金属加工PFMEA范例(中英文)
- 格式:xls
- 大小:184.00 KB
- 文档页数:9
FMEA编号N
准备人Prep
关键日期Key Date:
车型年/车辆类
主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期D
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSI
(PFMEA)
过程责任部门Process Responsibility: 项目名称 Item: 工
FMEA编号N
准备人Prep 关键日期Key Date:
车型年/车辆类
主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期D
潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSI
(PFMEA)
过程责任部门Process Responsibility: 项目名称 Item:
FMEA编号N
准备人Prep 关键日期Key Date:
车型年/车辆类
主要参加人Core Team: QA部QA Dept./模具部Tooling. Dept.; /工程部Eng.Dept.FMEA日期D 潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSI
(PFMEA)
过程责任部门Process Responsibility: 项目名称 Item:。
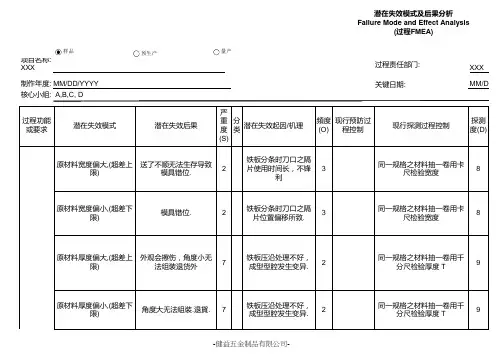
项目名称:
XXX
过程责任部门:XXX
关键日期:
核心小組:
原材料宽度偏大,(超差上
限)送了不顺无法生存导致
模具错位.2
铁板分条时刀口之隔
片使用时间长,不锋
利
3
同一规格之材料抽一卷用卡
尺检验宽度8
原材料宽度偏小,(超差下
限)模具错位.2铁板分条时刀口之隔
片位置偏移所致.3
同一规格之材料抽一卷用卡
尺检验宽度8
原材料厚度偏大,(超差上
限)外观会擦伤,角度小无
法组装退货外7
铁板压沿处理不好,
成型型腔发生变异.2
同一规格之材料抽一卷用千
分尺检验厚度 T9
原材料厚度偏小,(超差下
限)角度大无法組裝.退貨.7铁板压沿处理不好,
成型型腔发生变异.2
同一规格之材料抽一卷用千
分尺检验厚度 T9
(过程FMEA)
现行预防过
程控制现行探测过程控制
探测
度(D)
潜在失效模式潜在失效后果严
重
度
(S)
分
类潜在失效起因/机理
頻度
(O)
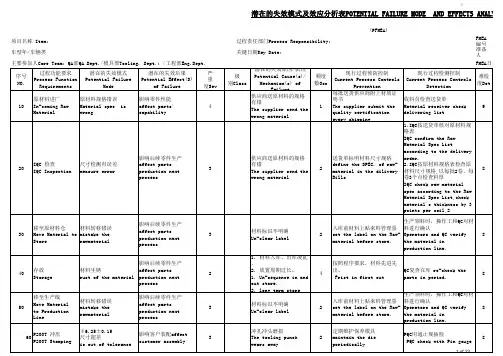
潜在失效模式及后果分析
Failure Mode and Effect Analysis
制作年度: MM/DD/YYYY MM/DD/Y A,B,C, D
过程功能
或要求
样品预生产量产
進料檢
驗
FMEA 编号:
編制者:FMEA 日期:
过程FMEA)
页码: 第 页 共 页
/DD/YYYY
Abc。
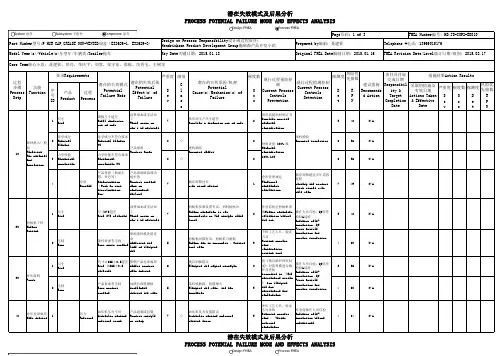

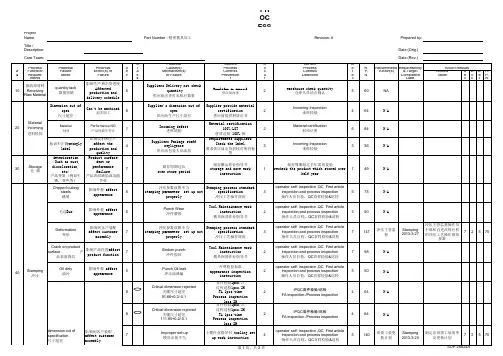
机械加⼯PFMEA范例(中英⽂)过程责任Process Responsibility ⽇期(修订)Revised date关键⽇期Orignal Production Date编制者 Prepared By零件程序编号 /版本号Part Program No./Rev.核⼼⼩组Core Team零件名称 /客户图号 /版本:Part Name /Drawing No. / Rev.FMEA ⽇期(原始)Date (Orig.)203.Brilling Hole镗孔(32,42)20°5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (19)Φ5.9±0.15Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (15)14.5+0.26Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA204 Reameringhole铰孔(21)Φ5.5 +0.02/-0.00581.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464205. Dilling hole钻孔Φ104Tools wear⼑具磨损23#REF!NA NA NA NA NA NA NA 206. Boring hole镗孔(18)Φ12.2+0.04/08Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6782464(16)17.5 +0.02/-0.036Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Impact assembly 影响客户装配Impact machining影响后续加⼯Impact assembly影响客户装配Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, changetools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerancetolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨206. Boring hole镗孔(37)61,Tools wear⼑具磨损2,The machine centerline offset机床中⼼线偏移33#REF!NA NA NA NA NA NA NA207. Turning OutsideDiameter车外圆(4)Φ14.