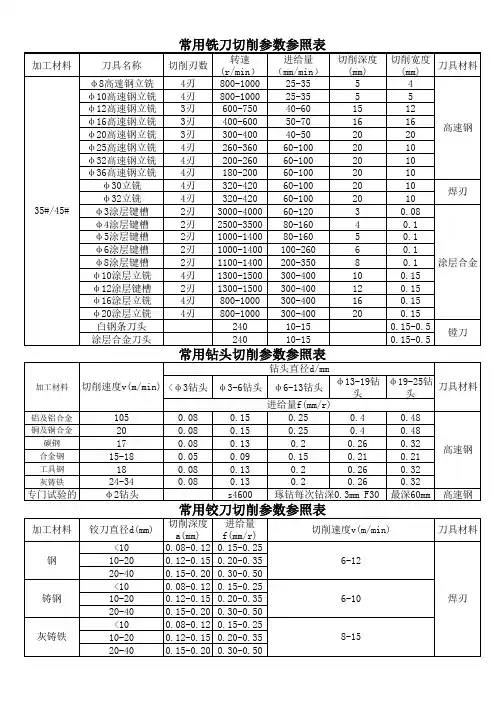
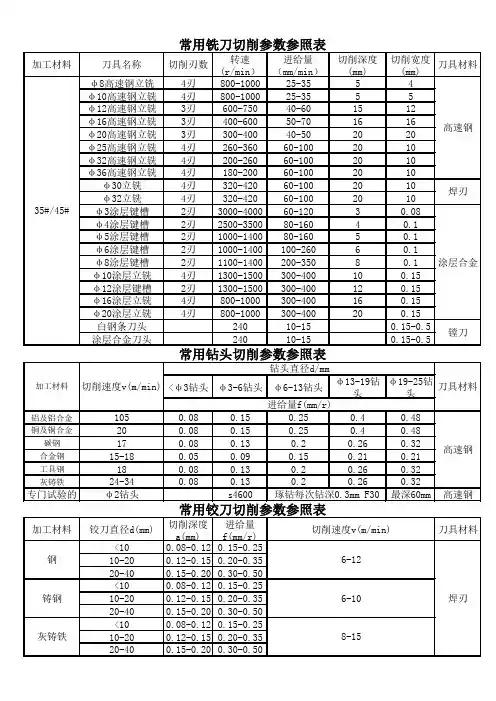
铣刀加工参数表
- 格式:xlsx
- 大小:10.73 KB
- 文档页数:2

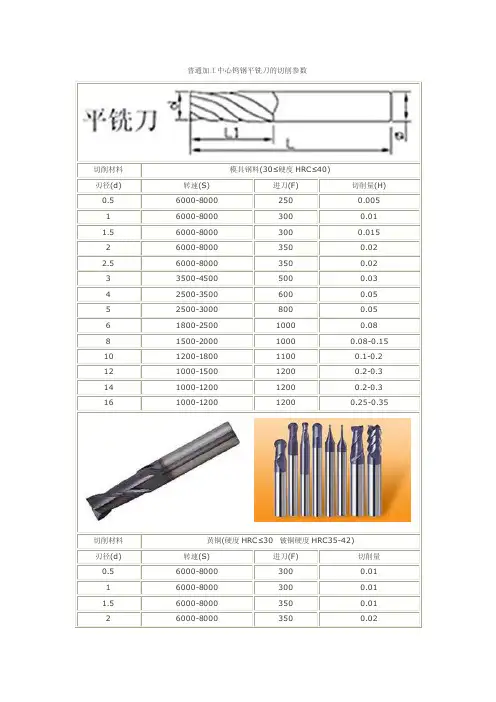
铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。

铣刀直壁加工注意事项铣刀主要用于直壁加工及清根,两刃铣刀也可用于非铁金属材料的底刃粗加工,两刃硬质合金涂层铣刀在高速加工中心用于侧刃粗加工(大切深0.5D )及侧刃光刀清根,在直壁加工时因使用方式不统一,造成加工质量不能满足要求。
现对于铣刀作出以下使用说明:一. 铣刀类型及规格类型:整体合金铣刀;焊刃铣刀;高速钢铣刀;石墨铣刀;硬质合金涂层铣刀(高速铣刀)刀具规格刀具类型刀牌型号刀柄直径齿数刀具直径刀具长度避空距离刀刃长度最大加工深度精度推荐用途备注E15.5合金刀WALTER 16415.5150805580-0.02铜电极刀库,钢件加工代替E16R0四刃合金铣刀重修磨刀具E12合金刀STM 1241275502250-0.02铜电极刀库,钢件加工改造刀具E12合金刀钻石1241290554055-0.02精加工/暂时无刀。
改造刀具E10合金刀钻石1041090504050-0.02钢件加工改造刀具E10合金刀STM 1041064352035-0.02钢件加工改造刀具E32焊接式品鼎32432200110100110-0.02钢件加工E25焊接式中航2542520011070110-0.02钢件加工改造刀具E20焊接式中航20420175906090-0.02钢件加工改造刀具E20高速钢STK 2042014510070100-0.02铜电极刀库改造刀具E20高速钢STK 20220115604560-0.02钢件加工改造刀具E12高速钢STK 1221280503050-0.02铜电极刀库,钢件加工改造刀具E10高速钢STK 1021070402540-0.02钢件加工改造刀具E8高速钢STK 82865352035-0.02钢件加工E6高速钢STK 62660301530-0.02钢件加工改造刀具E20石墨刀HITACHI 20420150806080-0.02E16石墨刀库存消耗完后替代使用E16石墨刀HITACHI 16416150806080-0.02石墨刀库用E12高速铣刀OSG 1221275222222-0.02高速加工中心用,侧刃光刀,清根严禁使用底刃粗加工E12高速铣刀神钢1221275222222-0.02高速加工中心用,侧刃光刀,清根E10高速铣刀OSG 1021070222222-0.02高速加工中心用,侧刃光刀,清根E8高速铣刀OSG 82860161616-0.02高速加工中心用,侧刃光刀,清根E6高速铣刀OSG62650131313-0.02高速加工中心用,侧刃光刀,清根二. 