新型奥氏体耐热钢HR3C焊接工艺及接头性能研究进展
- 格式:docx
- 大小:32.29 KB
- 文档页数:7
浅析奥氏体钢的焊接性与工艺性能摘要:高温材料历来就是制约发电机组发展的一个重要因素。
超超临界(USC)机组的高蒸汽参数要求机组用钢有更高的高温强度,高温腐蚀性能,抗蒸汽氧化性能等。
利用弥散析出微细的铌(Nb)的金属间化合物NbCrN氮化物和Nb的碳、氮化合物以及M23C6碳化物进行强化得到一种新型的25Cr —20Ni —Nb —N钢,称为HR3C奥氏体不锈钢。
作为一种新型的奥氏体耐热钢HR3C钢目前已经广泛应用于蒸汽参数超超临界(USC)机组的过热器和再热器管上。
关键词:HR3C;奥氏体不锈钢;高温;新型1、概述HR3C钢在ASME标准中材料的牌号为SA—213TP310HCbN。
是目前世界上最先进的超超临界参数电站锅炉机组使用的最高端钢种,该钢在苛刻烟气、蒸汽环境下具有优异的性能。
我国已建和在建的USC锅炉中大都选用了HR3C钢,但是由于我国的USC机组起步较晚,对HR3C钢的认识和焊接性能还需要进一步的了解和掌握。
2、HR3C钢的化学成分分析HR3C钢是改良的25—20型奥氏体不锈钢,钢中联合加入Nb和N元素,既能改善钢的高温强度,又可以稳定奥氏体相。
对碳、硫、磷的限制是为了保证焊接所必需的。
由于含Cr量较高,使HR3C钢具有较强的抗蒸汽氧化性和高温抗腐蚀性能。
Si和Mn都是促进σ相的元素,对它们的限制是出于对析出σ相的控制。
Ni和N是抑制σ相析出的元素,若过低,则抑制不住σ相在时效时析出,使钢的冲击韧度严重恶化。
但是Ni和N的含量过高,还会出现别的氮化物,从而降低了钢的韧性。
加入了2%以上的Cu可以起到稳定奥氏体的作用,并在运行过程中析出弥散细小的富铜相,以提高焊缝金属高温强度的目的。
3、HR3C钢的焊接HR3C钢采用镍基焊丝ERNiCr-3焊接,由于母材和焊接材料的合金成分很高,焊接操作存在很大的难度,掌握其焊接性能、焊接操作技巧、焊接质量的控制要点是非常重要的,探索焊接技术工艺是必要的。
新型奥氏体耐热钢HR3C焊接工艺评定方案编制:批准:新型奥氏体耐热钢HR3C焊接工艺评定方案镇雄电厂600MW超临界机组锅炉的末级过热器、屏式过热器选用部分HR3C,规格为Φ38×6.4、Φ44.5×6.8。
HR3C是日本住友金属命名的牌号,在日本JIS 标准中的材料牌号为SUS310JITB,在ASME标准中的材料牌号为TP310NbN。
HR3C 是SA213-TP310H钢的改良钢种(标准化学成分范围见表1,室温力学性能见表2 ),HR3C钢是在SA213-TP310H钢的基础上添加了0.20~0.60%的Nb、0.15~0.35%的N,在钢时效过程中析出NbCrN氮化物,NbCrN非常细小且特别稳定,即使长时间时效,组织也很稳定,使HR3C的高温性能大大提高,蠕变断裂强度达到181MPa(10万h、600℃)。
同时加入微量的N对抑制σ相的形成、改善韧性有效。
由于HR3C钢的综合性能较TP310系列奥氏体钢中的TP304H、TP321H、TP347H 和TP316H的任何一种更为优良,所以在TP347H、 Super304H、TP347HFG钢不能满足向火侧抗烟气腐蚀和内壁抗蒸汽氧化的工况下,选用HR3C 。
1 HR3C钢的焊接性焊接HR3C钢的主要问题是焊接高温裂纹、应力腐蚀、接头的时效和σ相脆化。
试验证明,采用刚性固定法裂纹试验,在相同条件下,HR3C的裂纹敏感性略高于TP347H 。
2 为解决HR3C钢焊接性方面存在的问题,焊接时,应采取以下措施。
2.1 为防止高温裂纹,焊接时要采用降低焊接热输入、降低层间温度的工艺方法和工艺措施,如对直径不大、管壁不厚的管子采用熔池体积小、焊接热输入低的TIG焊接工艺,采用短道焊、间断焊方法保证较低的层间温度,选用杂质含量低的焊接材料。
