钳工实训教程-螺纹工件加工
- 格式:doc
- 大小:161.55 KB
- 文档页数:4
《钳工工艺与技能训练》教案(12)【课时内容】任务1 加工组合孔板【所属项目】项目6 螺纹加工【教材版本】《钳工工艺与技能训练》厉萍、曹恩芬主编北京:机工社2018.10【教学目标与要求】➢思政育人培养工程品质,渗透国家忧患意识,激发爱国热情,发扬时代精神,锤炼技能,提升强国有我之志向。
➢知识目标熟知攻螺纹的工艺方法和相关计算。
➢能力目标掌握攻螺纹的基本技能。
【教学重点】攻螺紋操作要点和技能的形成。
【教学难点】攻螺纹起攻与攻制过程控制。
【分析学生】随着前面各项基本技能的学习的训练,工艺知识和加工能力在不断积累中丰富和提升,学习意愿和能力都渐进强化。
【教学设计思路】明确学习任务→掌握知识要点→观摩实际操作→归纳操作要领→技能训练。
【教学资源】教材、多媒体课件、丝锥、铰杠、钻床、钻头及辅具工具、任务备件等。
【教学安排】参考课时:2【教学过程】➢导入新课攻螺纹和套螺纹(又称攻丝和套丝)是工件上普通螺纹最常见的加工方法,钳工加工多采用手动攻螺纹和套螺纹。
钳工手动攻、套螺纹适于精度不高的普通螺纹的加工。
本课时以组合孔板的加工为载体,在钻孔的基础上通过接续学习掌握螺纹孔的加工技能。
➢新课教学结合网络等数字化资源辅助教学,完成以下认知:一、知识准备1.攻螺纹工艺知识要点:(1)手用丝锥的分组特点与选用攻螺纹时,为了减小切削力和延长丝锥的使用寿命,一般将整个切削工作量分配给几支丝锥来承担。
通常M6~M24丝锥每组有两支;M6以下及M24以上的丝锥每组有三支;细牙螺纹丝锥为两支一组。
成组丝锥切削量的分配有锥形分配和柱形分配两种形式。
①锥形分配丝锥,即等径丝锥。
一组丝锥中,每支丝锥的大、中、小径都相等,只是切削部分的长度和锥角不等。
头锥的切削部分为5~7个螺距;二锥的切削部分长度为2.5~4个螺距;三锥的切削部分为1.5~2个螺距。
当攻通孔螺纹时,一般只用头锥一次切削即可完成。
攻盲孔螺纹时,为了增加螺纹的有效长度,分别采用头锥、二锥和三锥进行切削。
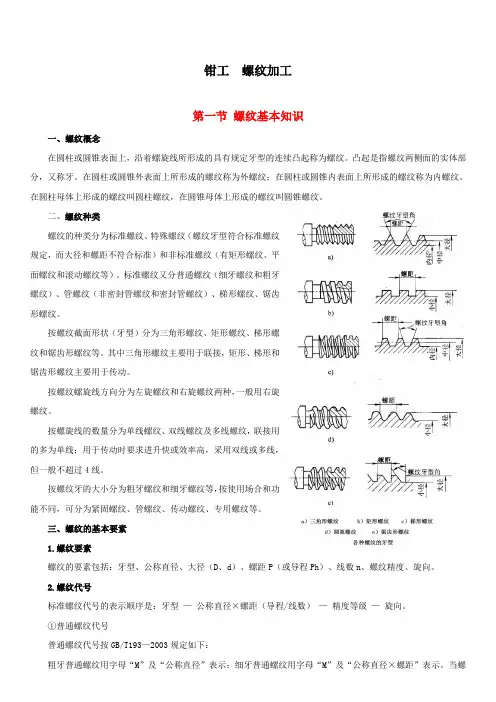
钳工螺纹加工第一节螺纹基本知识一、螺纹概念在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起称为螺纹。
凸起是指螺纹两侧面的实体部分,又称牙。
在圆柱或圆锥外表面上所形成的螺纹称为外螺纹;在圆柱或圆锥内表面上所形成的螺纹称为内螺纹。
在圆柱母体上形成的螺纹叫圆柱螺纹,在圆锥母体上形成的螺纹叫圆锥螺纹。
二、螺纹种类螺纹的种类分为标准螺纹、特殊螺纹(螺纹牙型符合标准螺纹规定,而大径和螺距不符合标准)和非标准螺纹(有矩形螺纹、平面螺纹和滚动螺纹等)。