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(5)Φ12.6±0.035Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(1)Φ16.18 0/-0.046Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA (25)45.6°±5°⼑具磨损33#REF!NA NA NA NA NA NA NA208.Groovin g 割槽(2)Ф 14+0.057Tools wear⼑具磨损44#REF!1.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定⼑具材质和设定⼑具使⽤寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment⽣产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.⼑具材质和⼑具寿命已经确定2.PPK≥1.6772456(11)2.2 +0.2/06Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA(26)R0.1 +0.1(2X)5Tools wear⼑具磨损33#REF!NA NA NA NA NA NA NA Customer dissatisfaction 客户不满意Customer dissatisfaction客户不满意Impact functionality影响使⽤性能Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Impact assembly影响客户装配1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically3,Setup the machine center line periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正3.定期调整机床中⼼1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters2.定期对⼑具参数进⾏补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算⼑具寿命,定时换⼑2.定期对⼑具参数进⾏补正Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Checking dimensions on line在线检查尺⼨Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is rough1.尺⼨超差2.表⾯粗糙Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差Dimension out oftolerance尺⼨超差1.Dimension out oftolerance2.Surface is roughDimension out of tolerance尺⼨超差。
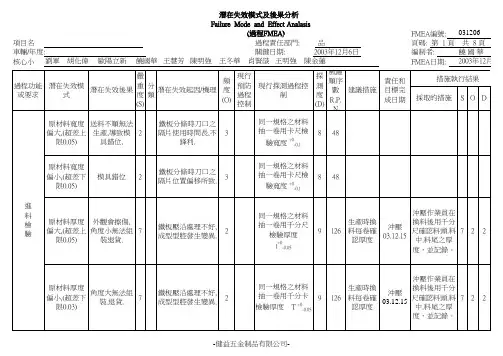
FMEA編號:項目名稱:7102-01-06(1.0+0/-0.05*298+0/-0.1)EGC-QF 過程責任部門:品質部 IQC 關鍵日期:編制者:核心小組: FMEA日期:2003年12月6日劉軍 胡化偉 歐陽立新 饒國華 王慧芳 陳明強 王冬華 肖賢燄 王明強 陳金蓮潛在失效模式及後果分析頁碼: 第 1 頁 共 8 頁(過程FMEA)車輛/年度:2003年12月6日饒 國 華 Failure Mode and Effect Analasis031206FMEA編號:顯目名稱:7102-01-06(1.0+0/-0.05*298+0/-0.1)EGC-QF 過程責任部門:品質部 IQC 關鍵日期:編制者:核心小組: FMEA日期:劉軍 胡化偉 歐陽立新 饒國華 王慧芳 陳明強 王冬華 肖賢燄 王明強 陳金蓮2003年12月6日潛在失效模式及後果分析Failure Mode and Effect Analasis(過程FMEA)031206頁碼: 第 2 頁 共 8 頁車輛/年度:2003年12月6日饒 國 華FMEA編號:顯目名稱:7102-01-06(1.0+0/-0.05*298+0/-0.1)EGC-QF 過程責任部門:品質部 IQC 關鍵日期:編制者:核心小組: FMEA日期:Failure Mode and Effect Analasis劉軍 胡化偉 歐陽立新 饒國華 王慧芳 陳明強 王冬華 肖賢燄 王明強 陳金蓮2003年12月6日(過程FMEA)031206頁碼: 第 3頁 共 8 頁車輛/年度:2003年12月6日饒 國 華潛在失效模式及後果分析顯目名稱:7102-01-06過程責任部門:沖壓課關鍵日期:編制者:核心小組:劉軍 歐陽立新 肖賢燄 胡化偉 饒國華 王慧芳 陳明強 王冬華 陳金蓮 林本峰 王明強 2003年12月6日頁碼: 第 4 頁 共 8 頁車輛/年度:2003年12月6日胡化偉顯目名稱:7102-01-06過程責任部門:沖壓課關鍵日期:編制者:核心小組:頁碼: 第 5 頁 共 8頁車輛/年度:2003年12月6日胡化偉 劉軍 歐陽立新 肖賢燄 胡化偉 饒國華 王慧芳 陳明強 王冬華 陳金蓮 林本峰 王明強 2003年12月6日顯目名稱:7102-01-06過程責任部門:加 工課關鍵日期:編制者:核心小組:FMEA 日期:頁碼: 第 6 頁 共 8 頁車輛/年度:2003年12月6日陳明強劉軍 胡化偉 歐陽立新 肖賢燄 饒國華 王慧芳 陳明強 王冬華 王明強 陳金蓮 林本峰2003/12/06.顯目名稱:7102-01-06過程責任部門:加 工課關鍵日期:編制者:核心小組:FMEA 日期:頁碼: 第 7 頁 共 8 頁車輛/年度:2003年12月6日陳明強劉軍 胡化偉 歐陽立新 肖賢燄 饒國華 王慧芳 陳明強 王冬華 王明強 陳金蓮 林本峰############顯目名稱:7102-01-06過程責任部門:加工組關鍵日期:編制者:核心小組:FMEA 日期:頁碼: 第 8頁 共 8 頁車輛/年度:2003年12月6日王冬華劉軍 胡化偉 饒國華 王慧芳 陳明強 王冬華 王明強 肖賢燄 歐陽立新 林本峰 陳金蓮 2003年12月6日。

PFMEA作业指导书1 PURPOSE(目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2 SCOUPE(范围)This work instruction applies to any manufacturing process that has a customer requirement for failure mode effect analysis or any process at FLEX (Doumen) where management requires a PFMEA.适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。
3 DEFINITIONS(定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thepotential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date.PFMEA--制程失效模式及效果分析。
PFMEA作业指导书1 PURPOSE(目的)The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs.此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。
2 SCOUPE(范围)This work instruction applies to any manufacturing process that has a customer requirement for failure mode effect analysis or any process at FLEX (Doumen) where management requires a PFMEA.适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。
3 DEFINITIONS(定义)3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all thepotential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date.PFMEA--制程失效模式及效果分析。
Potential Failure Mode and Effects Analysis (Process FMEA)必须定置放置2. miss deburrs2. 漏去毛刺1. impact the location2. customer dissatisfaction1. 影响定位2. 客户不满意parts be mix in process产品流转时箱子混放3Set-management,inspection 定置管理,检查60无50roughcastinspection毛坯检验1 Mistaken judgments:1.1 qualified asunqualified;1.2 unqualified asqualified;误判断:1.1合格判为不合格;1.2不合格判为合格。