2.2 正确选择焊接材料,熔敷金属选择与母材成分相同且杂质含量低的材料或镍基焊材,可防止焊逢产生σ相脆化。
(二〇一四年六月摘要最近几年HR3C奥氏体不锈钢与T91马氏体耐热钢的异种钢焊接被广泛的应用在火力发电厂的超临界组中的过热器和再热器中。
到现在为止,对于这两种钢的焊接接头的研究还很少,所以对于这两种钢的研究还是有必要加强。
基于这种情况,我们对于上述两种钢的焊接工艺以及其焊后的显微组织与性能进行了研究,同时研究了同种钢HR3C奥氏体不锈钢的焊接工艺以及焊后组织与性能,比较同种钢焊接接头与异种钢焊接接头的在显微组织与性能方面的不同。
本次试验采用的是氩弧焊焊接的方法,运用镍基焊丝完成了HR3CT91异种钢焊接以及HR3CHR3C同种钢的焊接。
然后通过拉伸试验、金相组织的观察,主要研究了相同工艺下异种钢焊接与同种钢焊接的组织变化以及接头的力学性能以及不同工艺下的同种钢焊接的组织的变化与接头的力学性能。
通过常温拉伸试验可以看出异种钢焊接的接头的抗拉强度和屈服强度与同种钢比相差不多,甚至略高于同种钢的。
通过金相组织观察发现异种钢焊接接头的焊缝区和热影响区的晶粒大小与同种钢焊接的焊缝的晶粒大小几乎一样。
关键词:奥氏体不锈钢;马氏体耐热钢;异种钢接头;组织;力学性能AbstractIn recent years dissimilar steel HR3C austenitic stainless steel and T91 martensite superheater and reheater of supercritical group of thermal power plant.Up to now,for the research of this two kinds of steel welded joint were rare,so it is necessary to strengthen the study of the two kinds of steel. Based on this situation, the welding process of the above two kinds of steel and the microstructure and properties were studied after welding, at the same time, studied the same steel HR3C austenitic stainless steel welding process and microstructure and properties after welding, comparing the same steel welding joint and dissimilar steel welding joint in microstructure and properties of different aspects.This experiment adopts argon arc welding method, using nickel-based welding wire completed the T91HR3C dissimilar steel welding and welding HR3CHE3C the same steel. And then through the tensile test, metallographic observation of the organization, mainly studied the organizational change and the mechanical properties between dissimilar steel