根据加工深度选择刀具优先选用大直径刀具,但要考虑刀具刃长,避免刀刃上下不等量磨损加工直壁40mm以內深度用D10;加工直壁40-50mm深度用D12;加工直壁50-80mm深度用D15.5;加工直壁60-90mm深度优选用D20;加工直壁70-100mm深度用D25;加工直壁100-110mm深度用D32;三.刀加工直壁注意事项:1.考虑刀具刃长,加工须分段加工,每次切深不能超过刀刃长度,推荐值为1.5D;2.程序编制要求刀路顺铣;3.精加工前,操作工须准确在机测刀并进行补偿;4.加工时优先选用风冷(干式切削),尽管切削液在润滑的情况下能获得更好的表面质量,但也存在让刀问题造成难以加工到位;5.严禁侧面底面同时加工,加工侧面深度让出底面0.05~0.1mm;6.侧面加工刀具刀刃可能有0.5x45°倒角,如须清出R0角请特殊注明。
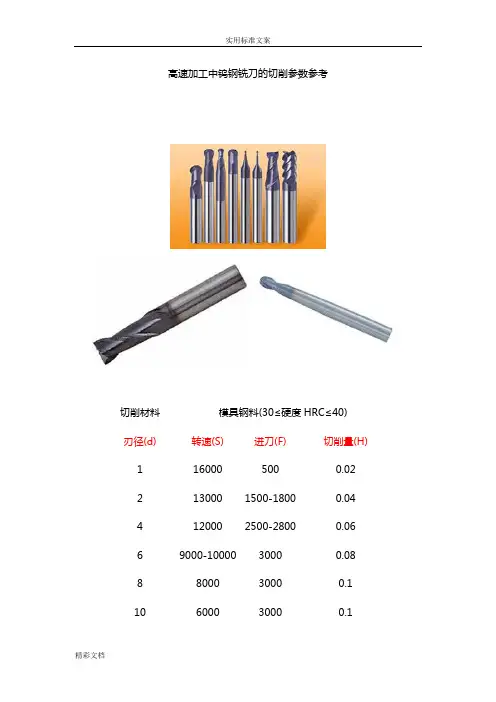
高速加工中钨钢铣刀的切削参数参考
切削材料模具钢料(30≤硬度HRC≤40)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 500 0.02
2 13000 1500-1800 0.04
4 12000 2500-2800 0.06
6 9000-10000 3000 0.08
8 8000 3000 0.1
10 6000 3000 0.1
12 5000 3500 0.12-0.15
切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)
刃径(d) 转速(S) 进刀(F) 切削量(H)
1 16000 800-1000 0.03-0.05
2 14000 1800-2000 0.07-0.08
4 13000 2500 0.1-0.15
6 12000 2800-3000 0.3
8 8000 3000-3500 0.3
10 7000 3500 0.4
12 6500-7000 3500 0.4
注解:
1、以上参数是以高速加工中(主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
硬质合金铣刀加工铝工艺参数表摘要:一、硬质合金铣刀简介二、硬质合金铣刀加工铝的工艺参数三、工艺参数对铣刀加工效果的影响四、总结正文:硬质合金铣刀加工铝工艺参数表硬质合金铣刀是一种用于铣削加工的高性能刀具,由于其具有较高的硬度和耐磨性,因此在加工铝等有色金属材料时表现出色。
为了获得最佳的加工效果,需要根据具体的加工条件选择合适的硬质合金铣刀,并设置合适的工艺参数。
一、硬质合金铣刀简介硬质合金铣刀是由钨钴等金属粉末与钴粉末混合后,通过压制、烧结等工艺制成的一种刀具。
它具有较高的硬度、耐磨性和红硬性,适用于高速切削和铣削加工。
二、硬质合金铣刀加工铝的工艺参数1.铣刀的选择根据铝材料的性质,选择合适的硬质合金铣刀,如球头铣刀、圆鼻铣刀等。
2.铣削速度铣削速度是影响加工效果的重要参数,一般情况下,铣削速度越高,加工效率越高,但同时容易产生刀具磨损和工件表面粗糙度较大。
因此,需要根据实际加工条件选择合适的铣削速度。
3.进给速度进给速度是指刀具在加工过程中的移动速度,它影响着加工表面的质量和刀具的磨损情况。
进给速度过快容易导致刀具磨损加剧,进给速度过慢则会影响加工效率。
