生产计划and物料需求表
- 格式:xls
- 大小:340.50 KB
- 文档页数:2
mrp计算原理:根据主生产计划(mps)、库存计划、物料清单(bom),制定物料需求计划(mrp) 主要公式:毛需求量=独立需求量+相关需求量计划库存量=上期期末库存量+本期订单产出量+本期预计入库量—毛需求量净需求量=本期毛需求量—上期库存量-本期预计入库量+安全库存量 bom中各物料的数量关系高层次与其下一层在数量上的倍数关系,由下一层旁边括号内的数字决定.例如:a b┌───┼───┐ ┌───┼───┐ d(1)e(2) c(1) e(1) f(2) c(1)┌─┴─┐ ┌─┴─┐ ┌─┴─┐ e(1)f(1) f(2) d(1) f(2)d(1)┌─┴─┐ ┌─┴─ e(1) f(1)e(1) f(1) c、d、e、f的相关需求关系式为: c=a+b d=a+c e=2a+b+df=2b+d+2c计算mrp时注意三个问题 1。
是否有安全库存 2.是否有批量限制 3。
提前期是多少例题1:已知1个a由2个b和1个c组成,1个b由1个d和1个c组成,各物料的提前期均为1周,下表是客户对产品a的订单需求表,运用mrp求a产品的物料需求计划.例题2。
某家具公司组装餐桌,具体部件包括4个桌腿和1个桌面,提前期分别为2周和3周,组装需要1周的时间,公司接到40张餐桌的订单,需要在第5周交货,另外70张要在第7周交货,当前库存中有6张完工的餐桌,80张桌腿和44张桌面,请利用mrp求出公司的订货计划.练习题:主生产计划:bom:库存信息以及提前期:物料的需求计划:例题3:某厂生产产品x,产品x的需求量见表1,并已知安全库存为3件,批量为25件,投入提前期为1周,期初库存为8件,期初计划到货为20件。
1件产品x需要2个部件y,并已知部件y每周作为备件外售需要量为4件,安全库存为12件,批量为60件,投入提前期为1周,期初库存为18件,计划第1周入库50件,试用mrp方法编制x和部件y的生产作业计划。
表1 产品x的需求量篇二:mrp计算题mrp库存管理练习题1、购买零件a的前置时间是4周,零件a现有数量为22件,另外在第4周的预计到达量为20件,今后8周对零件a的需求量如表6-31所示。

mrp计算原理:根据主生产计划(mps)、库存计划、物料清单(bom),制定物料需求计划(mrp) 主要公式:毛需求量=独立需求量+相关需求量 计划库存量=上期期末库存量+本期订单产出量+本期预计入库量-毛需求量 净需求量=本期毛需求量-上期库存量-本期预计入库量+安全库存量 bom中各物料的数量关系 高层次与其下一层在数量上的倍数关系,由下一层旁边括号内的数字决定。
例如: ab┌───┼───┐┌───┼───┐ d(1) e(2) c(1) e(1) f(2) c(1) ┌─┴─┐ ┌─┴─┐ ┌─┴─┐ e(1) f(1) f(2) d(1) f(2) d(1) ┌─┴─┐ ┌─┴─ e(1) f(1) e(1) f(1) c、d、e、f的相关需求关系式为: c=a+b d=a+ce=2a+b+d f=2b+d+2c 计算mrp时注意三个问题 1.是否有安全库存 2.是否有批量限制 3.提前期是多少 例题1:已知1个a由2个b和1个c组成,1个b由1个d和1个c组成,各物料的提前期均为1周,下表是客户对产品a的订单需求表,运用mrp求a产品的物料需求计划。
例题2.某家具公司组装餐桌,具体部件包括4个桌腿和1个桌面,提前期分别为2周和3周,组装需要1周的时间,公司接到40张餐桌的订单,需要在第5周交货,另外70张要在第7周交货,当前库存中有6张完工的餐桌,80张桌腿和44张桌面,请利用mrp求出公司的订货计划。
练习题: 主生产计划: bom: 库存信息以及提前期: 物料的需求计划: 例题3:某厂生产产品x,产品x的需求量见表1,并已知安全库存为3件,批量为25件,投入提前期为1周,期初库存为8件,期初计划到货为20件。
1件产品x需要2个部件y,并已知部件y每周作为备件外售需要量为4件,安全库存为12件,批量为60件,投入提前期为1周,期初库存为18件,计划第1周入库50件,试用mrp方法编制x和部件y的生产作业计划。