welding and the same steel welding under the same process and the same steel welding under different process between organizational change and the mechanical properties of joint. Can be seen through the room temperature tensile test of dissimilar steel welding, the tensile strength and yield strength of the joints of almost with the same steel ratio, even slightly the same steel welding joint. Through the microstructure observation we can know the grain size of the dissimilar steel welding joint weld area and size of the same steel welding seam tobe the same.Keywords: austenitic stainless steel; martensite ×5mmHR3C 奥氏体不锈钢与T91马氏体耐热钢进行焊接和42mm×6mmHR3C 奥氏体不锈钢与42mm×6mmHR3C 奥氏体不锈钢的焊接。
hr3c超级不锈钢焊接工艺试验研究及应用
HR3C超级不锈钢是一种高强度、高耐蚀性的不锈钢材料,广泛应用
于化工、海洋工程、核电站等领域。
为了进一步提高HR3C超级不锈
钢的焊接质量和效率,需要进行焊接工艺试验研究。
首先,需要确定适合HR3C超级不锈钢的焊接方法。
常见的焊接方法
包括手工电弧焊、氩弧焊、等离子焊、激光焊等。
在选择焊接方法时,需要考虑到焊接材料的特性、焊接环境和工艺要求等因素。
在HR3C
超级不锈钢的焊接中,氩弧焊是一种常用的方法,因为它可以保证焊
接接头的质量和美观度。
其次,需要对焊接工艺参数进行优化。
焊接工艺参数包括焊接电流、
电压、焊接速度、焊接角度等。
这些参数的选择直接影响到焊接接头
的质量和效率。
在HR3C超级不锈钢的焊接中,需要根据材料的特性
和焊接要求,选择合适的焊接工艺参数,以保证焊接接头的质量和效率。
最后,需要进行焊接质量检测和应用研究。
焊接质量检测包括焊缝外
观检测、焊缝尺寸检测、焊缝硬度检测等。
通过对焊接接头的质量进
行检测,可以及时发现和解决焊接质量问题。
同时,还需要对HR3C
超级不锈钢的焊接应用进行研究,以探索其在不同领域的应用前景。
总之,HR3C超级不锈钢的焊接工艺试验研究及应用是一个复杂而重要的工作。
需要在选择焊接方法、优化焊接工艺参数、进行焊接质量检测和应用研究等方面进行深入探索和研究,以保证焊接接头的质量和效率,同时推动HR3C超级不锈钢在不同领域的应用。
·44·2010年第2期量分数为0.15%~0.35%的N,利用析出弥散分布、细小的NbCrN相和富Nb的碳、氮化物以及M:,C。
来进行强化,成功地开发了新型奥氏体耐热钢HR3C,其蠕变断裂强度明显提高到181MPa。
HR3C钢种的开发过程如图l所示。
图1HR3C钢的发展历程综合考虑,与其他耐热钢相比,HR3C具有优良的蠕变断裂强度和更优良的抗蒸汽和烟气的氧化性能,因此更适合用于超超临界机组中环境极为恶劣的锅炉过热器和再热器部件的末级管道中。
3.1基本组织如前文所述,HR3C是以奥氏体为基体,析出细小、弥散分布的NbCrN、MX和M:,C。
三种强化相,同时有可能析出Cr2N相、盯相和G相。
其固溶态的金相组织见图2。