4.切削深度切削深度是指每次铣削时刀具切削的深度,它影响着加工的效率和刀具的磨损情况。
切削深度过大容易导致刀具磨损加剧,切削深度过小则会影响加工效率。
5.刀具的磨损和更换在加工过程中,刀具会逐渐磨损,当磨损达到一定程度时,需要及时更换刀具,以保证加工效果和加工效率。
三、工艺参数对铣刀加工效果的影响合适的工艺参数能够提高硬质合金铣刀加工铝的效果,降低刀具磨损,提高加工效率。
例如,选择适当的铣刀类型、合理设置铣削速度和进给速度,可以有效降低工件表面粗糙度,提高加工质量。
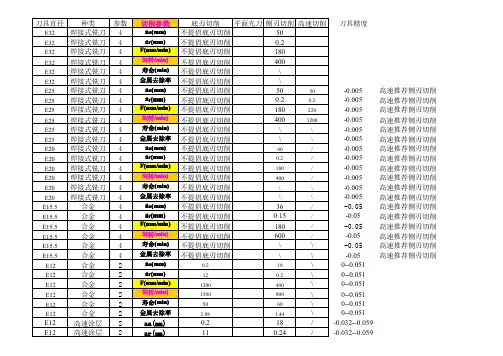
刀具直径种类参数切削参数底刃切削平面光刀侧刃切削高速切削刀具精度E32焊接式铣刀4a a(mm)不提倡底刃切削50E32焊接式铣刀4a r(mm)不提倡底刃切削0.2E32焊接式铣刀4F(mm/min)不提倡底刃切削180E32焊接式铣刀4S(转/min)不提倡底刃切削400E32焊接式铣刀4寿命(min)不提倡底刃切削\E32焊接式铣刀4金属去除率不提倡底刃切削\E25焊接式铣刀4a a(mm)不提倡底刃切削5050-0.005高速推荐侧刃切削E25焊接式铣刀4a r(mm)不提倡底刃切削0.20.2-0.005高速推荐侧刃切削E25焊接式铣刀4F(mm/min)不提倡底刃切削180220-0.005高速推荐侧刃切削E25焊接式铣刀4S(转/min)不提倡底刃切削4001200-0.005高速推荐侧刃切削E25焊接式铣刀4寿命(min)不提倡底刃切削\\-0.005高速推荐侧刃切削E25焊接式铣刀4金属去除率不提倡底刃切削\\-0.005高速推荐侧刃切削E20焊接式铣刀4a a(mm)不提倡底刃切削40/-0.005高速推荐侧刃切削E20焊接式铣刀4a r(mm)不提倡底刃切削0.2/-0.005高速推荐侧刃切削E20焊接式铣刀4F(mm/min)不提倡底刃切削180/-0.005高速推荐侧刃切削E20焊接式铣刀4S(转/min)不提倡底刃切削400/-0.005高速推荐侧刃切削E20焊接式铣刀4寿命(min)不提倡底刃切削\\-0.005高速推荐侧刃切削E20焊接式铣刀4金属去除率不提倡底刃切削\\-0.005高速推荐侧刃切削E15.5合金4a a(mm)不提倡底刃切削36/-0.05高速推荐侧刃切削E15.5合金4a r(mm)不提倡底刃切削0.15/-0.05高速推荐侧刃切削E15.5合金4F(mm/min)不提倡底刃切削180/-0.05高速推荐侧刃切削E15.5合金4S(转/min)不提倡底刃切削600/-0.05高速推荐侧刃切削E15.5合金4寿命(min)不提倡底刃切削\\-0.05高速推荐侧刃切削E15.5合金4金属去除率不提倡底刃切削\\-0.05高速推荐侧刃切削 E12合金2a a(mm)0.218\0--0.051E12合金2a r(mm)120.2\0--0.051E12合金2F(mm/min)1200400\0--0.051E12合金2S(转/min)1500800\0--0.051E12合金2寿命(min)5060\0--0.051E12合金2金属去除率 2.88 