切削液日常检测维护记录
- 格式:xlsx
- 大小:11.43 KB
- 文档页数:1
月保养项目日期
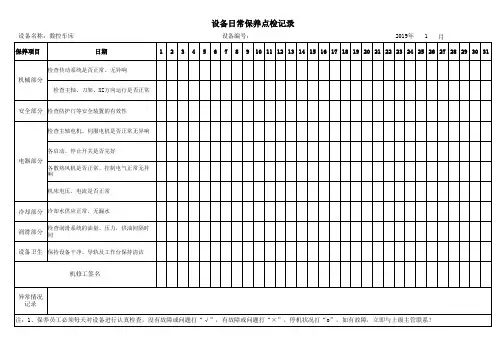
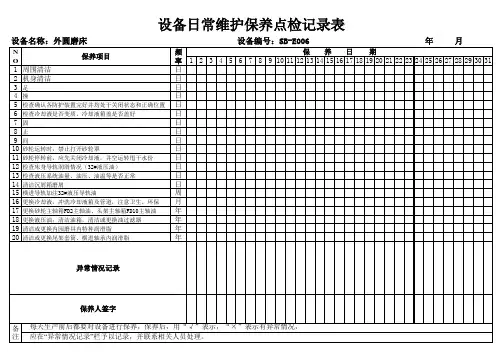
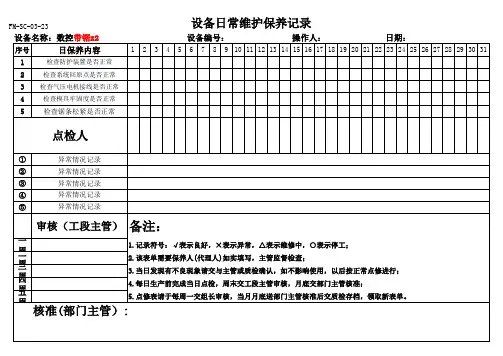
12345678910111213141516171819202122232425262728293031检查传动系统是否正常、无异响 检查主轴、刀架、XZ方向运行是否正常安全部分检查防护门等安全装置的有效性
检查主轴电机、伺服电机是否正常无异响各启动、停止开关是否完好
各散热风机是否正常、控制电气正常无异响机床电压、电流是否正常
冷却部分冷却水供应正常,无漏水润滑部分检查润滑系统的油量、压力,供油间隔时间设备卫生保持设备干净、导轨及工作台保持清洁
异常情况
记录
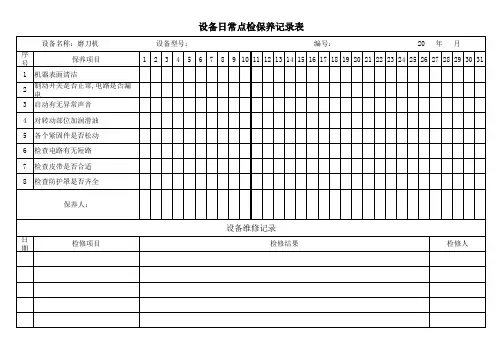
设备日常保养点检记录
设备名称:数控车床
设备编号:机修工签名
注:1、保养员工必须每天对设备进行认真检查,没有故障或问题打“√”,有故障或问题打“×”,停机状况打“o”,如有故障,立即与上级主管联系!
