KAIJO焊线机FB-900的中文说明书。14-3_Chapt_12 Edit Device(C)(1st)
- 格式:pdf
- 大小:815.21 KB
- 文档页数:95
2013.3発行
Copyright © 2013 KAIJO corporation All Rights Reserved 第2版 (全自动焊线机)
FB-910
Document
[ Chinese ( Chinese display version) ]
For Fine Pitch Bonding
Flexible Carrier and Magazine Changer
目錄
1)操作説明書(第2版)
2)规格书(第1版)
3)LOOP 控制数据设定说明书(第2版)
4)识别参数设定说明书(第1版)
5)焊线检查功能设定说明书(第1版)
6)Servo(伺服)调整规格书(第1版)
7)Spark Rod 调整规格书(第4版)
8)EPD-900 Unit 操作说明书(第3版)
9)焊不黏检知功能(BMS)操作说明书(第2版)10) UEB-900基板调整规格书(第2版)
11)PZD-900调整规格书(第5版)
12)USSystem 设定调整规格书(第5版)13)保养・点检Manual(第3版)
14)上油Manual(第3版)
15)定期更换部件Manual(第2版)
16)Technical Drawing / Spear Parts list (001series)17)network ・功能操作说明书(第1版)(选项)18) Programmable Focus 操作说明书(第1版)
(选项)。
12-3 品种的编辑品种的编辑以current的数据为对象进行。
Current数据不存在时,不能进行品种的编辑。
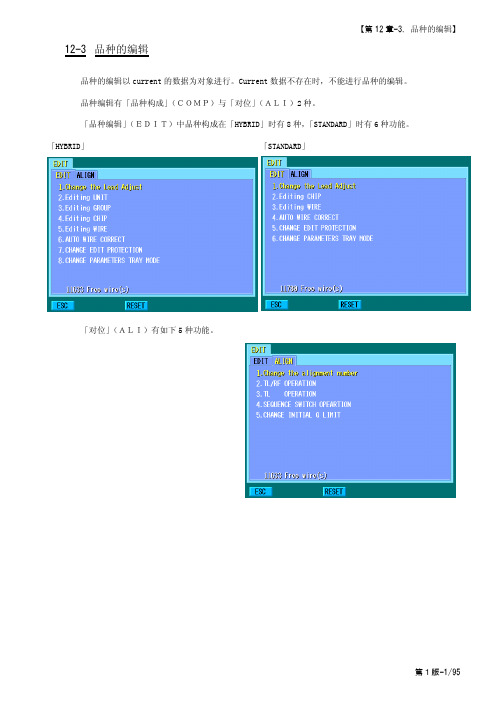
品种编辑有「品种构成」(COMP)与「对位」(ALI)2种。
「品种编辑」(EDIT)中品种构成在「HYBRID」时有8种,「STANDARD」时有6种功能。
「HYBRID」 「STANDARD」「对位」(ALI)有如下5种功能。
12-3-1 Lead Adjust(位置对位)的变更Lead Adjust(位置对位)的变更有通过teaching(Lead,Pad)或直接输入变更值的方法。
Lead Adjust(位置对位)的变更对象有如下4种。
[ DEVICE ] : 变更品种的所有Lead Adjust(位置对位)。
[ CHIP ] : 变更current(目前)芯片的Lead Adjust(位置对位)。
[ GROUP ] : 变更current(目前)Group的Lead Adjust(位置对位)。
[ UNIT ] : 变更current(目前)UNIT的Lead Adjust(位置对位)。
※此开关每按一次cyclic(循环)转换。
[GROUP][UNIT]仅限于品种数据的构成为「HYBRID」时才能选择。
Lead Adjust(位置对位)的变更方法有如下4种。
[ L_ALI ] : 以Lead第1个对位点为基准,进行Lead Adjust(位置对位)的变更。
[ P_ALI ] : 以Pad第1个对位点为基准,进行Lead Adjust(位置对位)的变更。
[ B'g POS ] : 以Lead属性的焊线点位基准,进行Lead Adjust(位置对位)的变更。
[ KEYINPUT ] : 直接输入Lead Adjust(位置对位)的数值。
对象group的选择有,如下2种(group的选择)[GROUP][UNIT] 仅限于品种数据的构成为「HYBRID」时才能选择。
[ GROUP + ] : 选择下一个group。
