钣金零件用压铆标准件开孔规格表
- 格式:docx
- 大小:8.61 KB
- 文档页数:1

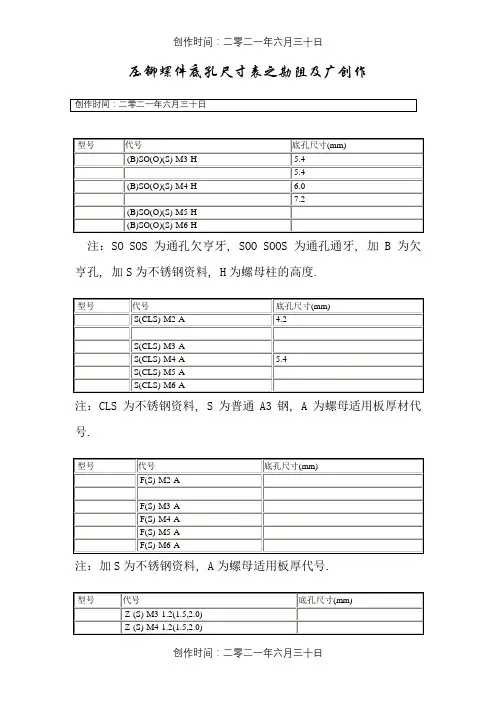
压铆螺母应用于需要封闭罗纹底端的地方。
封闭的底端可以限制罗纹穿透并且隔绝外部零件。
螺纹规格:#4到1/4"和M3 到M6。
BS-832-2 ZI英制牙型型号牙纹代码板厚代码A最大面板厚度最小板孔B最大C最大E±0.10H牙纹L最大T±0.10碳钢不锈钢公制M5×0.8 B BS M5 10.97 16.4 6 6.38 9 6.8 9.8 11.2 2 1.37 1.4M6×1 B BS M6 1 1.37 1.48.75 7.8 8.72 11 7.8 12.7 14.3 2 2.21 2.3压铆螺母采用标准工具能快速,便捷的安装:具有良好的抗拉和抗扭性能:用于0.8mm以上的板材,螺纹规格:#2到1/2",M2到M10。
S-440-2 ZI英制公制2 1.37 1.4M6X1S CLS M60 1.15 1.28.758.7211 4.081 1.37 1.42 2.21 2.3M8X1.25S CLS M61?1.37 1.410.510.4712.7 5.47 2 2.21 2.3M10X1.5S CLS M101 2.21 2.311413.97177.48 2 3.05 3.18螺母柱装入圆形孔内,采用冲压铆接,能使其稳固在铆接的薄板上。
具用通孔或盲孔罗纹,用于间隔或叠式机壳,电路板或零件,并提供五罗纹式。
螺纹规格:#4到#10和M3到M5。
SOO-M3-12 ZI英制公制牙型型号牙纹代码长度"L"+0.05/-0.13长度代码为1/32英寸面板厚度最小板孔+.003C-.005HNom 碳钢不锈钢M3X0.5SOO SOOSM34 6 7 89 10 12 1 4.2 4.19 4.753.5M31 5.4 5.38 6.35 M4X0.7SOO SOOSM41 6.0 5.9573.5M4 1.37.27.118 M5X0.8SOO SOOS M5 1.37.27.118 M6X1.0SOO SOOS M6 1.38.758.7210安装于P.C.板上时能使花齿与棉板紧密连接。