1.44\0--0.051E12高速涂层2aa(mm)0.218/-0.032--0.059E12高速涂层2ar(mm)110.24/-0.032--0.059E12高速涂层2F(mm/min)20001200/-0.032--0.059E12高速涂层2S(转/min)20005000/-0.032--0.059E12高速涂层2寿命(min)60120/-0.032--0.059E12高速涂层2金属去除率 4.4 5.184/-0.032--0.059E12合金4aa(mm)0.218/-0.01--0.05E12合金4ar(mm)8.40.2/-0.01--0.05E12合金4F(mm/min)1400300\-0.01--0.05E12合金4S(转/min)1400800\-0.01--0.05E12合金4寿命(min)4060\-0.01--0.05E12合金4金属去除率 2.016 1.08\-0.01--0.05E12高速涂层4a a(mm)不提倡底刃切削18/-0.032--0.059高速推荐侧刃切削E12高速涂层4a r(mm)不提倡底刃切削0.6/-0.032--0.059高速推荐侧刃切削E12高速涂层4F(mm/min)不提倡底刃切削145/-0.032--0.059高速推荐侧刃切削E12高速涂层4S(转/min)不提倡底刃切削1450/-0.032--0.059高速推荐侧刃切削E12高速涂层4寿命(min)不提倡底刃切削60/-0.032--0.059高速推荐侧刃切削E12高速涂层4金属去除率不提倡底刃切削 1.566/-0.032--0.059高速推荐侧刃切削 E10合金2a a(mm)0.215\0--0.051E10合金2a r(mm)100.2\0--0.051E10合金2F(mm/min)1000450\0--0.051E10合金2S(转/min)1400950\0--0.051E10合金2寿命(min)5060\0--0.051E10合金2金属去除率20.9\0--0.051E10高速涂层2aa(mm)0.215/-0.025--0.047E10高速涂层2ar(mm)80.2/-0.025--0.047E10高速涂层2F(mm/min)14001200/-0.025--0.047E10高速涂层2S(转/min)20005500/-0.025--0.047E10高速涂层2寿命(min)60150/-0.025--0.047E10高速涂层2金属去除率 2.24 3.6/-0.025--0.047E10合金4aa(mm)0.215\-0.01--0.05E10合金4ar(mm)100.2\-0.01--0.05E10合金4F(mm/min)800400\-0.01--0.05E10合金4S(转/min)1200800\-0.01--0.05E10合金4寿命(min)4060\-0.01--0.05E10合金4金属去除率 1.6 1.2\-0.01--0.05E10高速涂层4a a(mm)不提倡底刃切削15/-0.025--0.047高速推荐侧刃切削E10高速涂层4a