第9章更换Capillary(焊针,金线交换等顺序目次9-1 capillary的安装9-2 金线的安装9-3 焊线的条件设定(粗调9-4 焊线坐标的Teaching履历版変更内容変更日1 初版 2010/01/019-1 Capillary 的安装9-1-1 Capillary 的安装方法・将capillary 碰到hom (振动子的状态来固定・torque wrench 水平放置后拧紧。
有改变torque 的情况发生・使用新的Tool 螺丝时,为了尽快适应进行3~5次反复装置螺丝(松开再拧紧的动作。
2101型振动子(60/150kHz capillary 拧紧torque 18cN・m (1.8kgf・cm 扳手尺寸ト1.27㎜● Capillary 的尖端非常锐利。
执行焊线时capillary 高速上下左右移动,请注意安全。
● 安装Capillary 时,请注意无意思的碰到开关会有执行意想不到的动作的情况发生。
● Heater Plate 变热时,请注意发生烫伤。
9-1-2 输入capillary Size请输入capillary Size 。
Capillary 尺寸是,自动计算Initial Ball (原始金球的大小的必要事项。
Size 的输入有误时Initial 直径就会变为异常值。
输入capillary Size、选择「焊线・参数」选单,可以通过[COND]-[MTRL] 的画面设定。
输入Wire 直径、chamfer 直径、chamfer 角度、 Ball 直径。
①capillary②指定六角螺丝③torque wrench (扭力扳手9-1-3 Tool 高度的teaching执行tool高度的teaching。
Tool高度是指,在芯片或lead高度,离Z轴原点有几μm的高度的teaching。
Tool 高度的teaching可以在选择「焊线・参数」选单,[TOOL]的画面中进行。

DBF-900型多功能墨印字封口機使用說明書一,簡介1、DBF-900型多功能印字封口機是我廠多年生產封口機的經驗積累,最新開發研製的新一代封口機產品。
該機具有連續輸送、封口、打碼(出廠日期、生產批號等)一次完成之功效,可封合印製任何一種可熱性的薄膜。
該機可廣泛適用於:食品、土特產、茶葉、化妝品、醫藥、乳品、飲料、化工、電子、小五金等行業.二,主要技術數據電源:220V±10V頻率:50 HZ印字字數:1排輸送載荷:<5公斤封口寬度:6-12毫米(可調)封口長度:不限功率:0. 5KW輸送速度:1-12米/分封口溫度:0-300°C (可調)封口厚度:0.03-0. 20毫米包裝袋寬度:≥50毫米封口材料數據參數材料名稱結構聚脂/鉛/聚丙烯複合薄膜聚脂/聚丙烯複合薄膜6/160聚脂/玻璃紙複合薄膜45/30聚乙烯薄膜80三、主要結構與工作原理'溫度(℃)速度(米/220-2607.2175-2003,51605.0130-1506.0強度(kg/釐米)2.92.460.180.381、該機由機殼、減速調整傳動機構、加熱散熱機構、封口壓花機構、印字裝置、輸送裝置、溫度控制系統及電器電子控制系統等部件組成。
2、接能電源後,各機構開始工作,電熱元件通電後加熱,封口加熱塊,並通過溫度控制系統調整到所需溫度,壓花傳動、光電控制系統開通,根據需要,冷卻系統開始冷卻,輸送帶運轉,並由調速裝置調整到所需速度。
3、當裝有物品的包裝袋放置在輸送帶上,袋的封口部分經封口寬度定位架,被自動送入運轉中的兩根封口帶之間,並被帶入加熱區,加熱塊的熱量.通過封口帶傳輸到袋的封口部分,使薄膜受熱熔軟,再通過冷卻區,使薄膜表面溫度適當下降,經過壓花輪的滾壓,使封口部分上下薄膜粘合並壓制出網狀花紋,再由導向橡膠帶與輸送帶將封好的包裝袋送入印字裝置,在包裝袋的封口部分印上所需的字,然後再由導向橡膠帶與輸送帶將封好,印好的包裝袋送出機外,即完成封口,印製作業。

FR-900系列按键使用说明§按键使用说明键盘是由25个按键以5×5方式组成。
左边两列10个键为功能键。
右边3列15个键为编辑用键。
分别说明如下。
1此5个键为LCD 显示画面选择键。
按下此些键LCD 则显示出相对应的页数画面。
大部分的900系列测试机仅使用1~3页。
