电泳漆基础知识
- 格式:ppt
- 大小:425.50 KB
- 文档页数:75
电泳涂料基础知识简介2010-09-13 10:17:17| 分类:电泳涂料| 标签:|字号大中小订阅电泳涂料基础知识简介1 简介20世纪的后半个世纪,金属件的涂装涌现了新的技术。
这些技术解决了人们要求的降低或完全消除涂料释放易燃有毒有机溶剂的问题。
解决这些问题的途径之一是水性涂料的开发。
为了防止金属的腐蚀,主要使用以水溶性的离子型聚合物为成膜物的水性涂料。
这种体系中电泳涂料就是一种在浸槽中直流电场中涂装物品的特殊涂料。
这种方法与目前采用的方法十分接近。
只有这种方法才可以赋予复杂工件以均匀的涂膜。
现在,采用全封闭循环系统进行涂装。
涂料几乎不损失。
鉴于此,在提倡环保的21世纪,电泳涂料及涂装技术将继续发展下去。
本文论述此种方法的目前状态及其将来的发展趋势。
2 一些物化数据电泳涂料是以水溶性离子型聚合物为成膜基料,被涂工件可以是阴极或者是阳极,尽管此种涂料在20世纪40年代后期才出现,且应用很有限,一直到20世纪60年代才以电沉积的方法将这些水性涂料转化成涂膜。
这主要是因为是以水为溶剂,由于水的特殊物化性,很高的表面张力。
会使涂膜在工件的边缘部位产生流挂,释放困难,造成涂膜在干燥的过程中表面起皱等。
但是,这些缺点在通电的漆槽中就得到了克服。
电泳涂装的机理,在于离子型聚合物的水溶性会随着pH值的变化而变化。
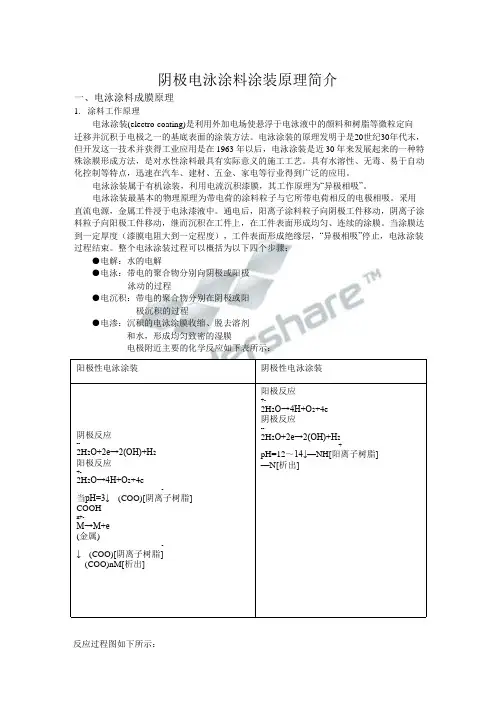
电沉积过程中,最先发生的电化学反应是水的电解。
这样在阳极的周围,呈现很强的酸性,而阴极的周围呈现碱性,阳极电泳是含有-COOA+多元酸聚合物的胺盐。
-COO-基是以阴离子形式在阳极发生沉淀反应的基团,A+是NH4+。
含羧酸聚合物在阳极形成涂膜。
另外由于阳极以及金属件的电化学溶解,在沉积涂膜中含有一部分的阳极金属离子。
同时会发生金属阳极的电化学溶解和树脂基料的氧化等副反应。
在阴极电泳涂料里,基料中含有胺基团,通过加入酸中和成盐而水溶,形成带有RnX+Z-的聚合物,其中Z-为相应的有机酸(多为醋酸和甲酸)基团,RnX+为聚合物离子。
电泳涂装2007-03-21 01:04电泳涂装电泳涂装是一种特殊的涂膜形成方法。
它是汽车涂装近30年来最普及的涂底漆方法之一。
电泳涂装是将具有导电的被涂物浸渍在装满水稀释的、浓度比较底的电泳涂料槽子中作为阳极(或阴极),在槽中另设对应的阴极(或阳极),在两极间通一定时间的直流电,在被涂物上析出均一、水不溶涂膜的一种涂装方法。
根据被涂物的极性,和电泳涂料的种类,电泳涂装法可分为阳极电泳和阴极电泳两种。
阳极电泳涂装法:被涂物为阳极,所采用的电泳涂料是阴离子型(带负电荷)。
阴极电泳涂装法:被涂物为阴极,所采用的电泳涂料是阳离子型(带正电荷)。
电泳涂装在英语中简称ED、AED(阳极电泳涂装)、CED(阴极电泳涂装)。
电泳涂装的原理发明于20世纪30年代,但因当时的水性涂料尚不发达而未得到工业的应用。
为提高汽车车身内腔和焊缝面的防腐蚀性,美国福特汽车公司于1957年开始着手研究电泳涂装法,于1961年建成一条泳涂车轮的试验生产线(阳极涂装法),在1963年成功地用于汽车车身涂装。
电泳涂装法在实际应用中显示出高效、优质、安全、经济等优点,受到世界各国涂装界的重视。