实验三、主生产计划、物料需求计划与能力需求计划实验名称:主生产计划、物料需求计划与能力需求计划实验目的:学会MPS计算、维护、查询与日志;掌握MRP计算、维护、查询与日志;熟练进行粗、细能力清单的制定与计算。
实验仪器与设备:电脑一台、金蝶K3系统V11.O、Windows XP实验内容:主生产计划的制定与维护管理;粗能力清单与计算、粗能力计划制定;物料需求计划的制定与维护管理;细能力计算、细能力平衡、细能力计划制定。
实验步骤:主生产计划的制定与维护管理一、产品预测1、生成产品预测单(1)以“林宏蔚黄宁”的身份登录系统,进入系统主界面,运行【计划管理】→【主生产计划】→【产品预测】→【产品预测录入】,进入产品预测单录入界面。
(2)选择预测单中的“均化周期类型”为“周”,并点击菜单【均化】→【均化当前行】,系统自动按周进行均化。
(3)点击【保存】,并点击【审核】按钮,系统提示审核成功。
(4)点击【退出】,返回到主界面。
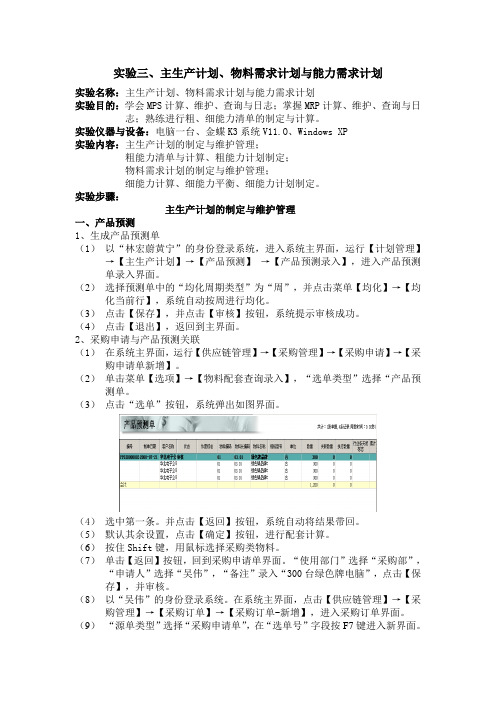
2、采购申请与产品预测关联(1)在系统主界面,运行【供应链管理】→【采购管理】→【采购申请】→【采购申请单新增】。
(2)单击菜单【选项】→【物料配套查询录入】,“选单类型”选择“产品预测单。
(3)点击“选单”按钮,系统弹出如图界面。
(4)选中第一条。
并点击【返回】按钮,系统自动将结果带回。
(5)默认其余设置,点击【确定】按钮,进行配套计算。
(6)按住Shift键,用鼠标选择采购类物料。
(7)单击【返回】按钮,回到采购申请单界面。
“使用部门”选择“采购部”,“申请人”选择“吴伟”,“备注”录入“300台绿色牌电脑”,点击【保存】,并审核。
(8)以“吴伟”的身份登录系统。
在系统主界面,点击【供应链管理】→【采购管理】→【采购订单】→【采购订单-新增】,进入采购订单界面。
(9)“源单类型”选择“采购申请单”,在“选单号”字段按F7键进入新界面。
按住Ctrl键,选择“硬盘”、“光驱”、“主板”三行的内容。

主生产计划与物料需求计划摘要主生产计划(Master Production Schedule,简称MPS)和物料需求计划(Material Requirement Planning,简称MRP)是现代企业生产管理中的重要工具。
MPS和MRP能够帮助企业有效地组织生产活动,合理安排材料和资源,实现生产计划的准确执行。
本文将详细介绍主生产计划和物料需求计划的概念、流程以及在企业运作中的作用。
1. 主生产计划主生产计划是企业根据市场需求和生产能力制定的一份计划,用于指导企业的生产活动。
主生产计划通常是以时间段为单位(如月度、季度、年度)进行制定,并根据销售预测、库存状况、生产能力等因素进行调整。
主生产计划的制定需要综合考虑市场需求、生产能力和库存水平,以确保生产计划的准确性和可行性。
主生产计划的制定流程包括以下几个步骤: - 销售预测:根据市场需求和销售数据,预测未来一段时间内的销售情况。
- 库存分析:分析当前库存水平,确定是否存在库存过剩或缺货的情况。
- 生产能力评估:评估企业的生产能力,包括设备、人员和工时等方面的考虑。
- 制定生产计划:根据销售预测、库存分析和生产能力评估,制定合理的生产计划。
主生产计划的制定需要综合考虑多个因素,如市场需求的波动、生产能力的约束以及供应链的稳定性等。
在制定主生产计划时,需要进行综合权衡和调整,以确保生产计划的可行性和效益。
2. 物料需求计划物料需求计划是基于主生产计划,对所需物料进行合理安排和调配的计划。
物料需求计划通过分析主生产计划中所需产品数量和所需物料的关系,以及当前的库存状况和供应链的情况,确定采购和生产物料的时间和数量。
物料需求计划能够帮助企业准确地控制和管理物料的供应,以避免库存过剩或缺货的情况。
物料需求计划的制定流程包括以下几个步骤: - 列出所需物料:根据主生产计划,列出所需物料及其数量。
- 库存分析:分析当前库存水平,确定是否需要采购物料。

每日生产计划和所需材料做表以下为以"每日生产计划和所需材料表"为标题的内容:
每日生产计划和所需材料表
生产日期:2022年3月15日
产品名称计划产量(件) 主要原材料需求数量
产品 100件车厢钢板 3张