一般而言第一页为测试条件设定,第二页为分类条件设定,第三页为机械接口设定。
第四与第五页是在多个二极管测试时(如桥式整流子)使用。
2要修改设定资料时请先按下所欲修改的画面页数键, 然后按下‘编辑’键。
一个方快状闪动的游标会出现在该页的第一个可编辑字段。
若不更改此项资料,可按下‘输入’键移到欲修改的字段, 或是按‘←’键可往回移一个字段。
移到欲修改的字段元, 利用数字键输入新的资料,然后按下‘输入’键即完成.若输入的数值超过允许的范围, 则游标仍停在该字段元, 资料亦恢复为旧资料让使用者重新输入, 若在按下‘输入’键前想放弃所输入的新资料则可按下‘清除’键, 该字段元将回复为旧资料(并非清除为0 ).3.使用者所设定的资料是储存在一由电池供电的RAM 内存中,当电源关闭时,设定资料仍存在内存中不会消失,除此之外系统另外提供一个EEPROM 内存可储存多组设定资料。
要将现在的设定资料储存到EEPROM 时, 请先按下‘储存’键,LCD 画面会自动切换显示第三页的资料。
此时再按下‘编辑’键,游标会出现在TYPE 字段,输入所欲储存的组别号码,然后按下‘输入’键。
现在的设定资料将全部存入该组别号码记忆内。
若该组别号码内已有资料则旧资料会被新资料所取代。
欲读出所储存的资料,请先按下‘储存’键,LCD 画面会自动切换至第三页画面,再按下‘编辑’键,游标会出现在TYPE 字段。
输入所欲读取的组别号码,然后按下‘输入’键。
现在的设定资料将被该组别号码内储存的资料所取代。
各类别BIN 累计的计数器可利用此键予与归零。
归零时请先按下此‘归零’键,然后再按‘输入’键,所有的计数器都会被归零。
点焊逆变电源使用说明书目录1. 使用注意事项 (2)1.1 安全注意事项 (3)1.2 使用前注意事项 (5)2. 概述 (5)2.1 机器的原理 (5)2.2 机器的特点 (5)2.3 技术参数 (6)3. 连接说明 (6)3.1 电源控制箱连接说明 (6)3.2 变压器箱连接说明 (7)4. 操作说明 (8)4.1 操作面板组成及其说明 (8)4.2 LCD显示屏 (8)4.2.1 显示屏及显示切换 (8)4.2.2 显示屏上的状态设定按钮 (10)4.2.3 焊接参数及其显示 (11)4.2.4 功能参数及其显示 (11)4.2.5 显示屏上的其它内容 (12)4.3 参数设定范围 (12)4.4 参数设定方法 (12)4.4.1 参数组设定 (12)4.4.2 参数值设定 (13)4.5 焊接操作 (13)5. 特别应用 (13)5.1 使用不同焊接参数 (13)5.2 双机头应用........................................................................................错误!未定义书签。
5.3 自动化应用 (13)6. 安装调试 (14)7. 一般故障处理 (15)1. 使用注意事项(1)安全上的注意使用前请熟读此「安全上的注意」,正 确使用本装置。
■为了安全使用,防止对使用者及他人造 成危害和损伤,请务必仔细阅读这些与 安全有关的注意事项。
由于任何一个都和安全都有重要关系, 因此请务必仔细阅读。
■ 各安全警示分危险、警告、注意。
警示标志的含义如下:请不要随意触摸装置的内部由于装置内部有高电压存在,随意触摸装置的内部是非常危险的。
供电电源连接插座带有高压,请不要触摸插座的连接端子。
除了我公司技术服务人员以外请不要随意触摸。
请绝对不要自行拆装、修理、改造本装置 会有触电、起火的危险。
需要检、修理时,请与经销商或本公司联系。
第11章 Manual(手动)动作目录11-1MANUAL・SWITCH功能11-2HEAD操作11-3UTILITY11-4ESCAPE11-5搬送操作11-6搬送初期化11-7LAMP操作11-8E YE UTILITY履历版 变更内容 变更日 1 初版 2010/01/0111-1 Manual・Switch(手动开关)功能在Manual Mode(手动模式)中,可以执行各actuator(驱动器)等的单体动作、Manual B’g(手动焊线)1wire 等。