图2HR3C钢固溶状态的金相照片尽管在ASME标准中规定了HR3C钢的合金元素及其成分范围,但实际上,在国外研发过程中对其成分范围有着更为严格的要求。
表2中给出了国外研发的HR3C钢管成分质量分数川。
表2国外研发的HR3C钢管成分质量分数%将表1和表2对比分析可知,国外研发过程中不仅对材料的主要合金元素有着严格的限制,同时对其他元素Si、Mn、P、S等也有严格的限制。
对C、P、S的限制主要是为了有利于材料的焊接;Si、Mn属于促进盯相形成元素,对它们进行适当的限制是为了抑制盯相的析出。
Nb处于中卜限(表1),与N、c、cr配合可起到较为明显的沉淀强化和时效强化效果。
而对于Ni和N元素,有试验证明,当Ni和N质量分数低于中下限时(表1),在长期时效过程中会析出盯相;而当Ni和N质量分数高于中卜限时(表1),除.r会析出富Nb的碳氮化物,还会析出Cr2N、1T相而降低材料的韧性。
N与c一样,同为问隙元素,增加钢中N质量分数,可改善材料的高温强度,并稳定奥氏体相,改善抗晶问腐蚀与点腐蚀性能。
文献[11]报道了对国外供货HR3C钢管成分进行鉴定,发现在材料中添加了Co、B、灿等元素,认为有些元素如B是特意添加在材料中的,可改善材料晶间腐蚀性能,提高热塑性,改善热加工性以及影响钢中晶界第二相的析出和分布状态,从而提高HR3C的高温强度。

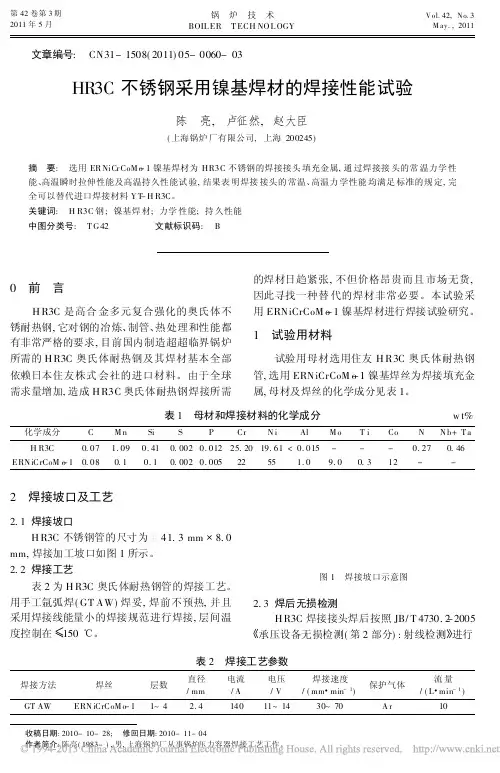
H R3C钢采用T h e r m a n i t617和Y T H R3C焊丝焊接接头高温短时强度性能试验HR3C钢采用Thermanit 617和YT-HR3C焊丝焊接接头高温短时强度性能试验林志华孔雁徐强吴明生上海电力建设有限责任公司摘要:本文通过对采用配套焊材YT-HR3C和镍基合金Thermanit 617焊材焊接HR3C钢的焊接接头,在四个不同温度条件下的高温短时强度性能对比试验,试验结果表明镍基合金焊材Thermanit 617焊接HR3C钢的焊接接头高温短时强度性能高于YT-HR3C焊材的焊接接头。
关键词:HR3C钢镍基合金焊材高温短时强度0 前言超超临界(USC)火力发电机组是有效利用能源的一项新技术。
目前,USC锅炉受热面中的过热器、再热器处于环境恶劣的条件之下,所用钢材在满足持久强度、蠕变强度要求的同时,还要满足管子外壁抗烟气腐蚀及抗飞灰冲蚀性能、管子内壁抗蒸汽氧化性能,所以采用具有抗烟气腐蚀、抗高温腐蚀和高温蒸汽氧化能力强的高铬镍奥氏体钢HR3C。
1问题由来现在与HR3C钢相配套的YT-HR3C焊材由日本日铁住金溶接工业株式会社生产,不但价格昂贵而且市场无货,给工程安装焊接造成了很大的影响。
为此,选用合理的镍基合金焊材来替代YT-HR3C焊材,在进行了焊接工艺评定的基础上,还针对不同工况温度条件下做了焊接接头高温短时强度试验,为充实焊接工艺评定项目提供数据。
HR3C钢采用由德国伯乐蒂森公司生产的镍基合金焊材Thermanit 617进行的焊接工艺评定,焊接接头的常温机械性能的各项试验数据均满足标准要求,但是对HR3C钢采用镍基焊材Thermanit 617焊接接头的高温短时强度性能仍存在疑虑。
因此,我们通过对HR3C钢用配套的焊材YT-HR3C和HR3C钢用镍基焊材Thermanit 617焊接的接头做高温短时强度性能试验并将两者试验数据进行对比,如果后者的数值等同或超过前者,那么为工程上选用镍基合金焊丝焊接HR3C钢提供了一定的依据。
HR3C与T91钢焊接工艺及接头组织与性能毕业设计一、绪论HR3C与T91钢分别属于奥氏体不锈钢和铬钼合金钢,在工业生产中具有广泛的应用。
HR3C钢是一种抗氧化性能优异的高合金不锈钢,通常用于制造高温锅炉、加热炉和高温容器等。
T91钢是一种低合金高强度钢,常用于制造中高温压力管道和锅炉组件等。