随着新型电泳涂料的开发和技术进步,尤其是1977年开发成功阳离子电泳涂料和阴极电泳涂装技术,电泳涂装工艺在汽车工业中普及速度是史无前例的,并由汽车涂装推广应用到建材、轻工、农机、家电等工业领域。
第一节电泳涂装法的机理及其特征电泳涂装过程伴有电解、电泳、电沉积、电渗等四种电化学物理现象,现将这些现象简要说明如下:电解:任何一种导电液体在通电时产生分解的现象称为电解。
众所周知的例子是水的电解能成为氢气和氧气。
一般电解伴随在一个或两个电极上逸出气体,在电极上分别进行着氧化与还原反应。
在电泳过程中水发生电解,在阴极上放出氢气,在阳极上放出氧气,金属阳极产生溶解,溶出金属离子。
电泳:在导电介质中的带电荷的胶体粒子在电场的作用下,带正电荷胶体树脂粒子和颜料粒子由电泳过程移向阴极。
第二章电泳涂料第一节电流涂料的基本知识一、电泳涂料的定义电泳涂料是一种仅适用于电泳涂装法的专用水溶性(或水乳化型)涂料,在水中能离解为带电荷的水溶性成膜聚合物,并在直流电场作用下,泳向相反电极(被涂面)在其表面上析出。
电泳涂料所用的合成树脂能溶于水,是由于在高分子聚合物的分子链上含有一定数量的强亲水性基团,例如含有羧基、羟基、氨基、醚基、酰胺基等。
但是这些极性基材与水混合时多数只能形成乳浊液,必须经过氨(或胺)或酸中和成盐,它们的羧酸盐和胺盐则可部分溶于水中,因崦电泳涂料用的水溶性树脂多以中和成盐的形式而获得水溶性。
根据电泳涂料所用大分子树脂带电荷性质的不同,电泳涂料分为阳极电泳涂料(阴离子电沉积)与阴极电泳涂料(阳离子电沉积)。
(一)阳极电泳涂料含有羧基的高分子聚合物,经过氨或胺中和后形成羧酸盐,采用此类羧酸盐树脂作为主体树脂,再配以适当的颜料、填料及助剂、溶剂经研磨分散而制成的涂料,以水作为溶剂进行稀释,形成阴离子型水溶液,中和剂为无机碱或有机胺,如KOH、一乙醇胺、三乙醇胺、三乙胺等。
以被涂工件作为阳极,采用电泳涂料的方式进行施工,从而获得致密的涂膜,该种类的涂料称为阳极电泳涂料。
常用的有纯酚醛阳极电泳涂料、聚丁二烯阳极电泳涂料、顺酐化油阳极电泳涂料等。
(二)阴极电泳涂料含有羟基、氨基、醚基、酰胺基等高分子聚合物,经过有机酸中和后形成胺盐,而采用此类胺盐树脂作为主体树脂,再配以适当的颜料、填表及助剂、溶剂经研磨分散而制成的涂料,以水作为溶剂进行稀释,形成阳离子型水溶剂,中和剂为机酸,如甲酸、乙酸、乳酸等,以被涂工件作为阴极,采用电泳涂装的方式进行施工,从而获得致密的涂膜,该种类的涂料称为阴极电泳涂料。
最常用的是环氧树脂型阴极电泳涂料,近几年开发的有环氧丙烯酸、丙烯酸树脂型阴极电泳涂料。
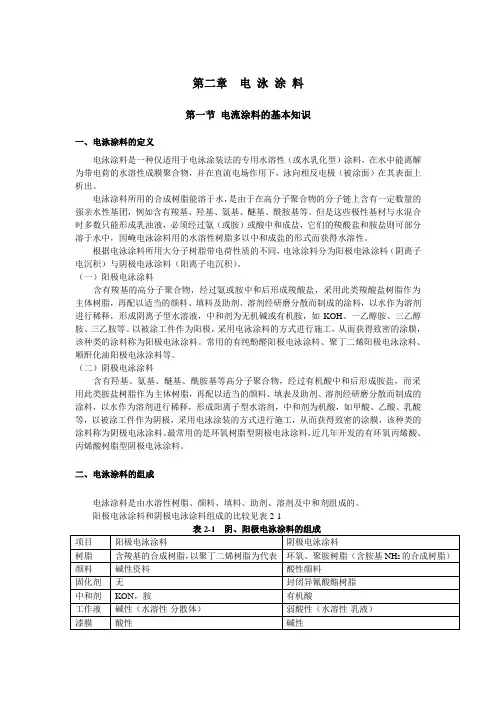
二、电泳涂料的组成电泳涂料是由水溶性树脂、颜料、填料、助剂、溶剂及中和剂组成的。
阳极电泳涂料和阴极电泳涂料组成的比较见表2-1三、阴极电泳涂料的特性(1)阴极电泳涂料的泳透力比阳极电泳涂料高,通常是阳极电泳涂料的1.3~1.5倍,这就是使得阴极电泳在进行复杂工件内部(如汽车车身)涂装时,可以省略辅助电极,从而简化了电泳涂装工艺和材料消耗。
电泳涂料基础知识简介1 简介20世纪的后半个世纪,金属件的涂装涌现了新的技术。
这些技术解决了人们要求的降低或完全消除涂料释放易燃有毒有机溶剂的问题。
解决这些问题的途径之一是水性涂料的开发。