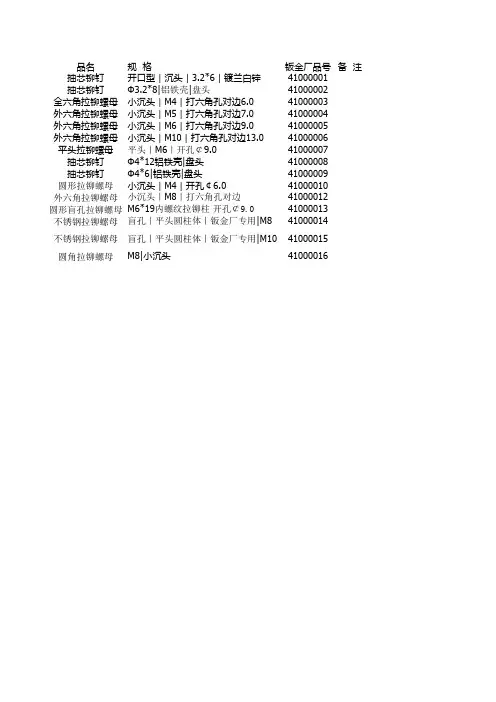
品名规格钣金厂品号备注抽芯铆钉开口型|沉头|3.2*6|镀兰白锌41000001
抽芯铆钉Φ3.2*8|铝铁壳|盘头41000002
全六角拉铆螺母小沉头|M4|打六角孔对边6.041000003
外六角拉铆螺母小沉头|M5|打六角孔对边7.041000004
外六角拉铆螺母小沉头|M6|打六角孔对边9.041000005
外六角拉铆螺母小沉头|M10|打六角孔对边13.041000006
平头拉铆螺母平头|M6|开孔¢9.041000007抽芯铆钉Φ4*12铝铁壳|盘头41000008
抽芯铆钉Φ4*6|铝铁壳|盘头41000009圆形拉铆螺母小沉头|M4|开孔¢6.041000010
外六角拉铆螺母小沉头|M8|打六角孔对边41000012
圆形盲孔拉铆螺母M6*19内螺纹拉铆柱开孔¢9.041000013
不锈钢拉铆螺母盲孔|平头圆柱体|钣金厂专用|M841000014
不锈钢拉铆螺母盲孔|平头圆柱体|钣金厂专用|M1041000015
圆角拉铆螺母M8|小沉头41000016。
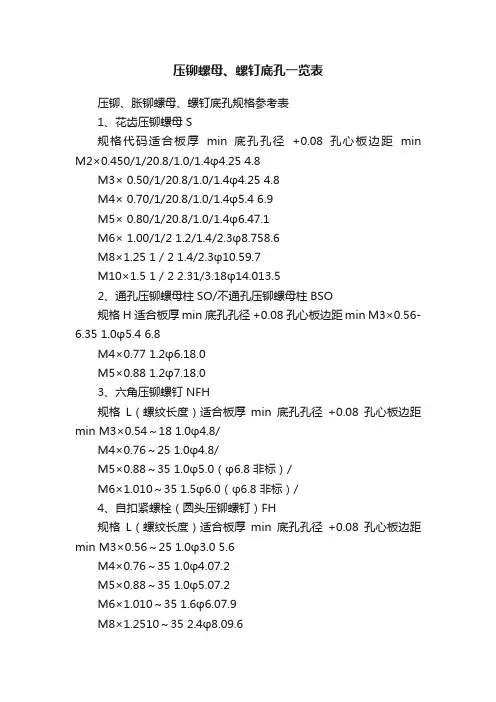
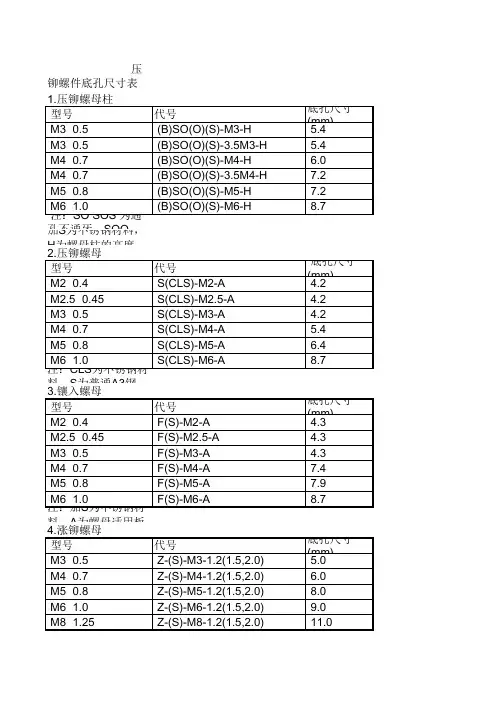
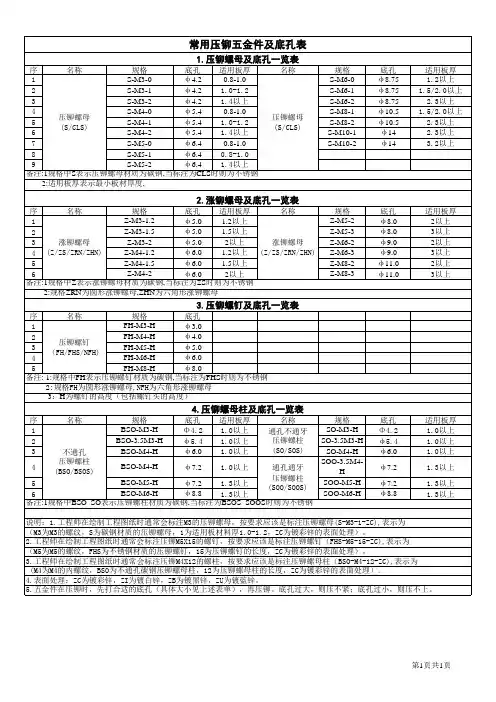
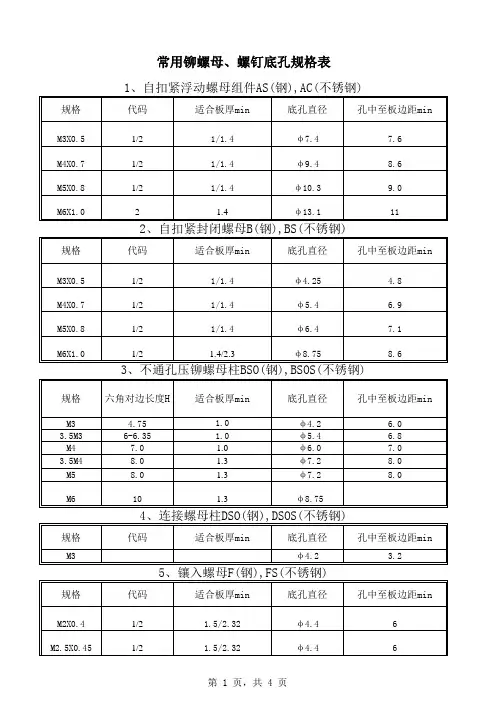
压铆螺母、螺钉底孔一览表压铆、胀铆螺母、螺钉底孔规格参考表1、花齿压铆螺母S规格代码适合板厚min底孔孔径+0.08孔心板边距min M2×0.450/1/20.8/1.0/1.4φ4.25 4.8M3× 0.50/1/20.8/1.0/1.4φ4.25 4.8M4× 0.70/1/20.8/1.0/1.4φ5.4 6.9M5× 0.80/1/20.8/1.0/1.4φ6.47.1M6× 1.00/1/2 1.2/1.4/2.3φ8.758.6M8×1.25 1 / 2 1.4/2.3φ10.59.7M10×1.5 1 / 2 