11-1-1 START Switch(开始开关)执行Manual B’g(手动焊线)。
详细内容请参照「11-1-11.Manual B’g(手动焊线)」。
11-1-2 RESET Switch执行XYZ的高速原点复归。
以高速移动无法进入原点时会自动以低速找寻原点。
若全轴进入原点则移动Lead Adjust(导脚调整)。
11-1-3 ZOOM Switch按 ZOOM 开关可以放大显示影像。
(Digital Zoom 功能)每按一次 ZOOM 开关就会增加放大倍率,在最大倍率按 ZOOM 开关则回到原来的显示影像。
11-1-4 Manipulator(转盘)轴切换Switch(XY, X, Y)移动manipulator(转盘)时指定的运转轴。
将开关锁定在X则仅X轴运转,Y轴不运转。
将开关锁定在Y则X轴不运转仅Y轴运转。
将开关对准正中间的XY时,则X轴Y轴都运转。
11-1-5 Z轴动作Switch(Z.UP, Z.DOWN)转动Z軸。
将开关锁定在UP则锁定的期间Z轴上升。
将开关锁定在DOWN则锁定的期间Z轴下降。
11-1-6 US Test输出Switch(US.TEST)US的测试输出。
按着开关的期间断续地执行US输出。
11-1-7 Wire・Cut・Clamp(金线夹)・Switch(CLAMP)按着开关时,打开Wire・Cut・Clamp。
第4章 操作概要目录4-1 操作开关4-2 基本操作履历版 変更内容 変更日 1 初版 10/01/01第 4 章 操作概要4-1 操作开关在此对操作开关进行说明。
操作开关大致分为3种类。
① 转盘操作对应的轴。
② 手动开关操作经常接受的功能或使用频率高的功能。
③ 鼠标显示于画面的菜单及使用于开关类操作的指向装置。
4-1-2 手动开关手动开关里有经常接受的功能或使用频率高的功能。
⑤⑥⑧① START开关自动焊线的开始或重新开始之外,提供各种操作的开始,位置的确定,设定项目的确定等多种功能。
② PAUSE开关有暂时停止动作的功能。
自动模式中有暂时停止自动焊线的功能。
③ RESET开关有操作的中断和结束,从特定的操作中退出的功能。
④ POWER开关在断路器为ON状态时按此键,接通设备电源。
切断设备电源时,启动停止设备运转的操作。
⑤ 转盘轴转换开关(XY, X, Y)指定移动转盘时动作的轴。
开关锁定在X时,只有X轴运转,Y轴不运转。
开关锁定在Y时,X轴不运转,只有Y轴运转。
开关对准中间的XY时,X轴Y轴都运转。
⑥ Z轴动作开关(Z.UP, Z.DOWN)启动Z轴。
将开关锁定在UP时,Z轴上升。
将开关锁定在DOWN时,Z轴下降。
⑦ Heater开关 (H.U/D)使Heater Plate和工件压板上下连动。
按一次Heater Plate下降,工件压板上升并停止。
再按一次Heater Plate上升,工件压板下降并停止。
⑧ 送线开关 (W.FEED)反复送出一定量的金线。
按一次启动Wire供应装置⑨ Spark开关 (TORCH)按此键的同时按 START 键进行Spark(打火)。
即使发生了Spark Error也不会输出。
⑩ 真空开关(VACUUM)Air Tension(张力器)进行强烈的真空动作。
由于向下吸附使金线容易通过。
按着开关的期间内有效。
⑪ US测试输出开关(US.TEST)是US的Test输出。
FB900表说明书一、型号定义:FB900 F①②-③*④⑤⑥⑦/⑧⑨-⑩(11)CODE 8N-4*4NN5/A1-F801/Y“F”表示PID控制。