为了防止金属的腐蚀,主要使用以水溶性的离子型聚合物为成膜物的水性涂料。
这种体系中电泳涂料就是一种在浸槽中直流电场中涂装物品的特殊涂料。
这种方法与目前采用的方法十分接近。
只有这种方法才可以赋予复杂工件以均匀的涂膜。
现在,采用全封闭循环系统进行涂装。
涂料几乎不损失。
鉴于此,在提倡环保的21世纪,电泳涂料及涂装技术将继续发展下去。
本文论述此种方法的目前状态及其将来的发展趋势。
2 一些物化数据电泳涂料是以水溶性离子型聚合物为成膜基料,被涂工件可以是阴极或者是阳极,尽管此种涂料在20世纪40年代后期才出现,且应用很有限,一直到20世纪60年代才以电沉积的方法将这些水性涂料转化成涂膜。
这主要是因为是以水为溶剂,由于水的特殊物化性,很高的表面张力。
会使涂膜在工件的边缘部位产生流挂,释放困难,造成涂膜在干燥的过程中表面起皱等。
但是,这些缺点在通电的漆槽中就得到了克服。
电泳涂装的机理,在于离子型聚合物的水溶性会随着pH值的变化而变化。
电沉积过程中,最先发生的电化学反应是水的电解。
这样在阳极的周围,呈现很强的酸性,而阴极的周围呈现碱性,阳极电泳是含有-COOA+多元酸聚合物的胺盐。
-COO-基是以阴离子形式在阳极发生沉淀反应的基团,A+是NH4+。
含羧酸聚合物在阳极形成涂膜。
另外由于阳极以及金属件的电化学溶解,在沉积涂膜中含有一部分的阳极金属离子。
同时会发生金属阳极的电化学溶解和树脂基料的氧化等副反应。
在阴极电泳涂料里,基料中含有胺基团,通过加入酸中和成盐而水溶,形成带有RnX+Z-的聚合物,其中Z-为相应的有机酸(多为醋酸和甲酸)基团,RnX+为聚合物离子。
阳离子型基料(环氧、丙烯酸、聚酯、聚氨酯或其他树脂)含有氨基或叔胺基团,在碱性条件下,阴极周围的阳离子基团由于与OH-相互作用,而失去水溶性,并在阴极上以R3N的形式沉积下来。
电泳培训资料目录1、电泳涂装概念及优点----------------------------------------- 22、电泳涂装的机理及特性-------------------------------------- 3~43、电泳涂装工艺流程图---------------------------------------- 54、槽液特性值------------------------------------------ 5~65、电泳涂装线设备------------------------------------------- 76、电泳涂装线操作要点-------------------------------------- 81、电泳涂装1、何谓电泳涂装?被涂物浸渍于电泳涂料(水性)中,被涂物与电极间通以直流电,由于电场作用得到涂膜的涂装方法,叫做电泳涂装。
2、特点1)尽管复杂形状的被涂物也可得到均一涂膜(膜厚)的涂装2)防锈性优良3)泳透性良好,构造物夹合处4)易于自动化(节省人力)5)作业线保养容易补给作业简单,无需特别补给装置酸浓度管理因隔膜方式所以容易6)涂装作业性良好(缺陷:流漆,针孔等涂装异常较少)7)经济实惠因具有UF回收装置涂料回收率极高(90%以上)8)低公害溶剂含有量较少,故空气污染少9)因系水性涂料没有火灾顾虑2、电泳涂装的机理及其特性电泳涂装分为电解,电泳,电沉积,电渗四种电化学物理过程。