机械部分
电器部分
2019年1
2、此表为设备点检档案,设备保养人员认真填写,并妥善保管。
铝合金切削液加工过程的使用规范与维护:铝合金加工切削液的配制和使用与普通切削液基本相同,只是在稀释水的选择上要更加严格。
因为水中的许多离子对铝都会产生腐蚀作用,如果这些离子含量过多就会降低切削液的防锈性能,尤其是在工序间防锈上,例如氯离子、硫酸根离子以及重金属离子等。
另外,一些离子还会与切削液中的铝防锈剂发生反应而降低切削液的防锈性和稳定性,如钙、镁离子等。
因此尽量选择硬度较小的稀释水,或经过离子交换软化后的稀释水,以保证切削液的使用效果和使用寿命。
铝合金加工切削液的维护除了需要如普通切削液的日常维护外,还需要注意以下几点。
一.及时并彻底过滤加工过程中产生的铝屑:铝合金在碱性条件下易生成铝皂,破坏切削液的稳定性,因此切削下来的铝屑应立即过滤,避免铝屑与切削液发生反应,影响切削液的使用效果与使用寿命。
在磨削加工过程中磨出来的铝屑既细小又轻,很难沉淀下去,如不进行过滤或过滤的不充分,铝屑就会随切削液循环系统被带到加工区而划伤工件表面,影响加工表面的光泽度。
二.经常检测pH值,发现异常及时调整:因为铝材对切削液的pH值非常敏感,因此要经常性地对铝合金切削液pH值进行检测,如发现异常应及时进行调整。
使用时,pH控制在8~9,以免pH值过高腐蚀工件或pH值过低使细菌大量繁殖而影响切削液的稳定性和使用性能。
三.定时补加新液:既可保证切削液的良好润滑,也可保证切削液良好的防锈性能和杀菌防腐性能,以延长切削液的使用寿命。
铝合金切削液不但要在使用时注意它的一些规范,而在选择铝合金切削液时更需要选择合适的切削液;既要保证切削液良好的润滑性、防锈性,还要有良好的稳定性、过滤性和易维护性,只有这样才能加工出符合要求的产品,最大限度地降低切削液的使用成本,让你的产品加工更有效率。
切削液润滑油安全操作及保养规程前言切削液润滑油是各种加工生产过程中必不可少的重要物质。
切削液润滑油能够有效地减少金属加工时的摩擦、热量、磨损等现象,使加工效率提高,加工质量提升。
在使用切削液润滑油的时候,我们必须要十分注意安全问题。
不当的使用方式或保养维护,可能会对人体和设备造成严重的伤害。
针对这一问题,本文档将系统性地介绍切削液润滑油的安全操作和保养规程,帮助读者更好、更安全地应对工作中遇到的问题。
安全操作使用前检查使用切削液润滑油前,必须进行使用前检查,以避免出现预期之外的问题。
具体的检查项目如下:•外观检查–检查切削液润滑油的颜色是否正常,是否有异味、浑浊等异常情况。
•安装检查–仔细确认切削液润滑油的固定方式是否牢固,是否存在松动、漏油等问题。
•包装检查–检查包装上的防伪标志,确认是否为正品。
以及检查包装袋是否有破损、渗漏等问题。
使用中注意事项在使用切削液润滑油时,需要注意以下事项:•避免接触皮肤和口腔–切削液润滑油属于危险品,具有刺激性。
接触皮肤和口腔后会导致痒、痛等不适,严重者还会造成皮肤化学灼伤等更为严重的后果。
•建议使用手套和面罩等防护装备–使用过程中建议戴手套、面罩等防护装备,避免切削液润滑油的直接接触。
•避免切削液润滑油的溅洒和喷溅–在切割过程中,要小心控制切削液润滑油的流向,避免液体溅洒或喷溅到地面和机器上。
储存•储存环境–切削液润滑油在储存过程中,应放置在通风、干燥、避光、无火源的地方,避免和其他化学品混存。
•储存途径–储存过程中,不宜长时间暴露在阳光和高温下,避免高温环境会导致生产失效。
建议,将其储存在密闭的贮存器内储存。
保养和维护更换周期•根据使用量和使用环境合理更换–切削液润滑油在使用过程中,会因为氧化、沉淀、杂质残留等问题而降低作用效果。
出现此现象,需要及时更换切削液润滑油。
–具体的更换周期,可以根据使用量和使用环境进行自主调整。
但一般情况下,建议在正常条件下的自然循环使用4-6个月左右(如高温、高湿度、高碱度等状况下,更换周期更短)。
![切削液使用规范标准[详]](https://uimg.taocdn.com/32182f4804a1b0717ed5ddae.webp)
1. 目的和围1.1目的为正确使用和管理切削液,提高切削液使用价值,特制定此规。