2.31/3.18φ14.013.52、通孔压铆螺母柱SO/不通孔压铆螺母柱BSO规格H适合板厚 min底孔孔径 +0.08孔心板边距min M3×0.56-6.35 1.0φ5.4 6.8M4×0.77 1.2φ6.18.0M5×0.88 1.2φ7.18.03、六角压铆螺钉 NFH规格L(螺纹长度)适合板厚min底孔孔径+0.08孔心板边距min M3×0.54~18 1.0φ4.8/M4×0.76~25 1.0φ4.8/M5×0.88~35 1.0φ5.0(φ6.8 非标)/M6×1.010~35 1.5φ6.0(φ6.8 非标)/4、自扣紧螺栓(圆头压铆螺钉)FH规格L(螺纹长度)适合板厚min底孔孔径+0.08孔心板边距min M3×0.56~25 1.0φ3.0 5.6M4×0.76~35 1.0φ4.07.2M5×0.88~35 1.0φ5.07.2M6×1.010~35 1.6φ6.07.9M8×1.2510~35 2.4φ8.09.65、PF31/PF32装配压铆式面板螺钉规格代码最小板厚底孔孔径+0.08G(螺纹长度)M3×0.5PF31/PF32 1.0/1.5φ6.07.6M4×0.7PF31/PF32 1.0/1.5φ6.47.6M5×0.8PF31/PF32 1.0/1.5φ8.07.6M6×1.0PF31/PF32 1.5φ9.58.96、圆形胀铆螺母7、六角形胀铆螺母规格代码最小板厚底孔径规格代码最小板厚底孔径M3×0.5 1.2/1.5/2 1.2/1.5/2φ5.0M3×0.5 1.5/2 1.5/2φ5.0 M4×0.7 1.2/1.5/2 1.2/1.5 2φ6.0M4×0.7 1.5/2/3 1.5/2/3φ6.0 M5×0.8 2 / 3 2 / 3φ8.0M5×0.82/3/42/3/4φ8.0 M6×1.0 2 / 3 2 / 3φ9.0M6×1.03/4/5/63/4/5/6φ9.0 M8×1.25 2 / 3 2 / 3φ11.0M8× 1.253/4/5/63/4/5/6φ11.0制做:审核:批准:抽芯铆钉规格通常规格有 2.4 3.2 4 4.8 5 6.4 五个系列 .钉芯长度为6-8--8.5--9.5--11--12--12.5--13--14.5--15.5--16--18--21。