r(mm)不提倡底刃切削0.5/-0.025--0.047高速推荐侧刃切削E10高速涂层4F(mm/min)不提倡底刃切削145/-0.025--0.047高速推荐侧刃切削E10高速涂层4S(转/min)不提倡底刃切削1750/-0.025--0.047高速推荐侧刃切削E10高速涂层4寿命(min)不提倡底刃切削60/-0.025--0.047高速推荐侧刃切削E10高速涂层4金属去除率不提倡底刃切削 1.087/-0.025--0.047高速推荐侧刃切削E8合金2a a(mm)0.1512/0--0.051E8合金2a r(mm)80.15/0--0.051E8合金2F(mm/min)900300\0--0.051E8合金2S(转/min)1500950\0--0.051E8合金2寿命(min)4050\0--0.051E8合金2金属去除率 1.0080.54\0--0.051E8高速涂层2aa(mm)0.20.0512/-0.025--0.047E8高速涂层2ar(mm)540.2/-0.025--0.047E8高速涂层2F(mm/min)12002001100/-0.025--0.047E8高速涂层2S(转/min)220015006000/-0.025--0.047E8高速涂层2寿命(min)60120/-0.025--0.047E8高速涂层2金属去除率 1.2 2.64/-0.025--0.047E8合金4aa(mm)0.1512/-0.01--0.03E8合金4ar(mm)80.15/-0.01--0.03E8合金4F(mm/min)600300/-0.01--0.03E8合金4S(转/min)1200900/-0.01--0.03E8合金4寿命(min)3030/-0.01--0.03E8合金4金属去除率0.720.54/-0.01--0.03E8高速涂层4a a(mm)不提倡底刃切削12/-0.025--0.047高速推荐侧刃切削E8高速涂层4a r(mm)不提倡底刃切削0.8/-0.025--0.047高速推荐侧刃切削E8高速涂层4F(mm/min)不提倡底刃切削145/-0.025--0.047高速推荐侧刃切削E8高速涂层4S(转/min)不提倡底刃切削2200/-0.025--0.047高速推荐侧刃切削E8高速涂层4寿命(min)不提倡底刃切削50/-0.025--0.047高速推荐侧刃切削E8高速涂层4金属去除率不提倡底刃切削 1.39/-0.025--0.047高速推荐侧刃切削E6合金2a a(mm)0.159\0--0.051E6合金2a r(mm)60.1\0--0.051E6合金2F(mm/min)1000280\0--0.051E6合金2S(转/min)15001600\0--0.051E6合金2寿命(min)4040\0--0.051E6合金2金属去除率0.90.252\0--0.051E6高速涂层2aa(mm)0.20.059/-0.02--0.038E6高速涂层2ar(mm)530.2/-0.02--0.038E6高速涂层2F(mm/min)12002001400/-0.02--0.038E6高速涂层2S(转/min)2200180010000/-0.02--0.038E6高速涂层2寿命(min)6090/-0.02--0.038E6高速涂层2金属去除率 1.2 