机柜来料检验
- 格式:xls
- 大小:34.50 KB
- 文档页数:1

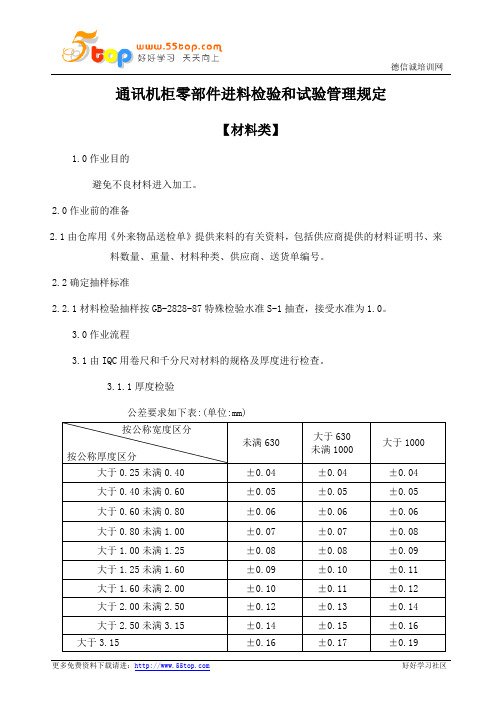

质量检验篇机柜的检验方法.1 外形尺寸公差3.2 形位公差机柜不允许有肉眼可见倾斜或局部歪、扭现象存在。
框架立柱与底座垂直度为小于1.5mm。
检测时以底座上表面为基准,以立柱上端内沿面为测量点。
顶框与底座平行度为小于1mm。
检测点为底座上表面及顶框下表面,且互为基准。
也可通过测量六面之对角线的长度,相差不得超过2.5mm来检测。
有中隔板者,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度为小于1mm。
上、下围框的对角线之差的绝对值小于1.5mm。
立柱不能有扭曲现象,各立柱与上、下围框相连的两端交接线与围框相邻平面的平行度为小于0.5mm。
3.3 支撑插箱的滑道,同一层的左、右滑道所组成的工作面相对底座上表面的平行度为1m m,且应保证插箱装入后相邻两面板之间间隙之差的绝对值不得超过0.6mm。
3.4 前、后及左、右侧门不允许有鼓胀、扭曲等现象,其平面度为小于2mm。
局部100mm X100mm之内不得超过0.4mm。
所有门板装入机柜后,其外表面与它所在的机柜侧面平行度不得超过1.5mm,平行缝隙各处之差的绝对值小于2mm,且与框架贴合良好。
固定门板同一缝隙各处之差的绝对值≤1mm;旋转门板不能有明显下垂或上翘现象,其同一缝隙各处之差的绝对值≤1.8mm。
有开启与闭合要求的门,必须转动灵活,开启角度≥90°,闭合后与门磁吸附良好,转动过程中不得有任何能引起喷涂层损坏等的干涉现象。
侧门装拆应灵活。
旋转门板在装入并开启30°左右位置,测量远离转轴的一边到框架前平面的垂直距离,其最大值与最小值之差应≤10mm。
4.机箱及插框4.1 箱体底面及其他侧面平面度为1mm。
4.2 箱体前后或左右立面相对底面地垂直度为1mm。
4.3 面板的顶面和底面平行度为0.5mm,侧面和底面垂直度为0.5mm。
4.4 面板装入箱体后,应垂直端正,其侧面与箱体底面垂直度为0.5mm,底面和箱体底面的平行度为0.5mm。

目录1.目的 (2)2 适用范围 (2)3 定义与术语 (2)3.1 缩略语释 (2)3.2 产品表面等级的定义 (2)3.3 各等级面的划分: (2)4 外观检验条件 (3)4.1 检验原则: (3)4.2 目测检验条件 (3)4.3 检测面积划分 (3)5 可接受的缺陷标准 (4)5.1 缺陷定义 (4)5.2 可接受范围 (5)6 机柜其他标准 (6)6.1 机柜配合 (6)6.2 零配件要求 (6)7.0喷涂色板制作 (6)7.1制作喷涂色板目的 (6)7.2色板制作标准 (7)7.3保存 (7)8.0性能测试 (7)8.1制作性能破坏测试件 (7)8.2附着力测试 (7)8.3 硬度检验 (7)8.4耐冲击试验 (7)8.5漆膜厚度 (7)9.0尺寸检验 (7)10、其它事项 (7)11、附件不良图片 (8)1 目的规范喷涂、机柜外观检验标准,确保机柜产品符合客户品质的要求。
2 适用范围适用于本公司生产或者外协所有项目用机柜通用外观检验。
3 定义与术语3.1 缩略语解释3.1.1 产品:指处于即将向客户发货状态下的物品,如机壳、模块、散件、整机等。
3.1.2 外观:指产品上任何可看见的表面的外貌。
3.1.3 金属表面:指电镀、氧化、钝化、抛光以及金属压铸面等表现为金属质感的表面;区别于喷涂、塑料等非金属表面。
3.1.4 拉丝:是一种砂带磨削加工,通过砂带对金属表面进行磨削加工,去除金属表面缺陷,并形成具有一定粗糙度、纹路均匀的装饰表面。
3.1.5 挂具印:指喷涂、电镀、或氧化等表面处理生产过程中,因装挂用辅助工具的遮挡而使其与零件相接触的部位局部无膜层的现象。
3.2 产品表面等级的定义结构产品的表面外观等级划分为四个级别:A 级、B 级、C 级和D 级。