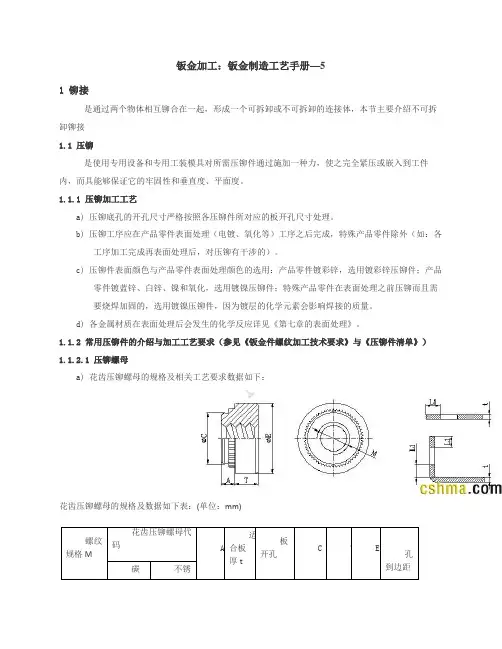
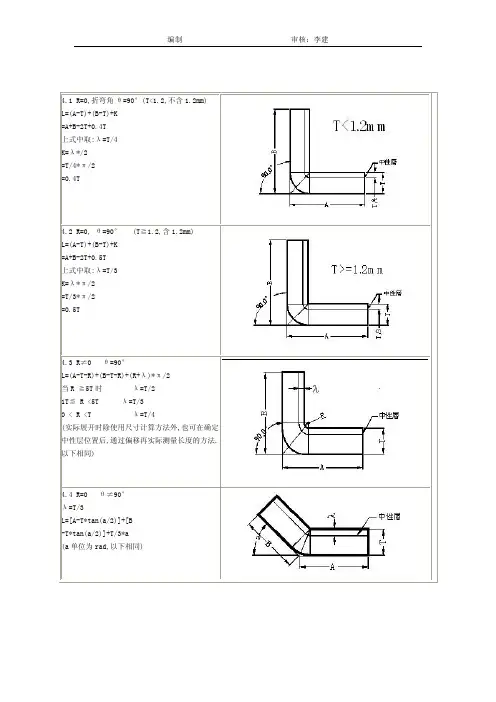
钣金加工:钣金制造工艺手册—51 铆接是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆卸铆接1.1 压铆是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件内,而具能够保证它的牢固性和垂直度、平面度。
1.1.1 压铆加工工艺a) 压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。
b) 压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各工序加工完成再表面处理后,对压铆有干涉的)。
c) 压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。
d) 各金属材质在表面处理后会发生的化学反应详见《第七章的表面处理》。
1.1.2 常用压铆件的介绍与加工工艺要求(参见《钣金件螺纹加工技术要求》与《压铆件清单》)1.1.2.1 压铆螺母a) 花齿压铆螺母的规格及相关工艺要求数据如下:花齿压铆螺母的规格及数据如下表:(单位:mm)● 铝板t ≤1.0mm 时,采用花齿压铆螺母代码为-0的加工(如:S-M3-0);● 不锈钢板压铆不锈钢(CLS)花齿压铆螺母时,由于不锈钢含碳量(硬度)高,为了降低压铆后螺母脱落的风险,必须在螺母紧贴板处烧焊(点焊几点)加固;● 压铆时应利用模具一次压铆到位,螺母凸台部位(A 尺寸)应完全嵌入板材,无缝隙,保证板的平面度和螺母与板的垂直度;c) 花齿压铆螺母模具(一般常规模具)如下图:d) 各材料压铆花齿压铆螺母所对应的各种力见下表:压铆螺柱有通孔全通螺纹压铆螺柱、通孔非全通螺纹压铆螺柱、盲孔压铆螺柱;下面介绍通孔全通螺纹压铆螺柱和盲孔压铆螺柱两种a) 通孔全通螺纹压铆螺柱和盲孔压铆螺柱的区别在于:除内孔通与不通和螺纹长度不同外,其余尺寸完全相同。