2.52/-0.02--0.038E6合金4aa(mm)0.159/-0.01--0.03E6合金4ar(mm)60.1/-0.01--0.03E6合金4F(mm/min)600300/-0.01--0.03E6合金4S(转/min)15001200/-0.01--0.03E6合金4寿命(min)3030\-0.01--0.03E6合金4金属去除率0.540.27\-0.01--0.03E6高速涂层4a a(mm)不提倡底刃切削9/-0.025--0.047高速推荐侧刃切削E6高速涂层4a r(mm)不提倡底刃切削0.6/-0.025--0.047高速推荐侧刃切削E6高速涂层4F(mm/min)不提倡底刃切削145/-0.025--0.047高速推荐侧刃切削E6高速涂层4S(转/min)不提倡底刃切削2950/-0.025--0.047高速推荐侧刃切削E6高速涂层4寿命(min)不提倡底刃切削50/-0.025--0.047高速推荐侧刃切削E6高速涂层4金属去除率不提倡底刃切削0.783/-0.025--0.047高速推荐侧刃切削E5合金2a a(mm)0.157.5/0--0.051E5合金2a r(mm)50.1/0--0.051E5合金2F(mm/min)800200/0--0.051E5合金2S(转/min)16001900/0--0.051E5合金2寿命(min)4030\0--0.051E5合金2金属去除率0.60.15\0--0.051E5高速涂层2aa(mm)0.20.2/-0.02--0.038E5高速涂层2ar(mm)44/-0.02--0.038E5高速涂层2F(mm/min)10001000/-0.02--0.038E5高速涂层2S(转/min)25002500/-0.02--0.038E5高速涂层2寿命(min)5050/-0.02--0.038E5高速涂层2金属去除率0.80.8/-0.02--0.038 E4合金2a a(mm)0.160.10--0.051 E4合金2a r(mm)40.10.10--0.051 E4合金2F(mm/min)80020012000--0.051 E4合金2S(转/min)2000190060000--0.051 E4合金2寿命(min)3040600--0.051 E4合金2金属去除率0.320.120--0.051 E4高速涂层2aa(mm)0.150.055/-0.02--0.038 E4高速涂层2ar(mm)420.1/-0.02--0.038 E4高速涂层2F(mm/min)800175600/-0.02--0.038 E4高速涂层2S(转/min)400024008000/-0.02--0.038 E4高速涂层2寿命(min)5090/-0.02--0.038 E4高速涂层2金属去除率0.480.3/-0.02--0.038 E4合金4aa(mm)0.16/-0.02E4合金4ar(mm)40.1/-0.02E4合金4F(mm/min)550300/-0.02E4合金4S(转/min)20002400/-0.02E4合金4寿命(min)2020\-0.02E4合金4金属去除率0.220.18\-0.02E3合金2a a(mm)0.1 4.50.050--0.051 E3合金2a