车轮 50对
电线 10卷
产品 50件发动机 20台
冷却液 50升
滑动块 100个
产品 80件显示屏 80块
电池 80个
电路板 80块
总需求:
车厢钢板3张
车轮50对
电线10卷
发动机20台
冷却液50升
滑动块100个
显示屏80块
电池80个
电路板80块
备注:以上为2022年3月15日的每日生产计划,请及时安排原材料采购以满足生产需求。

生产计划与物料控制1. 引言生产计划和物料控制是现代企业运营中非常重要的环节。
生产计划指的是根据市场需求和企业资源情况,制定合理的生产计划以实现生产目标。
物料控制则是在生产过程中,对物料的需求、采购、存储和使用进行统一管理,以确保生产计划的顺利实施。
本文将从生产计划和物料控制的定义、流程、影响因素等方面进行探讨,并介绍一些常用的生产计划和物料控制方法。
通过对这两个关键环节的深入了解,能够帮助企业更好地管理生产活动,提高生产效率。
2. 生产计划的定义与流程2.1 定义生产计划是根据销售需求和生产能力,制定的生产活动的时间表和资源分配方案。
它涉及到生产的各个方面,包括生产数量、生产时间、生产工序、生产设备和人员等。
2.2 流程生产计划的制定通常经过以下几个步骤:1.需求分析:了解市场需求和客户订单,确定生产产品的种类、数量和交货时间等。
2.资源评估:评估企业的生产能力,包括设备、人力和原材料等资源,以确定能否满足市场需求。
3.制定生产计划:根据需求分析和资源评估的结果,制定合理的生产计划,包括生产数量、生产时间、生产工序和排产等。
4.执行生产计划:按照计划进行生产活动,监控生产进度和质量,确保按时完成生产任务。
5.跟踪与调整:根据实际生产情况,对生产计划进行跟踪和调整,及时应对生产中的问题和风险。
3. 物料控制的定义与流程3.1 定义物料控制是对企业物料需求、采购、存储和使用等环节进行规划和管理,以保证生产计划的顺利进行。
它主要包括以下几个方面:•物料需求计划:根据生产计划和库存情况,确定物料的需求量及采购时间。
•物料采购:根据物料需求计划,进行供应商选择、采购谈判和合同签订等操作。
•物料收货:对收到的物料进行检验和入库,确保物料的质量和数量符合要求。
•物料存储:对入库的物料进行分类、标识和存储,以便于管理和使用。
•物料使用:根据生产计划和工艺要求,将物料送入生产线进行加工和组装。
•物料盘点:定期对库存物料进行盘点,核实实际库存与系统记录之间的差异。
生产计划与物料控制一、引言生产计划与物料控制是制造业中至关重要的两个环节。
生产计划主要涉及确定生产工作的时间表和工作量,以及管理生产环节中的各种资源。
物料控制则是指对生产过程中所需的原材料、零部件等物料的采购、配送、储存和使用进行管理。
生产计划与物料控制的有效实施对于企业提高生产效率、降低成本、保证产品质量具有重要意义。
本文将深入探讨生产计划与物料控制的目标、原则、流程以及常见问题及解决方案。
二、生产计划2.1 目标生产计划的主要目标是实现企业的生产目标和经营目标。
其具体目标包括:•合理安排生产资源,提高生产效率;•减少库存和生产周期,降低成本;•确保产品质量和交付期限的一致性;•提高客户满意度,增强市场竞争力。
2.2 原则在制定生产计划时,应遵循以下原则:•合理性原则:生产计划必须合理安排生产任务的时间和工作量,以确保生产能力的合理利用。
•灵活性原则:生产计划应具备一定的灵活性,以应对市场需求的变化和生产过程中的不确定性。
•综合性原则:生产计划需要综合考虑各种因素,包括市场需求、生产能力、原材料供应等因素。
•追求效益原则:生产计划应旨在提高生产效益,减少资源浪费,降低成本。
2.3 流程生产计划的主要流程包括需求分析、制定计划、执行计划以及监控与反馈。
2.3.1 需求分析需求分析是生产计划的第一步,需要对市场需求进行分析和预测,确定所需产品的数量、质量要求以及交付期限。
2.3.2 制定计划在制定生产计划时,需要综合考虑生产能力、原材料供应、设备状况等因素,确保计划的可行性。
同时,还需要确定生产过程中所需资源的安排和使用,以及生产任务的分配和排程。
2.3.3 执行计划执行计划是将制定好的生产计划转化为实际行动的过程。
在执行计划过程中,需要确保各项生产任务按时完成,并进行生产过程中的监控和控制。