各级的详细定义如下;各等级面的具体划分参见图1~图3,以下为理论上的定义,实际以图纸上的标示为准。
3.2.1 A级表面:在产品正常工作状态下,能直接正视到的表面。

(客户要求时)
)a)提吊要求
机柜应承受图1所示的提吊试验,在表1的性能等级条件下,提
吊试验应满足:
●试验后不应产生影响配合或功能的变形或破坏。
b)刚度要求
机柜应承受图2所示的刚性试验,在表1的性能等级条件下,刚
性试验应满足:
●试验后不应产生影响配合或功能的变形或破坏;
●接地连续性应满足:机柜所有可能被触及的部分都应实现
电气互连并可靠接地。
接地点与任一接地部件之间的连接
电阻应小于0.1Ω。
委外
注:
1、适用范围
除用户提供的产品检验标准或为用户产品专门拟定的检验标准外,适用于中心所有机箱、机柜产品的检验。
2、机箱、机柜外观的等级要求:
● A 级面:装配后经常看到的外表面,如机箱、机柜的面板、机柜门,机
柜四周侧面,常人可视顶面与不需弯腰可视底面;
● B 级面:不经常看到,但在一定条件下能看到的面。
如打开后看到的内附
件、加强筋、大门的内侧面等;
● C 级面:一般看不到,或只有在装配过程中才能看到的面。
如机柜内拖板
与导轨的接触面,机柜底板与底座的接触面等。
3、附防护等级定义
4、整机抽检数量100%。
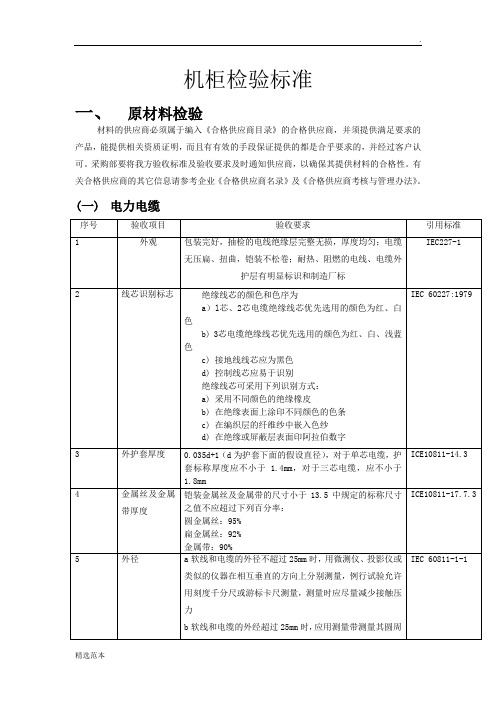
机柜检验标准一、原材料检验材料的供应商必须属于编入《合格供应商目录》的合格供应商,并须提供满足要求的产品,能提供相关资质证明,而且有有效的手段保证提供的都是合乎要求的,并经过客户认可。
采购部要将我方验收标准及验收要求及时通知供应商,以确保其提供材料的合格性。
有关合格供应商的其它信息请参考企业《合格供应商名录》及《合格供应商考核与管理办法》。
(一)电力电缆仅从电线、电缆的几何尺寸,不足以说明其导电性能、绝缘性能一定能满足要求。
电线、电缆的绝缘性能、导电性能和阻燃性能,除与几何尺寸有关外,更重要的是与构成的化学成份有关,在进场验收时无法判定的,要送有资质的试验室进行检测。
(二)电柜高低压成套配电柜、蓄电池柜、不间断电源柜、控制柜(屏、台)及动力、照明配电箱(盘)应符合下列规定:1.查验合格证和随带技术文件,实行生产许可证和安全认证制度的产品,有许可证编号和安全认证标志,不间断电源柜有出场试验记录;外观检查:有铭牌,柜内元器件无损坏丢失、接线无脱落焊,蓄电池柜内电池壳体无碎裂、漏液,充油、充气设备无泄露,涂层完整,无明显碰撞凹陷2.成套配电柜、屏、台、箱、盘在运输过程中,因受振动使螺栓松动或导线连接脱落焊是经常发生的,进场验收时应重点检查,以利采取措施,使其正确复位3.电柜的金属框架及基础型钢必须接地或接零可靠,装有电气的可开启的门,门和框架的接地端子应用裸编织铜线连接且有标识。
4.电柜应有可靠的电击保护,电柜内保护导体应有裸露的连接保护导体的端子5.手抽,抽屉式成套配电柜推拉应灵活,无卡阻碰撞现象,动静触头应在同一中心线上,触头接触紧密,推入时接地触头先于主触头接触,拉出时后于主触头分开6.电柜间线路的线间和线对地绝缘电阻值馈电线路必须大于0.5MΩ,二次回路必须大于1 MΩ(三)元件1.查验合格证和随带技术文件,实行生产许可证和安全认证制度的产品,有许可证编号和安全认证标志2.外观检查:查看外包装是否有损坏,有破损时应特别注意里面元器件是否完好3.检查所购原件型号数量是否和采购清单一致(四)桥架1.检查产品包装是否在运输过程中受到机械损伤,产品标志是否清晰2.检查产品外包装的标志内容是否与设计相符;如产品的名称、型号、规格、制造厂、出厂日期、工程项目名称或代号、收货单位名称等3.检查装箱单、材质证明及出厂验收报告是否齐全4.外观质量:如桥架及附件有无扭曲、变形、毛刺、刃边、卷边现象5.尺度精度6.防腐厚度及附着力,如防护层有无剥落现象7.焊接表面质量,如焊缝表面均匀,不得有漏焊、裂纹、夹渣、烧穿、弧坑等缺陷8.热浸镀锌桥架锌层应均匀,无脱落现象二、生产过程检验(一)电柜检验1.