r(mm)30.050.10--0.051 E3合金2F(mm/min)60025010000--0.051 E3合金2S(转/min)2600230060000--0.051 E3合金2寿命(min)3040400--0.051 E3合金2金属去除率0.180.0560--0.051 E3高速涂层2aa(mm)0.150.055/-0.014--0.028 E3高速涂层2ar(mm)3 1.50.15/-0.014--0.028 E3高速涂层2F(mm/min)65015080/-0.014--0.028 E3高速涂层2S(转/min)550024003700/-0.014--0.028 E3高速涂层2寿命(min)4060/-0.014--0.028 E3高速涂层2金属去除率0.290.375/-0.014--0.028 E3合金4aa(mm)0.1 4.5/\E3合金4ar(mm)30.05/\E3合金4F(mm/min)420240/\E3合金4S(转/min)26003000/\E3合金4寿命(min)2020\\E3合金4金属去除率0.1260.054\\E2合金2aa(mm)0.05\\-0.014--0.280.1 E2合金2ar(mm)1\\-0.014--0.28 1.5 E2合金2F(mm/min)500\\-0.014--0.281000 E2合金2S(转/min)3000\\-0.014--0.2810000 E2合金2寿命(min)\\\-0.014--0.2840E2合金2金属去除率\\\-0.014--0.28以上为高速直线(或R 转角加工)加工不踩刀E2涂层沟槽 2aa(mm)0.05\0.02-0.014--0.280.1 E2涂层沟槽 2ar(mm)2\0.05-0.014--0.28 1.5 E2涂层沟槽 2F(mm/min)450\1000-0.014--0.281000 E2涂层沟槽 2S(转/min)8900\7600-0.014--0.2810000 E2涂层沟槽 2寿命(min)40\40-0.014--0.2840E2涂层沟槽 2金属去除率以上为高速直线(或R 转角加工)加工不踩刀E1.5涂层沟槽 2aa(mm)0.04\0.02-0.014--0.280.08 E1.5涂层沟槽 2ar(mm)1\0.05-0.014--0.281 E1.5涂层沟槽 2F(mm/min)600\800-0.014--0.28800 E1.5涂层沟槽 2S(转/min)11500\11500-0.014--0.2812000 E1.5涂层沟槽 2寿命(min)30\40-0.014--0.2830E1.5涂层沟槽 2金属去除率0.028\0.028-0.014--0.28以上为高速直线(或R 转角加工)加工不踩刀E1涂层沟槽 2aa(mm)0.04\0.02-0.014--0.28 E1涂层沟槽 2ar(mm)0.5\0.04-0.014--0.28 E1涂层沟槽 2F(mm/min)400\600-0.014--0.28 E1涂层沟槽 2S(转/min)15000\15000-0.014--0.28 E1涂层沟槽 2寿命(min)30\20-0.014--0.28 E1涂层沟槽 2金属去除率0.06\0.02-0.014--0.28。