“①②”表示输出1和输出2类型M:继电器输出V:电压脉冲输出5:0-10V8:4-20mA N:无输出“③”表示电源电压:3为直流24VDC 4为100-240AC“④”表示继电器输出的个数“⑩”表示控制动作F带AT的PID逆动作D带AT的PID正动作A带AT的加热风冷PID动作W带AT的加热水冷PID动作“(11)” 表示入信号501 : 0-10V 701 : 0-20mA 801 : 4-20mA K40 : K型热电偶J32 : J型热电偶D35 : PT100二、尺寸说明面板尺寸为:96*96,开口尺寸为92.5*92.5,仪表厚为60。
三、操作说明(一)、在正常状态下按“ MONI ”键可以翻动显示参数(二)、在正常状态下按“ SET”键持续2秒进入基本参数设定模式菜(三)、在正常状态下按“ MODE ”键持续2秒进入运行模式菜单,进入后可按“ MODE ”或“ SET”键翻动参数和确认参数值。
(四)、在正常状态下按“ SET” + “ MODE ”键持续1秒进入准备模式菜单,进入后可按“ SET”键翻动参数和确认参数值。
(五)、在正常状态下按“ SET” + “ MODE ”键持续2秒进入工程技术模式菜单,进入后可按按加减键可以翻动子菜单按“ SET”键进入子菜单翻动参数和确认参数值。
F10参数说明(测量值参数组)F21参数说明(输入参数组)F22参数说明(远程输入)F30参数说明F41参数说明(输出1定义)F42参数说明(输出2定义)(六)、故障显示。
12-3 品种的编辑品种的编辑以current的数据为对象进行。
Current数据不存在时,不能进行品种的编辑。
品种编辑有「品种构成」(COMP)与「对位」(ALI)2种。
「品种编辑」(EDIT)中品种构成在「HYBRID」时有8种,「STANDARD」时有6种功能。
「HYBRID」 「STANDARD」「对位」(ALI)有如下5种功能。
12-3-1 Lead Adjust(位置对位)的变更Lead Adjust(位置对位)的变更有通过teaching(Lead,Pad)或直接输入变更值的方法。
Lead Adjust(位置对位)的变更对象有如下4种。
[ DEVICE ] : 变更品种的所有Lead Adjust(位置对位)。
[ CHIP ] : 变更current(目前)芯片的Lead Adjust(位置对位)。
[ GROUP ] : 变更current(目前)Group的Lead Adjust(位置对位)。
[ UNIT ] : 变更current(目前)UNIT的Lead Adjust(位置对位)。
※此开关每按一次cyclic(循环)转换。
[GROUP][UNIT]仅限于品种数据的构成为「HYBRID」时才能选择。
Lead Adjust(位置对位)的变更方法有如下4种。
[ L_ALI ] : 以Lead第1个对位点为基准,进行Lead Adjust(位置对位)的变更。
[ P_ALI ] : 以Pad第1个对位点为基准,进行Lead Adjust(位置对位)的变更。
[ B'g POS ] : 以Lead属性的焊线点位基准,进行Lead Adjust(位置对位)的变更。
[ KEYINPUT ] : 直接输入Lead Adjust(位置对位)的数值。
对象group的选择有,如下2种(group的选择)[GROUP][UNIT] 仅限于品种数据的构成为「HYBRID」时才能选择。
[ GROUP + ] : 选择下一个group。
[ GROUP - ] : 选择上一个group。
对象芯片的选择有,如下2种(芯片的选择)[ CHIP + ] : 选择下一个芯片。
[ CHIP - ] : 选择上一个芯片。
对象Wire的选择有如下3种。
(Wire的选择)FOR 开关 : 选择下一个Wire 。
REV 开关 : 选择上一个Wire。
# 开关 : 可以直接指定Wire编号。
移动camera到Lead第1个对位点,以此为基准变更Lead Adjust(位置对位)。
① 选择变更对象的Lead Adjust(位置对位)。
[ DEVICE ] :变更品种的所有Lead Adjust(位置对位)。