一、电解任何一种导电液体在通电时都产生分解的现象称为电解。
如水的电解能分解为氢气和氧气。
一般电解伴随在一个或两个电极上逸出气体,在电极上分别进行氧化和还原反应。
在电泳过程中,水发生电解,在阴极上放出氢气,阳极上放出氧气,金属阳极产生溶解,溶出金属离子。
二、电泳在导电介质中的带电荷的胶体粒子,在电场的作用下,带正电荷的胶体树脂粒子和颜料粒子因电泳过程移向阴极。
三、电沉积漆粒子在电极上的沉积现象称为电沉积。
电泳涂料基础知识简介1 简介20世纪的后半个世纪,金属件的涂装涌现了新的技术。
这些技术解决了人们要求的降低或完全消除涂料释放易燃有毒有机溶剂的问题。
解决这些问题的途径之一是水性涂料的开发。
为了防止金属的腐蚀,主要使用以水溶性的离子型聚合物为成膜物的水性涂料。
这种体系中电泳涂料就是一种在浸槽中直流电场中涂装物品的特殊涂料。
这种方法与目前采用的方法十分接近。
只有这种方法才可以赋予复杂工件以均匀的涂膜。
现在,采用全封闭循环系统进行涂装。
涂料几乎不损失。
鉴于此,在提倡环保的21世纪,电泳涂料及涂装技术将继续发展下去。
本文论述此种方法的目前状态及其将来的发展趋势。
2 一些物化数据电泳涂料是以水溶性离子型聚合物为成膜基料,被涂工件可以是阴极或者是阳极,尽管此种涂料在20世纪40年代后期才出现,且应用很有限,一直到20世纪60年代才以电沉积的方法将这些水性涂料转化成涂膜。
这主要是因为是以水为溶剂,由于水的特殊物化性,很高的表面张力。
会使涂膜在工件的边缘部位产生流挂,释放困难,造成涂膜在干燥的过程中表面起皱等。
但是,这些缺点在通电的漆槽中就得到了克服。
电泳涂装的机理,在于离子型聚合物的水溶性会随着pH值的变化而变化。
电沉积过程中,最先发生的电化学反应是水的电解。
这样在阳极的周围,呈现很强的酸性,而阴极的周围呈现碱性,阳极电泳是含有-COOA+多元酸聚合物的胺盐。
-COO-基是以阴离子形式在阳极发生沉淀反应的基团,A+是NH4+。
含羧酸聚合物在阳极形成涂膜。
另外由于阳极以及金属件的电化学溶解,在沉积涂膜中含有一部分的阳极金属离子。
同时会发生金属阳极的电化学溶解和树脂基料的氧化等副反应。
在阴极电泳涂料里,基料中含有胺基团,通过加入酸中和成盐而水溶,形成带有RnX+Z-的聚合物,其中Z-为相应的有机酸(多为醋酸和甲酸)基团,RnX+为聚合物离子。
阳离子型基料(环氧、丙烯酸、聚酯、聚氨酯或其他树脂)含有氨基或叔胺基团,在碱性条件下,阴极周围的阳离子基团由于与OH-相互作用,而失去水溶性,并在阴极上以R3N的形式沉积下来。
汽车电泳知识点总结大全一、汽车电泳的工艺流程汽车电泳的工艺流程通常包括预处理、电泳涂装、烘干和固化等几个主要环节。
1. 预处理汽车电泳的预处理是非常关键的一个环节,它直接影响到电泳涂层的附着力和抗腐蚀性能。
预处理的主要目的是去除金属表面的油污、锈斑和其他杂质,并且增加金属表面的粗糙度,以便使得电泳涂层具有更好的附着力。
预处理一般包括除油、除锈、磷化和涂覆活化剂等工序。
2. 电泳涂装电泳涂装是汽车电泳的核心环节,其主要原理是在电场作用下,将悬浮在水溶液中的涂料颗粒均匀地沉积在金属表面形成一层保护膜。
电泳涂装一般包括浸泡、电泳、洗涤和除离子等几个主要工序。
3. 烘干烘干是指在电泳涂装后,将汽车车身通过热风或红外线等烘干设备进行加热,使得涂层表面迅速固化并形成坚硬的保护膜。