标准螺纹又分普通螺纹(细牙螺纹和粗牙螺纹)、管螺纹(非密封管螺纹和密封管螺纹)、梯形螺纹、锯齿形螺纹。
按螺纹截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹和锯齿形螺纹等。
其中三角形螺纹主要用于联接,矩形、梯形和锯齿形螺纹主要用于传动。
按螺纹螺旋线方向分为左旋螺纹和右旋螺纹两种,一般用右旋螺纹。
按螺旋线的数量分为单线螺纹、双线螺纹及多线螺纹,联接用的多为单线;用于传动时要求进升快或效率高,采用双线或多线,但一般不超过4线。
按螺纹牙的大小分为粗牙螺纹和细牙螺纹等,按使用场合和功能不同,可分为紧固螺纹、管螺纹、传动螺纹、专用螺纹等。
三、螺纹的基本要素1.螺纹要素螺纹的要素包括:牙型、公称直径、大径(D、d)、螺距P(或导程Ph)、线数n、螺纹精度、旋向。
2.螺纹代号标准螺纹代号的表示顺序是:牙型—公称直径×螺距(导程/线数)—精度等级—旋向。
①普通螺纹代号普通螺纹代号按GB/T193—2003规定如下:粗牙普通螺纹用字母“M”及“公称直径”表示;细牙普通螺纹用字母“M”及“公称直径×螺距”表示。
当螺纹为左旋时,在螺纹代号之后加写“LH ”②梯形螺纹代号梯形螺纹代号按GB/T5796—2005标准规定如下:梯形螺纹用“Tr ”表示,单线螺纹用“Tr ”及“公称直径×螺距”表示;多线螺纹用“Tr ”及“公称直径×导程(P 螺距)”表示;当螺纹为左旋时,在代号之后加注“LH ”。

钳工加工中的螺纹加工技术在机械加工领域中,螺纹加工技术是重要的一环。
而在钳工加工中,螺纹的制作更是必须掌握的基本技能之一。
本文将阐述一些常见的螺纹加工技术,以及如何正确地选择合适的工具和技术,来保证螺纹加工的高效率和高质量。
1. 常用的螺纹加工技术螺纹加工技术有很多种,常用的有丝锥法、螺纹车削法、铣削法等。
下面将逐一介绍这几种螺纹加工技术1.1 丝锥法丝锥法是制造小直径螺纹时使用的方法,其缺点是进给速度慢,所以只适用于制造小型产品。
使用时应注意力度不能过大,否则会断掉。
1.2 螺纹车削法螺纹车削法适用于加工较大的螺纹。
在使用螺纹车削法时,应注意掌握车床的操作技巧,合理选择铣刀切削方式,保证工件和铣刀之间的配合对于加工的质量影响很大。
1.3 铣削法铣削法相对于螺纹车削法,适用于宽、浅或坑性螺纹等螺纹的加工。
在使用铣削法时,需要注意铣刀的类型和刀具的部位以及加工深度等。
与螺纹车削法相比,铣削法是一种更为灵活的加工方式。
2. 工具的选择和使用螺纹加工是一项需要仔细考虑工具和技术的工作。
使用合适的工具可以提高加工的效率和质量,下面将介绍一些常见的工具的选择和使用。
2.1 总长公差当我们购买金属切削刀具时,我们需要关注总长公差。
总长公差是刀具的标准公差,用于确保刀具的质量。
2.2 尺寸公差尺寸公差是刀具尺寸的标准公差,用于确保刀具的精度。