[ CHIP ] :变更current(目前)芯片的Lead Adjust(位置对位)。
[ GROUP ] :变更current(目前)Group的Lead Adjust(位置对位)。
[ UNIT ] :变更current(目前)UNIT的Lead Adjust(位置对位)。
② 用手动操作把十字线对准Lead第1个对位点,按 START 开关,更新Lead Adjust(位置对位)。
③ 按 ENTER 开关,返回上一个选单。
已更新Lead Adjust(位置对位)时,按 ESC RESET 开关,出现是否要取消的提示。
按[ YES ]键,从memory中load品种数据,把目前的数据复原。
按[ NO ]键,直接返回上一个选单。
※品种数据中,Lead的对位点不存在时,不能进行此操作。
此时,显示屏画面出现如下提示。
移动camera到Pad第1个对位点,以此为基准变更Lead Adjust(位置对位)。
① 选择变更对象的Lead Adjust(位置对位)。
[ DEVICE ] : 变更品种的所有Lead Adjust(位置对位)。
[ CHIP ] : 变更current(目前)芯片的Lead Adjust(位置对位)。
[ GROUP ] : 变更current(目前)Group的Lead Adjust(位置对位)。
[ UNIT ] : 变更current(目前)UNIT的Lead Adjust(位置对位)。
② 用Manipulator(转盘)将十字线对位到pad第1个对位点,按 START 键,更新Lead Adjust(位置对位)。
③ 按 ENTER 键,返回上一个选单。
已更新Lead Adjust(位置对位)后,按 ESC 、 RESET 开关,出现是否要取消的提示。
按[ YES ]键,从memory中load品种数据,把目前的数据复原。
按[ NO ]键,直接返回上一个选单。
(3)以[ B'g POS ]来变更camera移动到除了现在的Wire号码之外,第一个发现的Lead焊点上,已此为基准变更Lead Adjust (位置对位)。
在此选单中 FOR / REV 开关有效。
按 FOR 开关 : 选择下一个Wire 。
按 REV 开关 : 选择前一个Wire 。
按 # 开关 : 可以直接指定Wire编号。
① 请选择变更对象的Lead Adjust(位置对位)。
[ DEVICE ] : 变更品种的所有Lead Adjust(位置对位)。
[ CHIP ] : 变更current(目前)芯片的Lead Adjust(位置对位)。
[ GROUP ] : 变更current(目前)Group的Lead Adjust(位置对位)。
[ UNIT ] : 变更current(目前)UNIT的Lead Adjust(位置对位)。
② 用手动操作,将十字线对位到Lead焊点,按 START 键,更新Lead Adjust(位置对位)。
③ 按 ENTER 键,返回上一个选单。
已更新Lead Adjust(位置对位)后,按 ESC 、 RESET 开关,出现是否要取消的提示。
按[ YES ]键,从memory中load品种数据,把目前的数据复原。
按[ NO ]键,直接返回上一个选单。
※品种数据中,持有Lead属性的焊点的Wire不存在时,不能进行此操作。
此时,显示屏画面出现如下提示。
(4)以直接输入来变更按 KEYINPUT 开关,可以直接输入Lead Adjust(位置对位)的X、Y坐标值。
① 请直接输入X,Y坐标值。
已输入的Lead Adjust(位置对位)值对已设定的 [ DEVICE ]/[ CHIP ]而变更。
② 按 ESC 、 RESET 开关,返回原来的画面。
12-3-2 Unit编辑Unit编辑中,对于目前的unit可以进行unit类型的变更,新作成。
品种新作成时即使unit数设置为「1」,用此操作可以作成多数的unit数中不同的unit类型的品种。