随着工业发展的需求,HR3C与T91钢的焊接工艺及接头组织与性能研究逐渐成为一个重要课题。
如何选择适当的焊接工艺,获得良好的焊接接头组织和性能,对提高焊接质量和工件的使用寿命具有重要意义。
本文旨在通过实验研究HR3C与T91钢的焊接工艺及接头组织与性能,为相应工业应用提供参考依据。
二、HR3C与T91钢的焊接工艺研究1.焊接材料的选择HR3C钢属于高合金不锈钢,焊接时应选择相应的焊接材料,通常选择相同或类似成分的焊材,以保证接头的均匀性和稳定性。
T91钢是一种低合金高强度钢,焊接时通常选择相应的焊材,同时考虑到钢材的强韧性和耐磨性。
2.焊接工艺的优化针对HR3C与T91钢的不同特点,确定合适的焊接工艺参数,保证焊接接头的质量和性能。
常见的焊接方法包括电弧焊、气体保护焊、激光焊等,针对不同的工件和要求选择合适的焊接方式。
三、HR3C与T91钢的接头组织及性能研究1.接头组织的观察通过金相显微镜观察HR3C与T91钢的焊接接头组织,分析晶粒结构、相变及晶粒尺寸等特征,研究焊接过程中的组织演变规律。
2.接头性能的测试对焊接接头进行拉伸、弯曲、冲击等性能测试,评价接头的强度、塑性及韧性等性能指标,分析焊接接头在不同工况下的性能表现。
四、实验设计与方法1.材料准备准备HR3C与T91钢的相应试样,确保试样质量和尺寸符合要求。
2.焊接工艺根据实验要求,选择适当的焊接工艺参数,进行实验焊接。
3.接头组织与性能测试对焊接接头进行金相观察和性能测试,分析接头的微观组织特征和力学性能表现。
五、结论与展望通过实验研究HR3C与T91钢的焊接工艺及接头组织与性能,得出相关结论,并对未来可能的研究方向提出展望。
内燃机与配件0引言焊接质量是火力发电厂受热面检修焊接作业质量关键环节之一,HR3C 钢分布于锅炉受热面的末级过热器(末级再热器)出口过渡段管屏中,焊接质量的好坏直接影响到机组的安全运行,同时也体现检修焊接任务作业的焊接技能水平。
受热面内部结构错综复杂、管排排列密集,管排间距排列小且使用的材料其含Cr 量较高,焊缝金属熔敷粘度比较大,铁水流动性差,焊接性比较差,焊接时要是氩气保护不好极易出现焊缝根部接头的氧化、发渣等缺陷。
因此比以往在锅炉受热面检修焊接作业中焊接质量相对偏低。
此外HR3C 钢含合金元素多,如果焊接环境温度过高、管材温度过高、氩气保护效果不到位、焊接接头层间温度控制不好,全氩施焊防风措施效果不好,施焊过程中金属极易发生氧化、发渣。
为提高我公司四期#7、#8机组末级过热器、末级再热器HR3C 钢焊接工艺方法,焊工班专门成立受热面末级过热器(末级再热器)焊接质量攻关技术QC 质量小组。
目的是确保四期末级过热器(末级再热器)HR3C 钢焊接接头一次无损检验合格率达到95%以上,为整个受热面焊接接头质量提供有利保障。
1HR3C 钢的性能及焊接材料选择1.1HR3C 钢的性能HR3C 钢管是日本住友金属钢管株式会社的商品名称是上个世纪90年代研发的新型奥氏体耐热钢。
它是在25Cr-20Ni (TP310)的基础上添加了一定量的铌和氮,使钢的高温持久强度、蠕变强度得到了很大的提高,是抗烟气腐蚀和内壁抗氧化性能更优异的奥氏体耐热钢。
1.2焊接材料选择由于HR3C 钢中的合金含量在40%以上。
所以HR3C 钢的电阻大、热传导性差,焊接的铁水粘稠,给焊接带来了一定的难度,容易产生焊接缺陷。
为了保证焊接接头的质量,选用与之匹配的焊接材料和通过焊接工艺评定确定合适的焊接工艺是至关重要的,日本住友金属熔接株式会社YT-HR3C 焊丝是与HR3C 相匹配的产品。
焊丝YT-HR3C 的化学成分见表1。
2HR3C 钢的焊接工艺由于机组停运检修时间较短,锅炉受热面内部环境温度很难降至焊接允许范围内,更换缺陷管难度很大。
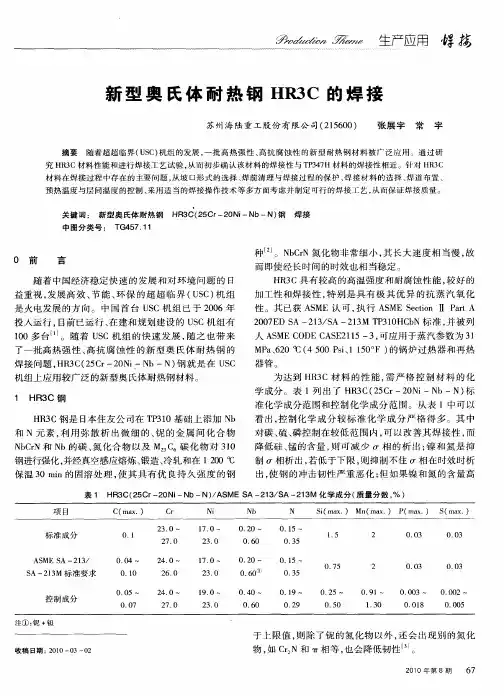