2.3.4 监控与反馈在生产过程中,需要对计划的执行情况进行监控,并及时反馈和调整计划。
监控和反馈的目的是及时发现和解决生产中的问题,以确保计划的顺利实施。
IATF16949生产计划表1. 引言本文档旨在描述IATF生产计划表的内容和编制方法。
该生产计划表是根据IATF质量管理体系标准制定的,旨在确保汽车零部件生产过程的有效管理和监控。
2. 生产计划表内容生产计划表包含以下主要信息:- 产品信息:包括产品名称、型号、规格等详细信息。
- 生产数量:指定所需生产的产品数量。
- 订单信息:包括订单号、客户信息等相关信息。
- 生产时间:确定产品的预计生产时间和交货日期。
- 设备和物料:列出用于生产的设备和所需物料的清单。
- 人力资源:指定所需的人力资源,如操作员和质量检查员。
- 生产流程:描述产品的生产流程和相关步骤。
- 质量控制:明确质量控制程序和要求,确保产品符合质量标准。
- 风险管理:识别和评估与生产过程相关的风险,并提供相应的控制措施和风险管理计划。
3. 编制方法编制IATF生产计划表的步骤如下:1. 收集产品和订单信息:收集产品的详细信息和相关订单的信息,包括订单数量和交货日期等。
2. 确定生产时间:根据订单信息和生产能力,确定产品的预计生产时间和最终交货日期。
3. 确定资源需求:根据产品的生产流程和所需设备、物料和人力资源的清单,确定资源需求。
4. 设计生产流程:确定产品的生产流程和相关的操作步骤,确保过程的合理性和有效性。
5. 制定质量控制计划:根据质量控制要求和相关标准,制定质量控制计划,确保产品的质量符合要求。
6. 进行风险评估和管理:识别潜在的风险因素,并制定相应的风险控制措施和风险管理计划,以减少风险对生产过程的影响。
4. 结论IATF16949生产计划表是确保汽车零部件生产过程有效运作的重要工具。
通过明确产品信息、生产数量、订单信息、生产时间、设备和物料、人力资源、生产流程、质量控制和风险管理等内容,可以提高生产过程的可控性和质量保证。
编制该生产计划表时,应遵循IATF16949质量管理标准和相关要求。
生产计划流程及控制程序(ISO9001:2015)一、目的对生产计划的制定与实施进行控制,确保能按质、按量、按时完成订单交付,增强客户满意。
二、适用范围适用于本公司所有客户订单的生产计划控制。
三、职责3.1市场3.1.1负责传递客户预测订单、组织订单评审、订单创建3.1.2 负责提出、传递客户订单更改需求3.1.3 负责与客户进行产品交期的达成、变更和出货计划各方面进行沟通3.2项目: 负责工艺评审和产品BOM表的制定以及物料HSF要求确认,并组织处理有关客户规格的异常或问题。
3.3 PMC:3.3.1PC:(1)负责订单交期评审(2)负责主生产计划制定、更改(月计划、周计划、日计划)、补投、生产进度追踪(3)负责出货计划制定及出货安排、进度追踪(4)负责生产计划、出货计划达成情况数据统计、分析和报告3.3.2MC:(1)负责制定物料需求计划并跟进物料进度(2)负责原辅材料仓的管理(3)负责成品配货、出货装车、跟车(4)负责(HSF)物料计划达成数据统计、分析和报告3.4采购:3.4.1根据物料计划和请购单,以及各供应商的产能,合理下单到供应商进行物料采购。
3.4.2负责来料的特采申请、供应商索赔处理等对外事务。
3.5 生产:3.5.1生产PC:负责根据主生产计划编排本分厂的各工序的日生产计划并追踪生产进度3.5.2生产MC:负责根据主物料计划编排本分厂的各工序的领料计划、物料和半成品转移3.5.3生产班组:负责按生产计划生产,并反馈、跟进各种异常处理进度3.6 品质3.6.1负责来料、生产制程,成品品质进行控制.3.6.2负责组织处理品质异常。
3.7 PE:负责组织处理工艺异常3.8 设备:负责组织处理设备异常四、作业内容4.1生产计划控制主流程4.2交期评审流程4.3生产计划控制流程4.3.1 生产计划编制流程4.3.2 计划变更流程4.4 物料计划流程4.4.1 备料管理流程4.5计划执行主流程4.5.1计划异常处理流程4.5.2 补投流程4.6出货控制流程五、相关文件5.1合同评审控制程序六、相关记录见附件流程中“相关表单”。