此时的unit数是目前搬送数据的unit数(pitch数)直接成为unit数。
要进行编辑的unit编号是现在的pitch编号。
当前unit的unit类型编号显示在最上端的Cell内,现在的品种数据内的各unit类型编号显示在其下方。
使用「MORE」开关可以转换以后的unit的显示。
目前unit转换成其他的已存unit类型时,指定其unit类型的编号。
按「NEW」键进行新unit类型的teaching。
使用已存的unit类型时,对此unit的「unit基准位置」进行对位。
执行新unit类型的teaching时,「输入unit信息」以及之后的品种作成操作。
详细内容请参照「12-4-1-(6)unit信息的输入」。
12-3-3 Group(群组)的编辑在Group(群组)的编辑中,可进行group的插入,追加,删除。
上一页选单中选择「Group(群组)的编辑」,自动进行对位,移动到pad的第一个对位点。
[ SELECT ] : 选择Group类型。
[ NEW TEACH ] : 插入或追加新的Group(群组)。
[ INSERT ] : 插入Group。
[ APPEND ] : 追加Group。
[ COPY/GRID ] : 用COPY/GRID功能追加Group。
[ DELETE ] : 删除Group。
(1)Group(群组)的插入(INSERT)Group的插入是,在目前的Group编号中作成新的Group。
before after(2)Group 的追加(APPEND)Group 的追加是,在目前的Group 编号之后作成下一个Group。
(3)使用COPY/GRID功能追加Group用COPY/GRID功能追加Group时,已teaching 的最终Group 之后使用COPY/GRID功能追加Group。
不能再已teaching 的Group 的中途使用COPY/GRID功能追加/插入Group。
(4)删除Group(DELETE)Group 的删除是,删除目前的Group 编号的pitch。
beforeafter Group beforeafter(5)Group的插入(已存Group类型时)目前的Group编号中作成新的Group。
① 选择要插入的Group,按 INSERT 开关。
② 执行 Group的插入时,显示如下的提示。
要把已选择的Group类型直接插入时选择「1」。
要把已选择的Group类型作为新的Group类型插入时选择「2」。
此时,已选择的Group类型内的芯片数,芯片位置, Group对位位置,对位pattern等与原来的Group相同,只是把更新了Group类型编号的Group插入。
③ 上一页提示中选择了「插入新的类型」时,会出现关于此Group内的芯片的提示。
直接使用复制前的Group类型内的芯片时选择「1」。
把复制前的Group类型内的芯片更换成新的芯片类型时选择「2」。
此时,变更后的芯片的Wire 数,焊线位置,芯片的对位位置,对位pattern等与原来的芯片相同,只是变更了芯片类型编号的新芯片。
④ 把十字线对准要插入的Group的基准位置(有对位点时第一个对位点)。
按 START 键,插入Group并返回原来的画面。
按 RESET 键,取消动作。
(6)Group的插入 (NEW TEACH时)目前的Group编号中作成新的Group 。
① 选择[NEW TEACH]键,再按 [INSERT]键。
② 输入要插入的Group的信息。
・对位点数(Group)Group的对位点数可设定0点、1点、2点、4点。
指定0点时不执行Group Lead(群组导脚)的对位。
选择1点时进行XY方向的偏移量。
选择2点时进行XY方向与θ方向的修正。
选择4点时进行由于XY方向、θ方向、受热影响引起的膨胀的修正。
・不良Mark的检知不良Mark可以在0~4点范围内设定。
请在各Group的同一个位置标上不良Mark。