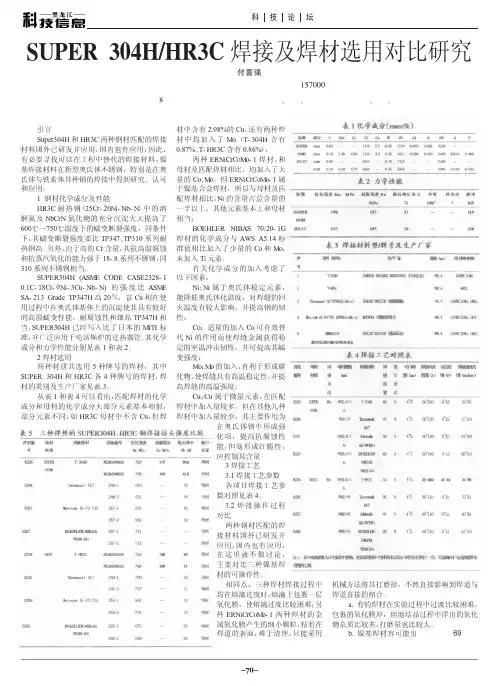
奥氏体耐热钢SA-213TP310HCbN采用ERNiCr-3焊接接头性能试验及应用研究张玮; 莫春鸿【期刊名称】《《电焊机》》【年(卷),期】2019(049)008【总页数】5页(P72-75,82)【关键词】SA-213TP310HCbN; 焊接材料; 接头性能; 应用【作者】张玮; 莫春鸿【作者单位】东方电气集团东方锅炉股份有限公司四川自贡 643001【正文语种】中文【中图分类】TG457.110 前言SA-213TP310HCbN(日本牌号为HR3C)是日本住友金属株式会社在TP310型不锈钢的基础上添加合金元素Nb和N,利用弥散析出微细的Nb的金属间化合物NbCrN和Nb的碳、氮化合物以及M23C6碳化物强化而开发的一种高Cr、Ni 奥氏体不锈钢,具有较高的高温性能和良好的冷热加工性,特别是具有极其优异的抗蒸汽氧化性。
主要用于制造超临界/超超临界锅炉温度不超过700℃的高温过热器、再热器、屏式过热器等高温部件,其化学成分和力学性能如表1所示。
表1 SA-213TP310HCbN化学成分及力学性能w(C)0.04~0.10 w(Mn)≤2.00化学成分/%w(P)≤0.045 w(S)≤0.03 w(Si)≤1.00 w(Cr)24.0~26.0 w(Ni)19.0~22.0 w(N)0.15~0.35 w(Nb)0.20~0.60力学性能Rm/MPa≥655 Rp0.2/MPa≥295 A/%≥30硬度/HBW≤256自2005年起,SA-213TP310HCbN逐渐应用于我国100万kW和60万kW超超临界锅炉高温受热面部件上,经过多年的工程应用,其焊接工艺已非常成熟。
焊接材料的选择种类也较多,包括镍基焊丝 ERNiCr-3、ERNiCrMo-3 和ERNiCrCoMo-1[1-3],以及匹配焊丝T-HR3C[4],其化学成分及力学性能见表2、表3。
这几种焊丝焊接SA-213TP310HCbN的试验研究报道较多,但具体选择何种焊丝更为合理并未形成共识。
新型奥氏体耐热钢HR3C焊接工艺及接头
性能研究进展
【摘要】新型奥氏体耐热钢 HR3C 研发的焊材有配套焊材 YT-HR3C 和替
代 Ni 基焊材,在焊接过程中为避免产生热裂纹,就要对焊接工艺进行严格控制,重点是将层间温度控制到100℃以下。
在不同温度下,如果焊接接头的焊缝组织
未随着时间进行而发生变化,为单一奥氏体组织(γ相),而析出相Cr23C6、CrFe7C0.45、(Cr,Fe)7C3、CrNbN和富Cu相的数量、形态和分布则会发生变化,特别是Cr23C6的大量析出,将会使得接头冲击功急剧下降,并同时表现出
时效脆化现象。
本文针对HR3C的焊材、焊接工艺和焊接接头性能的研究进展进
行综述,希冀能为实践提供一定参考。
【关键词】焊接工艺;新型奥氏体耐热钢;接头性能
新型奥氏体耐热钢是基体为奥氏体组织的耐热钢,其成分中含有较多的镍、锰、氮等奥氏体形成元素,在600℃以上有较好的高温强度和组织稳定性,而且
具有良好的焊接性能,是在600~1200℃应用最广的一类耐热钢。
近年来,随着
火电机组对于高效率、清洁环保的要求,火电超超临界机组的参数要求也不断提高。
锅炉高温过热器和再热器所处的温度最高,环境非常复杂,需要所用的材料
具有良好的高温蠕变性能、抗烟气腐蚀性、抗蒸汽氧化性等。
建设国产1 000 MW
机组时,在锅炉的高温过热器和再热器受热面管中,新型奥氏体耐热钢HR3C应
用比较广泛。
HR3C是由日本住友公司在TP310的基础上,通过复合添加Nb、N元素,严格控制C含量,利用析出细小、弥散分布的MX、CrNbN以及M23C6三种相
进行复合强化,最终得到一种新型奥氏体耐热钢,其具有优良的抗蒸汽氧化性能、高温力学性能、抗高温腐蚀性能。
