钢板折弯工艺守则(doc 28页)
- 格式:doc
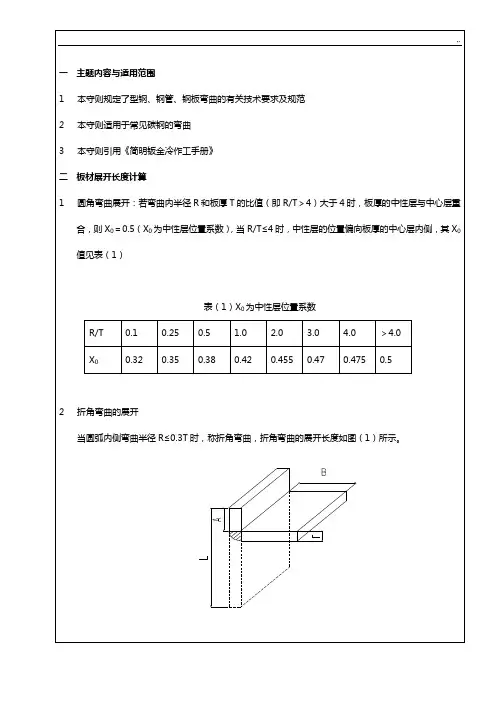
- 大小:1.15 MB
- 文档页数:28
钢板折弯工艺守则(doc 28页)钢板折弯工艺守则1.适用范围本守则适用于折弯机床加工的各种黑色金属的各种角度的折弯加工。
2.材料2.1材料应符合图纸要求。
2.2 应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定。
3.设备及工艺装备a.折弯机;模具;b.扳手、毛刷、手锤、油壶;游标卡尺、钢板尺、卷尺、角度尺等。
4.工艺装备4.1 检查材料的长、宽、厚,料纹方向应符合图纸要求,板材应清洁卫生。
4.2 根据图纸选用合适模具。
4.3 检查折弯机状况并进行卫生清理及保养4.4 工件加工完后应对折弯机及模具进行卫生清理5.工艺守则5.1 折弯守则的几点说明:5.1.1 本折弯守则根据现有折弯机凸凹模的几何形状而定。
5.1.2 不同弯边圆角采用不同R的凸模弯制,不同的材料厚度则需调换不同深度(即不同宽 度)的凹模弯制。
5.1.3 本守则列有弯角尺边、弯外翘边、弯内翘边的有关极限尺寸表(表四、五、六、七、八)及材料厚度,弯边圆角与凹模深度关系 表,弯边圆角展开尺寸表和各种材料最小弯曲半径表 (表一、二、三)5.1.4 复式弯边是角尺边、外翘边、内翘边的数种情况的相互结合,其弯制方法可参照表九。
5.1.5本守则所列的各项参数可作为产品图纸弯边设计的依据。
5.2 材料厚度、弯边圆角与凹模深度关系表(表一)表一(括号内尺寸为数控折弯机尺寸) ㎜材料厚度、凹模深度与弯边圆角材料厚度t <1 >1~2 >2~3 >3~4 >4~5 >5~6 >6~7 >7~8 >8-9 凹模 深度h68121518222528 32~36最大 弯边 圆角(2~3) 4(3.5~4) 7~3.5 (4~5) 9~5 (4.5~5)9~59~5 11~7 11~7 12~8 13~5 5.3 各种材料最小弯曲半径表(表二)材 料退 火 或 正 火 的冷 作 硬 化 的弯 曲 线 位 置垂直辗压纹向平行辗压纹向 垂直辗压纹向 平行辗压纹向 紫铜、锌 0.25t 0.4t 1.0t 3.0t 黄铜、铝 0.3t 0.45t 0.5t 1.0t 磷青铜 1.0t 3.0t 软钢08、10、A3号 0.5t 1.0t 1.0t 1.5t 中硬钢20、30、45号0.8t1.5t1.5t2.5t5.4 L 1L2RtL1AL2L3Lt+ L2 + AT: 材料厚度表三单位:mm材料厚度t内侧的弯曲半径 R0.250.51.1.52.2.53.3.54.4.55 6 7 8 9 100. 2 0.4750.911.72.53.34.14.95.76.47.28.9.611.112.714.315.90. 4 0.5561.1.82.63.44.25.5.86.67.48.29.711.312.914.416.00. 6 0.6381.11.92.73.54.35.15.96.77.58.39.911.413.014.616.20. 8 0.721.22.2.83.64.45.26.6.87.68.410.011.613.214.716.31. 0 0.8 1.32.12.93.74.55.36.16.97.78.510.111.713.314.916.41. 2 1.42.23.3.84.65.46.27.7.88.610.211.813.415.016.61. 4 1.52.33.13.94.75.56.37.17.98.710.311.913.515.116.71. 1.2.3.4. 4.5.6.7.8.8.10121315166 6 4 2 0 8 6 4 2 1 9 .5 .0 .6 .2 .81. 8 1.72.53.34.14.95.76.57.38.29.10.612.213.715.316.92. 0 1.82.63.44.25.5.86.67.48.39.110.712.313.915.417.02. 2 2.73.54.35.15.96.77.58.49.210.812.414.015.517.12. 4 2.83.64.45.26.6.87.68.59.310.912.514.115.617.32. 6 2.93.74.55.36.16.97.78.69.411.012.614.215.717.42. 83.3.84.65.46.27.7.88.79.511.112.714.315.817.53. 0 3.13.94.75.66.37.27.98.89.611.212.814.416.017.63. 5 3.44.24.95.76.57.48.19.9.811.413.014.716.317.94. 