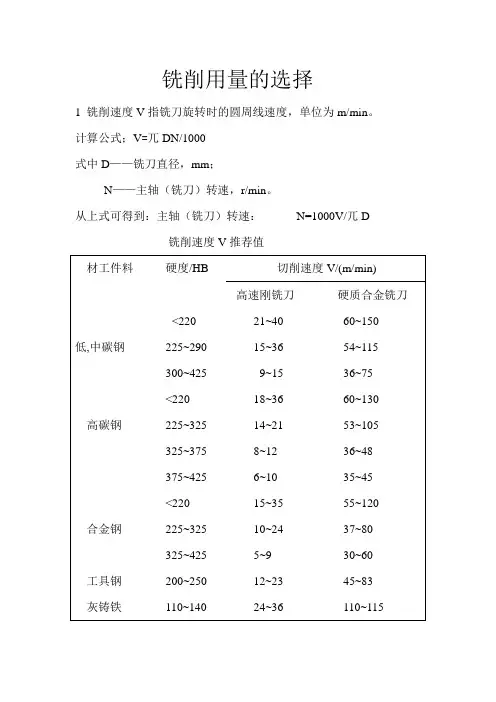
铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。
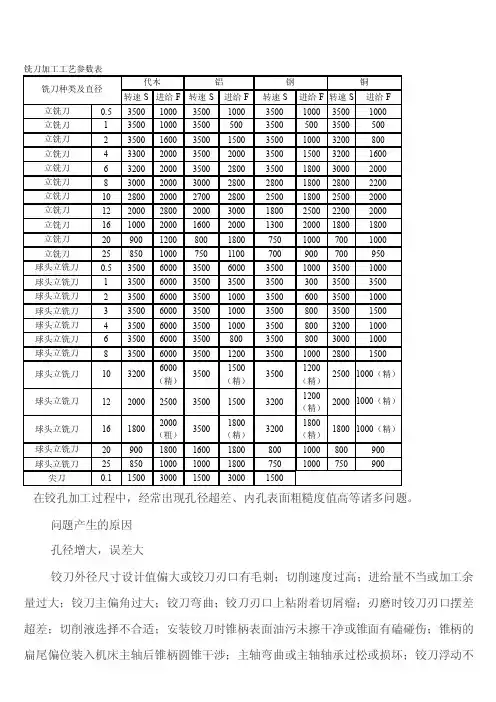
在铰孔加工过程中,经常出现孔径超差、内孔表面粗糙度值高等诸多问题。
问题产生的原因孔径增大,误差大铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大;铰刀弯曲;铰刀刃口上粘附着切屑瘤;刃磨时铰刀刃口摆差超差;切削液选择不合适;安装铰刀时锥柄表面油污未擦干净或锥面有磕碰伤;锥柄的扁尾偏位装入机床主轴后锥柄圆锥干涉;主轴弯曲或主轴轴承过松或损坏;铰刀浮动不灵活;与工件不同轴;手铰孔时两手用力不均匀,使铰刀左右晃动。
孔径缩小铰刀外径尺寸设计值偏小;切削速度过低;进给量过大;铰刀主偏角过小;切削液选择不合适;刃磨时铰刀磨损部分未磨掉,弹性恢复使孔径缩小;铰钢件时,余量太大或铰刀不锋利,易产生弹性恢复,使孔径缩小;内孔不圆,孔径不合格。
铰出的内孔不圆铰刀过长,刚性不足,铰削时产生振动;铰刀主偏角过小;铰刀刃带窄;铰孔余量偏;内孔表面有缺口、交叉孔;孔表面有砂眼、气孔;主轴轴承松动,无导向套,或铰刀与导向套配合间隙过大;由于薄壁工件装夹过紧,卸下后工件变形。
孔的内表面有明显的棱面铰孔余量过大;铰刀切削部分后角过大;铰刀刃带过宽;工件表面有气孔、砂眼;主轴摆差过大。
内孔表面粗糙度值高切削速度过高;切削液选择不合适;铰刀主偏角过大,铰刀刃口不在同一圆周上;铰孔余量太大;铰孔余量不均匀或太小,局部表面未铰到;铰刀切削部分摆差超差、刃口不锋利,表面粗糙;铰刀刃带过宽;铰孔时排屑不畅;铰刀过度磨损;铰刀碰伤,刃口留有毛刺或崩刃;刃口有积屑瘤;由于材料关系,不适用于零度前角或负前角铰刀。
铰刀的使用寿命低铰刀材料不合适;铰刀在刃磨时烧伤;切削液选择不合适,切削液未能顺利地流动切削处;铰刀刃磨后表面粗糙度值太高。
铰出的孔位置精度超差导向套磨损;导向套底端距工件太远;导向套长度短、精度差;主轴轴承松动。
铰刀刀齿崩刃铰孔余量过大;工件材料硬度过高;切削刃摆差过大,切削负荷不均匀;铰刀主偏角太小,使切削宽度增大;铰深孔或盲孔时,切屑太多,又未及时清除;刃磨时刀齿已磨裂。
数控加工参数表 The manuscript was revised on the evening of 2021一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(单位:m/min)二、进给速度V f (mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,f z越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f z就越小。
1.铣削加工表2 铣刀每齿进给量f z (单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。