Affect the appearance andmachine process影响外观和后续的加工5Burr is out of spec毛刺不符合工艺要求3Train and evaluate theinspector对巡检员进行培训及考核460无60roughcast store毛坯入库quantity did notconfront with thesheet数量与入库单不一致Can not guarantee quantity inaccounts is the same withactual products无法保证账本与实际产品相同数量2wrong Acceptance验收错误3Storage sheets, visualinspect入库记录单,目测318无1.1 Cutter wear1.1 铣刀磨损3Life Management使用寿命管理3无1.2 Low speed1.2 转速低3Confirmed before theoperation开班前转速确认3无1.3 Fast feed1.3 进给量快3confirm valve of feedbefore operation开班前进给量确认3无1.4 big depth of cut1.4 切削深度大3Confirmed the depth ofcut开班前切削深度确认3无1.5 Products are not tightclamping1.5 产品装夹不紧3Check whether theproduct is qualified检查产品是否合格3无24mm ± 0.152. 24mm ± 0.15 outof spec.2. 距离基准面A的高度24mm ± 0.15不合格Affect assembly quality影响装配质量7SC4the foreign material onthe surface of Fixtureand product夹具,产品定位面有异物3blow the foreignmaterial on the surfacebefore clamping装夹前气枪清除定位面异物.484无3. Machined surfaceand the base B, A, C0.3 degree outline3. 加工面与基准B、A、C的轮廓度0.3Affect assembly quality影响装配质量7SC5the foreign material onthe surface of Fixtureand product夹具,产品定位面有异物3blow the foreignmaterial on the surfacebefore clamping装夹前气枪清除定位面异物.484无71.1 wrong drill brand1.1 镗刀型号错误4Checkdiameter withcalipers before openingand First pieceInspection开班前用卡尺检查直径大小和首件检查384无71.2 the blade of drillwear1.2 镗刀磨损4Tool life management:check whether theproduct is qualified 刀具寿命管理:检查产品是否合格384无72.1 wrong drill brand2.1 镗刀型号错误3Checkdiameter withcalipers before openingand First pieceInspection开班前用卡尺检查直径大小和首件检查363无54456the milling plane and thecorresponding surface can notcompletely close after assembly基准A、C与相对应的装配面不能完全紧贴Affect assembly quality影响装配质量影响装配质量1.surface roughnessout of tolerance1.表面粗糙超差1. hole diameter outof spec.1. 孔径不合格. 位置度不合格2. position out ofspec.粗糙度在Ra3.2φ22.2±0.15Milling plane铣底平面drilling Φ22.2±0.15 hole镗Φ22.2±0.15孔去毛刺40 707 2.2 clamp the products tiltly position is incorrect2.2 装夹产品倾斜,位置不正确5Check whether the product is qualified 检查产品是否合格3105无7 2.3 the foreignmaterial on the surface of Fixture and product 2.3 夹具,产品定位面有异物3blow the foreignmaterial on the surface before clamping装夹前气枪清除定位面异物.484无71.1 wrong drill brand 1.1 钻花型号错误4Checkdiameter withcalipers before opening and First pieceInspection开班前用卡尺检查直径大小和首件检查384无71.2 the blade of drill wear1.2 钻花磨损4Tool life management:check whether