我们在使用切削刀具时需要关注尺寸公差,以保证加工精度。
2.3 刀头设计切削刀具的刀头设计很重要,直接影响到切削效果。
钳工加工中螺纹加工所使用的刀头设计应尽可能适合螺纹加工需要。
目前市场上广泛采用的刀头设计包括末端圆形、锥形和角形。
3. 结语螺纹加工技术是钳工加工中的一项重要技能。
掌握这些技术能有效提高生产效率和产品的质量。
在选择工具和技术时,需要仔细考虑和比较,以确保取得最好的加工效果。
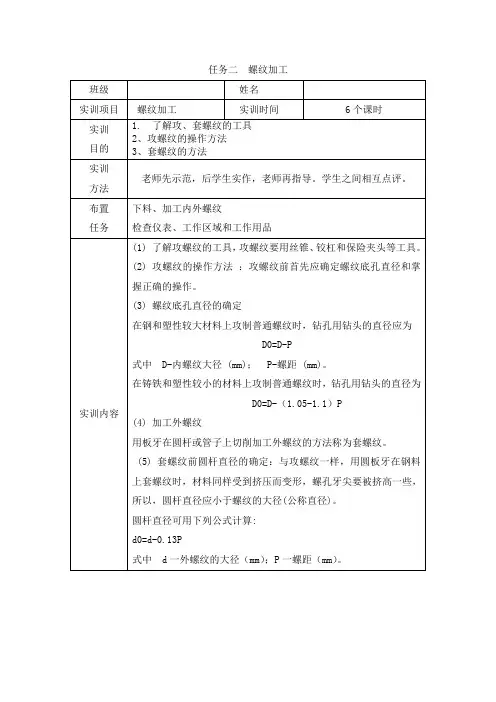
教学目标知识目标:了解加工螺纹所用工具种类与选用;掌握攻螺纹底孔直径和套螺纹圆杆直径的确定方法;熟悉丝锥折断和攻螺纹、套螺纹的废品产生原因和防止方法。
技能目标:掌握攻螺纹的操作方法;掌握套螺纹的操作方法。
教学
重点
掌握攻螺纹、套螺纹的操作方法。
教学
难点
掌握攻螺纹底孔直径和套螺纹圆杆直径的确定方法。
教学
手段
实物演示;教学板书;录像插件;电子课件。
教学
学时
14
教学内容与教学过程设计注释
螺纹工件加工
螺纹加工分内螺纹加工和外螺纹加工。
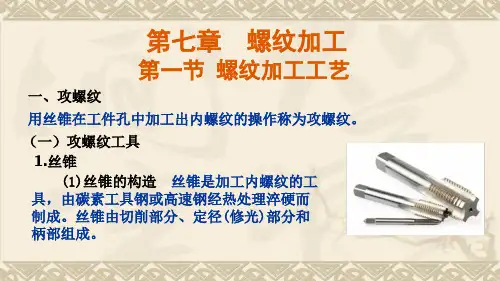
用丝锥在工件孔中切削出内螺纹的加工方法称为
攻螺纹;用板牙在圆柱面(或圆锥面)上切削外螺纹的加工方法为套螺纹。
任务一攻螺纹
〖实训任务〗
完成如图6-1所示工件的螺纹内孔加工。
图6-1攻螺纹工件图
〖任务分析〗
通过攻螺纹练习,掌握用丝锥加工内螺纹的方法。
〖任务准备〗
(1)材料准备:100 mm×80 mm×20 mm钢板一块。
(2)工具准备:M6、M8及M10丝锥各一套, 5 mm、 6.7 mm、8.5 mm钻头各一支。
(3)量具准备:直尺、游标卡尺、M6、M8及M10螺纹塞规。
〖任务实施〗
(1)按图划线。
(2)确定螺纹底孔直径。
(3)攻螺纹。
①攻螺纹前首先要钻孔,也称钻底孔。
②倒角。
③起攻。
④检查垂直度。
项目说明。
明确实训任务。
分析任务重点。
任务所需工具准备。
分步骤实施任务。
⑤正常攻螺纹时,两手用力要均匀,要经常反转1/4~1/2圈以断屑或清屑。
(4)检查。
螺纹塞规如图63所示,用来测量内螺纹的尺寸精度。
在测量螺纹时,如果量规过端正好拧进去,而止端拧不进,说明螺纹精度符合要求。
〖操作提示〗
(1)端面孔口要倒角。
(2)开始攻螺纹时,要加轴向压力使丝锥切入工件,切入几圈以后就不需要加压了。
(3)手动攻螺纹时,当丝锥的校准部分已进入螺孔,每正转1/2~1圈要倒退1/4~1/2圈,使切屑碎断后再往下攻。
(4)在钢类工件上攻螺纹时需要加切削液;加工较硬的铸铁工件或螺孔粗糙度要求较高时,可以加煤油。
(5)用了头锥,然后用二锥、三锥时必须用手将丝锥旋入螺孔,然后再用铰杠,防止乱扣,机动攻螺纹时情况类似。