烘干的温度和时间对涂层的性能具有重要影响。
4. 固化固化是指将已经烘干的汽车车身通过高温烘烤或者紫外线辐射等方式进行进一步固化处理,以增强涂层的硬度和耐腐蚀性能。
二、汽车电泳的涂装设备汽车电泳的涂装设备主要包括浸泡槽、电泳槽、制备槽、烘干炉和喷涂设备等几个主要部分。
1. 浸泡槽浸泡槽主要用于汽车车身的预处理,包括除油、除锈、磷化和涂覆活化剂等工序。
浸泡槽通常采用不锈钢材质制成,能够耐腐蚀,并且具有良好的密封性能。
2. 电泳槽电泳槽是汽车电泳的核心设备,其主要作用是在电场作用下,将涂料颗粒均匀地沉积在金属表面。
电泳槽通常由不锈钢材质制成,内设有阳极和阴极等电极,并且能够控制电泳液的温度、PH值和电泳时间等参数。
3. 制备槽制备槽主要用于制备电泳涂料,并且保持电泳涂料的均匀悬浮状态。
制备槽通常采用不锈钢材质制成,具有防腐蚀性能和良好的密封性能。
4. 烘干炉烘干炉是用于汽车车身烘干的设备,其主要作用是通过热风或者红外线等方式,使得电泳涂层迅速固化并形成坚硬的保护膜。
5. 喷涂设备喷涂设备主要用于汽车车身的底漆、面漆和清漆等工序,能够确保涂料均匀喷涂并形成高质量的涂层。
电泳电源的选择电泳电源电源电泳电泳整流器电泳电源是电泳涂装设备中关键的设备,适当选择电泳电源的容量,可明显提高电泳涂装设备的性价比。
下面就电泳电源的选择进行简要的说明,希望大家都有正确选择电泳电源电泳电源是电泳涂装设备中关键的配套设备,适当选择电泳电源的容量,可明显提高电泳涂装设备的性价比。
所以在设计电泳涂装设备工作中,直流电源的选择显得格外重要。
仲岩、王占永、冯修礼三位作者通过严谨的试验,从电泳电源的选择依据、容量的计算、电泳电流的计算及电泳涂装用直流电源性能等作了简介,并举例对电泳电源选择作了说明。
Commutator is the key matched part of electrophoretic coating equipment .the performance of the apertures can be improved a lot obviously when the direct-current supply capacity is suitable. that is why the selection of capacity is very important in the design of the electrophoretic coating equipment. the writers, Zong Yan, Wang Zhanyong and Feng Xiuli, give a brief introduction to the performances of commutator through precisely tests in capacity calculation, selection principles and electrophoretic current calculation ,and explain with examples.电泳涂装是将被涂物(工件)浸渍在水性涂料中作为一个电极(阳极或阴极),另设一个与之相对应的电极(阴极或阳极),在两极之间施加一直流电场,靠电场所产生的物理化学作用,使涂料粒子均匀地涂布在工件表面上的涂装方法。