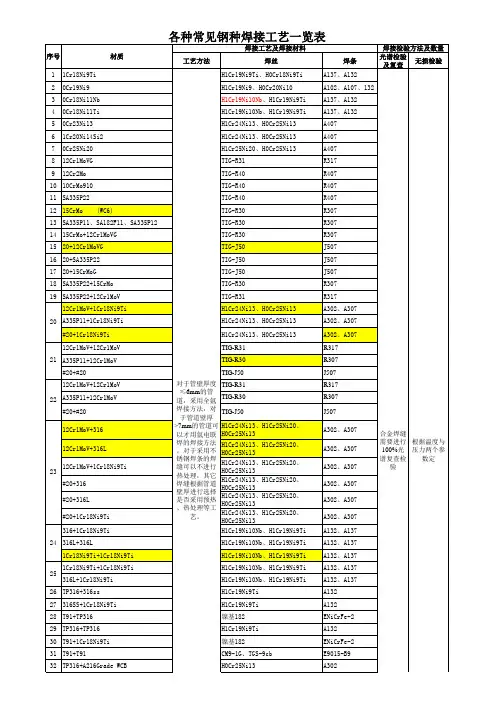
各种常见钢材的焊接焊条及焊接工艺选用一览表以下是一些常见钢材的焊接焊条及焊接工艺选用的一览表:1. 碳钢(Carbon Steel):-焊接焊条:ER70S-6、E6010、E7018-焊接工艺选用:-熔化极气体保护焊(MIG):适用于焊接较薄的碳钢板和管材-碳弧气保护焊(GMAW):适用于焊接较大厚度的碳钢结构-气体保护电弧焊(GMAW):适用于焊接较大厚度的碳钢结构-矩阵式电弧焊(SMAW):适用于焊接碳钢构件,可以在各种位置进行焊接2. 不锈钢(Stainless Steel):-焊接焊条:ER308L、ER309L、ER316L-焊接工艺选用:-氩弧焊(GTAW):适用于焊接不锈钢板和管材,提供较高的焊缝质量-通用电弧焊(SMAW):适用于焊接不锈钢构件,可以在多种位置进行焊接-碳弧气保护焊(GMAW):适用于焊接较大厚度的不锈钢结构3. 高强度低合金钢(High Strength Low Alloy Steel):-焊接工艺选用:-通用电弧焊(SMAW):适用于焊接高强度低合金钢构件,可以在多种位置进行焊接-高频电弧焊(GMAW):适用于焊接厚度较小的高强度低合金钢结构-熔化极气体保护焊(MIG):适用于焊接较薄的高强度低合金钢板和管材4. 铸铁(Cast Iron):-焊接焊条:ENi-CI、EZNi-CI、EFCNi-A1-焊接工艺选用:-碳弧气保护焊(GMAW):适用于修复和连接铸铁构件,提供较高的焊缝质量-高频电弧焊(GMAW):适用于焊接铸铁构件,提供良好的熔合性和机械性能以上只是一些常见钢材的焊接焊条及焊接工艺的选用一览表,实际选择应根据具体的钢材类型、应用要求和焊接条件进行评估和选择。
焊接操作前需对材料进行处理,并严格遵循相关安全规范和操作规程。