0 3.64.45.26.6.87.68.59.310.111.713.314.916.518.14. 5 4.75.56.37.17.88.79.510.311.913.515.116.818.45 4.9 5.76.57.38.19.9.810.612.213.815.417.018.66 7.8 8.89.610.411.112.714.516.117.719.27 8.3 9.110.110.911.713.314.816.718.319.88 10.4 11.512.213.815.417 18.820.49 10.9 12 12.814.415.917.519.121.010 13 14.9 16.518.119.621.25.5hb ca minaRtc 搁置尺寸a min最小弯折尺寸 a min = h + c =b / 2 + ch 凹模深度 (h = b / 2 )弯边的最小极限尺寸决定于凹模深度及搁置尺寸,对于板厚为1~3㎜的搁置尺寸均为3㎜,对板厚3㎜以上的搁置尺寸均等于板厚。
表四(括号内尺寸为数控折弯机尺寸)㎜材料厚度t 最大弯边圆角R 最小极限尺寸amin< 14 (2~3)9 (4)>1~2 7~3.5 (3.5~4)11 (6)>2~3 9~5 (4~15 (7)5)>3~4 9~5 (4.5~5)20 (7)>4~5 9~5 24 >5~6 11~7 28 >6~7 11~7 32 >7~8 12~8 36 >8~913~542~465.6外翘边弯边最小极限尺寸表(表六)弯外翘边 分 两步进行,弯第一边 弯第二边弯第一边等同于弯角尺边的情况,弯第二边最小极限尺寸决定于选用弯边槽中心至外边的最小尺寸、弯第一边的弯边圆角及材料厚度。
tbmind Rbb min 为弯第二边最小极限尺寸 b min = d + R+ td 弯边槽中心至外边的最小尺寸R 第一边的弯边圆角t 材料厚度d的数值见表五,弯第二边最小极限尺寸见表六表五mmT <1 >1~2>2~3>3~4>4~5>5~6>6~7>7~8>8~10d 11 13 17 20 23 27 30 33 37~41表六(括号内尺寸为数控折弯机尺寸)mm材料厚度t 最大弯边圆角R 最小极限尺寸 bmin <1 4 (2~3)7+R>1~2 7~3.5 (3.5~4)12+R>2~3 9~5 (4~5)13+R>3~49~5 (4~5)14+R>4~5 9~5 28+R >5~6 11~7 33+R >6~7 11~7 37+R >7~8 12~8 (47~51)+R>8~10 13~55.7 内翘边弯边最小极限尺寸表(表七)数控折弯机内翘边弯边最大极限尺寸(图表一、表二) 弯内翘边 分两步进行: 弯第一边 弯第二边; 弯第一边等同于弯角尺边的情况,弯第二边,其极限尺寸决定于凸模的几何形状、凹模槽宽和第二边的弯边尺寸。
ba m a x5.8 上刀口前边内翘边极限尺寸表(表八)ba ma x上刀口前边内翘边极限尺寸amax 决定于凸模的几何形状、凹模槽宽和b 的尺寸。
5.9 对于如下图所示封闭式弯边零件,其弯边高度h 最大不得超过40㎜,若需大于40㎜者,须经校核后方能使用。
h表七mm弯边圆角R 弯边amax材料厚度 t1 2 3 4 5 6 7 8 9 10根据表一选出20 1221 1322 14 1223 15 1424 16 1525 17 16 1526 18 17 1627 19 18 1728 20 19 1829 21 20 1930 22 21 2031 23 22 20 2032 24 22 22 2033 25 23 22 2234 25 23 23 2235 25 24 23 2436 26 24 24 2437 26 26 24 2438 26 28 24 24 2439 26 28 25 25 2440 26 28 25 25 2541 26 28 26 26 25 2642 26 28 26 26 26 2643 26 28 27 26 26 2844 26 28 27 27 27 2845 26 28 28 27 28 29 3046 26 28 28 28 29 29 3047 26 28 30 28 30 30 3248 26 28 30 30 30 30 3249 26 28 30 30 32 30 3250 26 28 30 32 32 30 3251 30 28 30 32 32 32 3352 30 28 30 32 32 32 3353 30 28 30 32 32 34 34 3454 32 28 30 32 32 34 35 3555 32 32 30 32 32 35 36 3556 32 32 30 32 32 35 36 3657 35 32 30 32 32 35 36 3658 36 34 30 