该种新型奥氏体耐热钢主要应用于620℃超超
临界机组锅炉高温过热器和高温再热器。
现在,学界关于HR3C材料的研究,大
多集中在其析出相变化引起的时效脆化问题,而对于该材料的焊接工艺和焊接性
能研究相对较少。
本文拟从此维度进行综述。
一、HR3C焊材研究进展
HR3C是25Cr-20Ni-Nb-N钢,有较高的合金元素含量。
依据根据国际焊接学会推荐的碳当量计算公式CE={w(C)+w(Mn)/6+[w(Cr)+w(Mo)+w (V)]/5+[w(Ni)+w(Cu)]/15}×100%进行计算,可以发现HR3C的碳当量CE>0.6%,这说明其焊接性较差,容易存在焊接缺陷,但如果严格控制焊接工艺,将能有效避免这些缺陷。
而且,HR3C因裂纹敏感性高于其他奥氏体耐热钢,焊接过程中,还会出现热裂纹、焊接接头的时效脆化、应力腐蚀开裂和σ相脆化等缺陷。
控制热裂纹,就需开发杂质含量较低的焊材,同时还要选择合适的电流、电压、焊接速度和控制层间温度等。
根据焊材选择的一般原则,HR3C匹配的焊接材料为YT-HR3C焊丝,因其进口数量少,价钱贵,难购买等原因,目前已经研究开发出的替代Ni基焊丝,例如 ERNiCrCoMo-1、ERNiCr-3和ERNiCrMo-3等,结合实践,推荐使用ERNiCrMo-3和ERNiCrCoMo-1焊材。
二、HR3C焊接工艺研究进展
HR3C匹配不同焊材的焊接工艺参数,见表1所示。
在具体焊接过程中,要严格按照焊接工艺进行操作。
焊前需要进行提前模拟练习,严格检查坡口,并确保其清理干净,如果有必要,可使用丙酮对坡口进行清涤。
焊接时气体保护,应当选择纯度≥99.99%的氩气,焊接管子时,内部要进行充氩保护,避免焊接接头发生氧化;使用Ni基焊材焊接时,因其合金熔液的流动性相对来说比较差,焊接时可适当增加焊接电流,这样可使焊池中合金熔液保持良好的流动性,但增加电流不利于控制焊接线能量,故采取大电流多层窄道(无摆动)快速焊接,将焊接线能量尽可能地减小。
同时,层间温度要进行严格控制,保持在100℃下,并配备红外线测温枪来对层间温度进行密切监测,每层焊材填充厚度控制在3 mm范围内,这样可以减少焊缝的热输入量,防止出现热裂纹的情况。
因手工钨极氩弧焊(GTAW)的焊接热输入较低,其能将层间温度控制在较低水平,因而能有效满足HR3C钢的焊接工艺要求,在焊接中,手工钨极氩弧焊的应用也比较多。
表1 HR3C匹配不同焊材的焊接工艺参数
三、HR3C焊接接头性能研究进展
利用不同焊材焊接的HR3C接头力学性能评定结果,见表2。
我国超超临界机
组起步较晚,相应地HR3C使用也是比较晚的,尽管关于HR3C母材时效脆化问题
逐渐引起重视,但关于焊接接头的服役性能研究目前数量还比较少。
张文忠研究
了焊材为YT-HR3C的焊接接头性能,发现基体组织为单一的奥氏体组织,焊缝组
织为典型的胞状或脓胞状树枝晶,焊缝组织中的析出相数量多,形态较大,多沿
胞状晶界呈断续分布或短条状分布,细小的颗粒状析出物较少,强化效果不如基体,在这种情况下,焊缝的强度、硬度值和冲击值均低于母材和热影响区,晶界
上大量Cr23C6相的析出降低了焊缝的冲击韧性,同时增加了晶界的沿晶腐蚀性。
表2 HR3C利用不同焊材焊接后焊接接头的力学性能
张忠文等研究了焊材为YT-HR3C的焊接接头在650℃下不同时效时间后,有关接头的组织、析出相和力学性能等,发现HR3C接头经时效后,焊缝组织未发生明显变化,仍为树枝状、胞状单一奥氏体相(γ相),析出相的种类与焊态基本一致,然而析出相的数量、分布和形态随着时效时间的增长发生了明显变化。