〖任务评价〗
填写“攻螺纹评分表”。
〖知识链接〗
一、攻螺纹工具
1.丝锥
丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
(1)丝锥由切削部分、校准部分和柄部组成。
(2)丝锥的材料。
2.丝锥扳手
丝锥扳手(又称铰杠)是用来夹持丝锥的工具,有普通铰杠和丁字铰杠两类。
丁字铰杠主要用于攻工件凸台旁的螺孔或机体内部的螺孔。
铰杠又分固定式和活络式两种。
固定式铰杠常用在攻M5以下的螺孔,活络式铰杠可以调节方孔尺寸。
二、螺纹底孔直径的确定
丝锥主要是切削金属,也有挤压金属的作用。
因此,攻螺纹前的螺纹底孔直径要稍大于螺纹标准中规定的螺纹小径。
钻头直径d可查表6-1或根据下列经验公式计算。
加工钢料及塑性金属时d=D-P(6-1)
加工铸铁及脆性金属时d=D-1.05P(6-2)
式中,D为螺纹大径(mm);P 为螺距(mm)。
三、攻螺纹和套螺纹切削液的选用
攻螺纹和套螺纹切削液的选用见表6-2。
〖任务拓展〗
完成如图6-7所示工件的不通孔螺纹加工。
操作中应注意问题。
填评分表。
攻螺纹工具的结构及分类。
螺纹底孔直径的计算方法。
切削液的选用。
在完成实训任务后进一步完成拓展任务。
图6-7攻不通孔螺纹
1.拓展提示
(1)不通孔螺纹的钻孔深度。
钻不通孔,由于丝锥不能攻到底,所以钻孔深度要大于螺纹长度,其大小按下式计算
孔的深度=要求的螺纹长度+0.7螺纹大径
(2)不通孔中攻螺纹,要经常排屑。
2.拓展评价
填写“攻不通孔螺纹评分表”。
任务二套螺纹
〖实训任务〗
完成如图6-8所示螺杆外螺纹加工。
图6-8螺杆外螺纹加工
〖任务分析〗
掌握套螺纹圆杆直径及外螺纹加工方法是钳工基础技能之一,通过训练使学生掌握螺纹量具的使用方法及套螺纹的正确方法。
〖任务准备〗
(1)材料准备:14 mm×120 mm的45钢圆棒料。
(2)工具准备:台虎钳、M14板牙、板牙架。
(3)量具准备:直角尺、游标卡尺、螺纹塞规、螺纹样板。
〖任务实施〗
(1)用游标卡尺检测螺杆尺寸是否为13.7~13.85 mm。
(2)用台虎钳装夹工件。
(3)套螺纹。
①起套。
②正常套螺纹。
〖操作提示〗
(1)起套时,要从两个方向进行垂直度的及时借正,这是保证套螺纹质量的重要一环。
(2)攻螺纹和套螺纹时,要控制两手用力均匀和掌握好最大用力限度。
(3)攻螺纹和套螺纹时,对塑性材料要加润滑冷却液以减小切削阻力,减小螺孔表面粗糙度,延长丝锥使用寿命。
〖任务评价〗
填写“螺杆外螺纹加工评分表”。
〖知识链接〗
一、套螺纹工具
1.圆板牙
板牙是加工外螺纹的工具。
常用圆板牙外圆上有4个锥坑和1条V形槽,图中下面2个明确实训任务。
分析任务重点。
任务所需工具准备。
分步骤实施任务。
操作中应注意问题。
填评分表。