34 32 35 36 3659 36 34 32 34 32 35 36 3660 37 35 32 38 32 35 36 36 38 3861 38 36 34 40 34 35 36 36 38 3862 38 36 34 40 34 35 36 36 38 3863 38 36 36 40 36 36 36 36 38 3864 39 38 36 40 36 36 36 36 38 3865 40 38 38 42 38 36 36 36 38 3866 42 40 40 42 38 38 38 36 38 3867 42 40 40 42 40 38 38 36 38 3868 44 42 42 42 40 39 40 38 38 3869 44 42 42 42 42 40 40 38 38 3870 45 44 42 42 42 40 40 38 38 38>Amax = (b-2t-15)tg40°30′+ t tg40°30′=表八mm弯边圆角弯边amax材料厚度 t1 2 3 4 5 6 7 8 9 10根据表一选出50 951 1052 11 1053 11 1154 12 1255 13 1256 14 13 1157 15 14 1258 16 15 13 1259 16 16 13 1360 17 17 14 14 1361 18 17 15 14 1462 19 18 16 15 15 1463 20 19 17 16 15 1564 21 20 18 17 16 16 1565 22 21 18 18 17 16 1666 22 22 19 19 18 17 1767 23 23 20 19 19 18 17 1668 24 23 21 20 20 19 18 1769 25 24 22 21 20 20 19 18 1770 26 25 23 22 21 21 20 18 1871 27 26 24 23 22 21 21 19 19 1872 27 27 24 24 23 22 22 20 19 1973 28 28 25 25 24 23 22 21 20 1974 28 28 26 25 25 24 23 22 21 2075 25 29 27 26 26 25 24 23 22 2176 24 29 28 27 26 26 25 23 23 2277 23 26 29 28 27 27 26 24 24 2378 22 25 29 29 28 27 27 25 24 2479 20 24 30 30 29 28 28 26 25 2580 20 23 30 30 30 28 28 27 26 2581 21 21 27 31 30 25 29 28 27 2682 22 21 26 31 25 26 29 29 28 2783 22 22 25 28 25 26 26 29 29 2884 23 23 24 27 25 26 27 30 30 2985 24 23 22 26 25 26 27 30 30 3086 25 24 22 25 25 26 27 25 31 3187 26 25 23 23 25 26 27 25 27 3188 27 26 24 23 25 26 27 25 27 3289 27 27 24 24 25 26 27 25 25 2790 28 28 25 25 25 26 27 25 25 2791 28 28 26 25 25 26 27 25 25 2792 29 29 27 26 26 26 27 25 25 2793 29 29 28 27 26 26 27 25 25 2794 30 30 29 28 27 27 27 25 25 2795 30 30 29 29 28 27 27 25 25 2796 31 31 30 30 29 28 28 25 25 2797 31 31 30 30 30 29 28 25 25 2798 32 32 31 31 30 30 29 26 25 2799 33 32 31 31 31 30 30 27 26 27 100 34 33 32 32 31 30 30 27 26 27>Amax = (b-2t-55)tg40°30′+ t tg40°30′=5.10 弯边方法备查表(表九)36a 2a 1b 1a1max查表七2弯 边 工 序a 1a1min查表四5a 23a 269a 1b 1b1min查表六b 1Cb 268a 12b 1b 3a1min查表四58a 2a 1a 2a2max查表七 b1max查表八 C>8512b 3a 4a 5a 3a5<600b 4b 5a 2b 1b 211a 3b2min查表六b 3a 1五弯边形状4a 17六47a 110b 1a 2a2min查表四a2min查表四。