theproduct is qualified 刀具寿命管理:检查产品是否合格384无72.1 wrong drill brand 2.1 钻花型号错误3Checkdiameter withcalipers before opening and First pieceInspection开班前用卡尺检查直径大小和首件检查363无72.2 clamp the products tiltly position is incorrect 2.2 装夹产品倾斜,位置不正确5Check whether the product is qualified 检查产品是否合格3105无7 2.3 the foreignmaterial on the surface of Fixture and product 2.3 夹具,产品定位面有异物3blow the foreignmaterial on the surface before clamping装夹前气枪清除定位面异物.484无80Chamfer 倒角parts have be visual inspected done afer impregnation 产品补漏后进行目漏序missing chamfer Affect assembly quality 影响装配质量7Mixed products (processed andunprocessed products)混产品(加工与未加工产品)4定置管理fixation manage 4112无1.products are dirt and foreign matter on it 1. 产品有污垢和异物Affect assembly quality 影响装配质量7cleaning is not thorough 清洗不彻底2Compared with the master sample 与样件比较456无2.the product has surface scratches2. 产品机加面有碰划伤Affect product appearance and assembly quality影响产品外观和装配质量7bump in cleaning and transfering process周转和清洗过程中碰伤3define the layout of the part产品规定摆放方式363无51.1 use wrong check fixtur 1.1 检具使用错误3check fixture identity management 检具标识管理345无5 1.2 check fixture wear 1.2 检具磨损3Regular calibration 定期校检345无51.3 The spec is not clear 1.3 检验标准不明确3visual sample 可视标准345无SC1SC2/SC3Affect assembly quality 影响装配质量Affect assembly quality 影响装配质量1. Manufacturing costs2. Product is not available 1.产品无法使用1 Mistaken judgments:1.1 qualified as unqualified;1.2 unqualified as qualified;误判断:1.1合格判为不合格;1.2不合格判为合格。
PFMEA范本案例PFMEA (Process Failure Mode Effects Analysis),即工艺失效模式与影响分析,是用于识别、评估和控制过程故障和问题的方法。
下面是一个PFMEA范本案例,包括问题描述、风险评估和控制措施。
案例:XX公司生产线工序XPFMEA分析1.过程描述:工序X是生产线上的一个关键工序,该工序涉及零件的装配和测试。
在该工序中,零件被装配在一起,并进行功能性和可靠性测试。
整个过程由机器和操作员共同完成。
2.问题描述:在工序X中,出现以下潜在问题和风险:1)零件装配错误;2)错误的测试参数设置;3)不稳定的测试设备;4)操作员疏忽导致错误装配或测试;5)潜在的零件缺陷。
3.风险评估:为了评估上述潜在问题和风险的重要性和严重性,我们使用了一套1-10的风险评估矩阵,其中1表示风险较低,10表示风险较高。
问题可能性重要性严重性风险等级零件装配错误87956错误的测试参数设置79856不稳定的测试设备58640操作员疏忽导致错误装配或测试66954潜在的零件缺陷310721注意:风险等级=可能性*重要性*严重性4.控制措施:基于上述评估结果,我们必须采取适当的控制措施来减少或消除潜在问题和风险。
问题控制措施零件装配错误1)提供装配指导书和流程图;2)定期进行员工培训,确保操作员技能;3)引入自动化装配设备,减少人为错误。
错误的测试参数设置1)设定可编程的测试参数,并进行封装;2)详细记录正确的测试参数;3)定期进行设备校准和维护。
不稳定的测试设备1)定期进行设备维护和保养;2)评估设备的可靠性,进行适当的维护。
操作员疏忽导致错误装配或测试1)强调操作员的责任和重要性;2)建立良好的质量管理文化;3)使用自动化检测设备进行装配和测试。
潜在的零件缺陷1)加强供应商质量管理;2)引入100%检验,筛选出潜在问题。
注意:控制措施要具体、可行,并由有效的检验和监控机制支持。