1.2 围工厂车间所用切削液的管理。
2. 职责工厂设备工程部油料管理人员负责对现场切削液使用进行管理,并填写《切削液日常检测维护记录》;并负责对切削液使用状态(劣化程度)进行判定。
3. 术语4. 切削液使用管理4.1 切削液分类4.1.1切削液种类:油基、水基(乳化液,微乳化液,合成液)4.1.1.1根据组成成分的不同,油基切削液可归纳为4类:A)纯矿物油B)减摩切削油C)非活性极压切削油D)活性极压切削油4.1.1.2按照稀释液的性状,水基切削液可归纳为3类:A)乳化液 B)微乳化液 C)合成液4.2切削液的应用4.2.1正确清槽,消毒和配制新液4.2.1.1排空原液:尽可能完全排空原工作液。
4.2.1.2清渣:彻底清除工作液系统和存有工作液的液槽、机床表面、泵和循环管道系统及过滤系统,清除对象包括切屑、污渣、杂油、污泥等杂质,不留死角。
4.2.1.3清洗杀菌:用1~2%的切削液和0.1~0.3%的杀菌剂配制清洗液,循环清洗系统至少不低于1小时,可延长至4小时。
4.2.1.4排空,检查清洗效果。
4.2.1.5配制新液:首先测量槽体体积(长×宽×高),按要求确定配比浓度;液槽注入新水,开启循环系统,按比例缓慢加入切削液(定量的)原液使其完全混匀(不可先加切削液后注入水稀释);使用折光仪进行浓度监测,并用折光系数校正读书,使其达到规定的使用浓度。
4.2.1.6切削液浓度=折光仪读数*折光系数切削液浓度:工作液中含有原液的质量分数。
例如,100kg工作液中含有原液5kg,则工作液的浓度为5% 4.2.1.7进入加工4.2.2切削液的日常维护4.2.2.1补给切削液时应该在其他容器预先配制成规定浓度,然后注入切削液箱。
为图省事只补充给水是引起浓度变化的重要原因,必须避免。
4.2.2.2切削液的稀释关系到乳化液的稳定。
数控机床切削液的质量检测与评估方法数控机床切削液是一种在数控机床切削过程中使用的润滑冷却剂,对于保证加工质量、提高生产效率和延长工具寿命起着重要作用。
因此,对数控机床切削液的质量进行检测和评估是非常必要的。
一、数控机床切削液的质量检测方法1. 外观检测:通过观察切削液的颜色、透明度、杂质等来判断其是否正常。
正常的切削液通常是透明或浑浊的,颜色一般为淡黄色或淡绿色。
2. pH值检测:pH值是衡量切削液酸碱性的指标之一,一般应保持在7-9之间,低于7表示偏酸,高于9表示偏碱。
使用酸碱度试纸或专用pH仪来进行检测。
3. 稀释倍数检测:切削液的稀释倍数是指切削液与水的混合比例。
通过测定五倍、十倍和二十倍稀释后的切削液的透明度、加湿性和表面张力来评估其质量。
4. 粘度检测:切削液的粘度是指其流动性的大小,要求切削液具有适中的粘度,既能够有效冷却切削区域,又能够快速排出切削热。
可以使用粘度计进行测定。
5. 悬浮液性能检测:切削液中的悬浮液包括金属屑、油脂、胶体等。
通过采用离心分离或过滤的方法,将切削液中的悬浮液分离出来,经过称量和比较后评估其质量。
6. 电导率检测:切削液的电导率是指其导电性能,是判断切削液中腐蚀性离子和杂质浓度的重要指标之一。
使用电导仪来进行测定,一般要求电导率在2.5mS/cm以下。
二、数控机床切削液的质量评估方法1. 冷却性能评估:切削液的冷却性能是切削过程中重要的性能指标之一。
可通过测定加工过程中的切削液温度、工件表面温度和刀具温度来评估其冷却性能。
2. 润滑性能评估:切削液的润滑性能对机床切削过程中的摩擦和磨损起着重要作用。
可以通过测定摩擦系数和刀具磨损量来评估其润滑性能。
3. 抗菌性能评估:切削液中的细菌和真菌对切削液的质量和稳定性有一定的影响。
通过采用平皿计数法或培养法来评估切削液中的微生物数量,了解切削液的抗菌性能。
4. 稳定性评估:切削液的稳定性是指在切削过程中,切削液能够稳定地提供冷却和润滑功能。
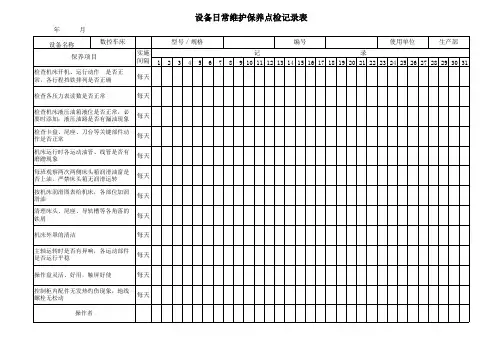
设备日常维护保养记录
FM-SC-03-23
设备日常维护保养记录
FM-SC-03-23
FM-SC-03-23
设备日常维护保养记录