650℃时效100 h后,M23C6优先在γ晶界和焊缝胞状枝晶界上析出,形态为条状和细小颗粒状,冲击功降幅达70%;650℃时效300 h后,M23C6逐渐增多,原有M23C6长大并沿晶界连续分布,冲击功降低到最低值;650℃时效500 h后,晶界周围和晶内也析出M23C6,其他相有少量析出,尺寸相对较小,冲击功降低到最低值后保持稳定;650℃时效7 000 h后,沿晶界连续析出串珠状M23C6,晶内析出较大的球状、块状M23C6,晶界附近有少量的块状G相和σ相,焊缝基体
中弥散分布细小球状或短棒状Z相,冲击功在时效1 000 h后由120 J降低到13 J,随后基本保持稳定,随时效时间的增长,抗拉强度和硬度均先增大、随后略
微减小后保持稳定不变。
张学鹏等研究了焊材为ERNiCr-3的焊接接头700℃的时效问题,认为随着时效的进行,金相组织未发生变化,为树枝状、胞状单一奥氏体相(γ相)。
时效300 h后,枝晶偏析处有少量颗粒状化合物,柱状晶晶界处有细小不连续的化合物析出,时效10 000 h后,枝晶可见保持一定位向的针状
析出物,焊缝和热影响区的冲击功均随着时效时间的增加而降低,超过3 000 h 后,焊缝的冲击功稳定在100 J,超过1 000 h,热影响区冲击低于31 J,时效后接头拉伸结果合格,且母材抗拉强度值均高于焊缝,3 000 h后,弯曲试验合格;10 000 h后弯曲试验发生脆断,3 000 h以内时效时间,母材、焊缝和热影响区的硬度变化不大,10 000 h后其硬度均有所提高,且母材和热影响区的硬度明显高于焊缝。
张忠文研究了HR3C 焊接接头在700 ℃下的蠕变性能,认为接头在700 ℃下进行高温持久,焊缝胞状树枝晶内针状析出相布满整个组织,粗大
的析出相 M23C6沿奥氏体晶界连续分布,容易形成蠕变裂纹,引起沿晶开裂,同时随着晶内析出 M23C6以及其形态的长大,加速了蠕变裂纹的扩展,导致焊缝均呈脆性断裂状态,断裂处均位于焊缝处。
杜宝帅采用实验方式,研究了605℃下服役4.2万h的HR3C焊接接头性能,接头运行4.2万h后,组织同样未发生变化,为树枝状、胞状γ相,焊缝树枝状和胞状晶界上析出大量条状和块状M23C6相,晶粒内部析出小尺寸M23C6相,接头发生明显的时效脆化,接头塑韧性显著降低。
李新梅分析了焊材为YT-HR3C的焊接接头的应力腐蚀行为,发现HR3C焊
接接头与在空气中相比,其在NaCl溶液中的应力腐蚀敏感性显著增大,溶液中
的Cl-对接头的应力腐蚀敏感性有较大影响,HR3C接头在弱酸和弱碱的NaCl溶
液中都有一定的抗应力腐蚀性,在酸性介质中接头应力腐蚀敏感性稍大,且无论是在NaCl的酸性还是碱性溶液中,随着NaCl浓度的增加,接头的应力腐蚀敏感性呈增大趋势。
四、结论
综上所述,目前研发出的HR3C焊接材料有配套YT-HR3C和替代Ni基焊材(ERCrNi-3、ERNiCrMo-3和ERNiCrCoMo-1),焊接后接头力学性均能符合标准
要求,能满足工程实际需要。
在焊接过程中要严格按照针对HR3C不同焊材开发
出的相应焊接工艺执行,最关键的是控制焊接过程中的层间温度小于等于100℃,以防止焊接过程中产生热裂纹。
HR3C焊接接头由于M23C6相的大量析出,同样有
时效脆化现象,随着服役时间的增长,接头的冲击功下降显著,因此对于不同焊
接接头的组织、析出相和力学性能的变化规律仍需进一步深入研究,进而能提出
防止焊接接头发生时效脆化的方法和措施。
【参考文献】
[1]赵军,刘亚芬,朱立新. HR3C 超级不锈钢焊接工艺试验研究及应用[C]. 2011 年安徽省科协年会-机械工程分年会论文集, 2011.
[2]董铁山. 浅谈 HR3C 钢焊接工艺[J]. 智能城市,2018(3):166-167.
[3]张忠文,李新梅,杜宝帅. HR3C 钢焊接接头700 ℃的蠕变组织演变[J].
金属热处理,2015,40(10):57-59.
[4]李新梅,张忠文,魏玉忠. HR3C 钢焊接接头的应力腐蚀行为[J]. 热加工
工艺,2016,45(5):236-238.。