设备名称:双端榫头机x1设备编号:
操作人:日期:
设备日常维护保养记录
设备名称:两端上下锯带铣x1设备编号:操作人:日期:
设备日常维护保养记录
设备名称:单头直榫开榫机x1设备编号:操作人:日期:
设备日常维护保养记录
设备名称:立式木工铣床x3设备编号:操作人:日期:
设备日常维护保养记录
设备名称:数控仿型铣x1设备编号:操作人:日期:
设备日常维护保养记录
设备名称:镂铣机x3设备编号:操作人:日期:
设备日常维护保养记录
设备名称:曲面倒角机x1设备编号:操作人:日期:
设备日常维护保养记录
设备名称:速雕开料机x2设备编号:操作人:日期:
设备日常维护保养记录
设备名称:万能磨刀机x1设备编号:操作人:日期:
设备日常维护保养记录
设备名称:除尘系统x1设备编号:操作人:日期:
设备日常维护保养记录
设备名称:组装机x2设备编号:操作人:日期:
设备日常维护保养记录
设备名称:卧式台钻x4设备编号:操作人:日期:
设备日常维护保养记录
设备名称:除尘打磨台x2设备编号:操作人:日期:
设备日常维护保养记录
设备日常维护保养记录
设备名称:单面异形砂x1设备编号:操作人:日期:
设备日常维护保养记录
设备名称:双面异形砂x1设备编号:操作人:日期:
设备日常维护保养记录
FM-SC-03-23。
1.目的和范围1.1目的为正确使用和管理切削液,提高切削液使用价值,特制定此作业指导规范。
1.2 范围工厂车间所用切削液的使用和管理。
2.职责工厂设备部油料管理人员或生产现场指定人员负责对现场切削液使用进行管理,并填写《切削液日常检测维护记录》;并负责对切削液使用状态(劣化程度)进行判定。
3.切削液使用管理3.1.正确清槽,消毒和配制新液3.1.1排空原液:尽可能完全排空原工作液。
3.1.2清渣:彻底清除工作液系统和存有工作液的液槽、泵和循环管道系统及过滤系统,清除对象包括切屑、污渣、杂油、污泥等杂质,不留死角。
3.1.3清洗杀菌:用1~2%的切削液和0.1~0.3%的杀菌剂配制清洗液(或专用清洗液),循环清洗系统至少不低于1小时。
3.1.4排空,检查清洗效果。
3.1.5配制新液:首先测量槽体体积(长×宽×高),按乳化液原液说明书要求确定配比浓度;液槽注入新水,水质选用清洁的水源——自来水、地下水,必要时对配液用水进行杀菌处理和水质调整处理,配液用水硬度80~120PPM为最佳。
,开启循环系统,按比例缓慢加入切削液(定量的)原液使其完全混匀(不可先加切削液后注入水稀释);使用折光仪进行浓度监测,并用折光系数校正读数,使其达到规定的使用浓度。
3.1.6切削液浓度检测切削液浓度:工作液中含有原液的质量分数。
例如,100kg工作液中含有原液5kg,则工作液的浓度为5%。
切削液日常使用浓度不大于5%,。
根据使用的条件不同,使用浓度可在1%-5%;粗加工浓度低些,使用浓度可在1%-3%。
(特殊工艺和有特殊要求的材料除外)切削液浓度现场采用折光仪检测。
具体检测参照折光仪使用说明或操作作业指导书。
3.1.7进入加工3.2切削液的日常维护3.2.1补给切削液时应该在其他容器内预先配制成规定浓度,然后注入切削液箱。
更换新液时,对液箱、管道、机床加工区进行彻底清洗,如果不清洗或清洗不彻底,尤其是换液前的切削液已腐败,换液后有可能几天之内就会腐败,为图省事只补充给水是引起浓度变化的重要原因,必须避免。
PH值浓度更换添加PH值浓度切屑液更换/添加记录表
数量(Kg)操作者机床编号:机床型号:
备注
说明:日常监测切屑液的使用浓度值,每天必须至少一次;浓度标准:5%-8%;PH值:8.5-9.2;
添加说明:当检测切屑液浓度或PH值不符合标准,但切屑液的有效使用周期还可继续时,应适当添加同一种型号配置适中浓度的新鲜切屑液,添加完成后,必须重新检测切屑浓度和PH值并记录。
更换说明:检测切屑的浓度、PH值不合格以及切屑液超过规定的有效使用周期时,必须及时对切屑液进行更换。
特别说明:永远是将切削液原液倒入水中,严禁将水倒入切削液原液之中进行调配;日期工作内容(检查)切屑液质量
(复检)切屑液质量 本机床使用切屑液型号 本机床使用切屑液型号 本机床使用切屑液型号。