开箱检查1)包装及密封应良好2)型号规格应符合设计要求,设备无损伤,附件备件齐全3)产品的技术文件齐全4)开箱检查应形成开箱检查记录表2.电柜的搬运及存放检查5)电柜在安装和存放时应采用防震,防潮,防止框架变形和漆面受损等情况发生6)电柜应存放在室内或能避雨,雪,风,沙的干燥场所;对特殊保管要求的电气原件和设备元件应按相关要求存放3.电柜的安装检查7)电柜的安装应在浇注基础型钢的混凝土凝固后进行8)电柜安装前应先按图纸规定的顺序将配电柜作标记,然后用人力将其搬放到安装位置9)电柜安装时可先把每个电柜安装到大致的水平位置,然后在精确的调整第一个电柜,再以第一个电柜为标准将其他电柜逐一进行调整;调整的顺序可从左至右也可从右至左或者从中间开始往两边调整。
进料检验(IQC)进料检验是制止不良物料进入工厂生产环节的首要控制点,是提高产品品质的基本前提。
加强进料检验管理,就必须明确进料检验的项目和方法,熟悉进料检验流程,掌握进料检验基本方式。
进料检验概述1.定义进料检验又称来料检验,是工厂制止不良物料进入生产环节的首要控制点。
进料检验由品质部IQC 执行2.明确检测要项IQC在对来货检验前,首先要清楚该批货物的品质检测要项,不明之处要向本部门主管问询,直到清楚明了为止。
在必要时,IQC验货员可从来货中随机抽取两件来货样,交 IQC主管签发来货检验临时样品,并附相应的品质检测说明,不可在不明来货检验与验证项目,方法和品质允收标准的情况下进行验收进料检验流程三进料检验项目与方法1.外观检测一般用目视,手感,限度样品进行验证2.尺寸检测一般用卡尺,千分尺,塞规等量具验证3.结构检测一般用拉力器,扭力器,压力器验证4.特性检测如电气的,物理的,化学的,机械的特性,一般采用检测仪器和特定方法来验证四进料检验方式的选择1.全检方式适用于来货数量少,价值高,不允许有不合格品物料或工厂指定进行全检的物料2.抽样检验方式适用平均数量较多,经常性使用的物料,一般工厂均采用此种验货方式。
允收水准(Accptable Quality Level)是客供双方均可接受的一种不良品率,以符号AQL表示。
五检验结果的处理方式1.允收经IQC验证,不合格品数低于限定的不合格品个数时,则判为该批来货允收。
IQC应在验收单上签名盖检验合格印章,通知货仓收货。
2.拒收若不合格品数大于限定的不良品个数,则判定该送检批为拒收,IQC应及时填制IQC退货报告。
经相关部门会签后交货仓部,采购部办理退货事宜,同时在该送检批货品外箱标签上盖退货字样并挂退货标牌3.特采所谓特采,即进料经IQC检验品质低于允许水准,IQC虽提出退货的要求但工厂由于生产的原因,而做出的特别采用的要求,若非迫不得已工厂应尽可能不启用特采,即使采用也要按严格的程序办理(1)偏差送检批物料全部不良,但只影响工厂生产速度,不会造成产品最终品质不合格,在此情况下,经特批予以接收。
DKBA华为技术有限公司内部技术规范DKBA0.400.0156 REV.A室内机柜通用质量要求General Quality Requirement for Indoor Cabinet2010年10月30日发布2010年11月31日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:整机工程部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0156_A 整机室内平台组:詹傲方62070 整机工程部:陈京115015 向子上 123303钟荣华123283 朱立军119407周伟 123276钟宏辉 121959翟玉山69373刘松 110675刘宝龙 61903陈扬全132680方志勇 136818曹晶 141802郑学忠 45341 罗勇 37474李宇雄 12140 郭天次140571TQC:黄信兵 105428SQE:肖本富36755MQE:陈亮 68994李志诚 59015 朱龙昭 59010首次发布目录Table of Contents1室内机柜简述 (6)1.1室内机柜分类 (6)2图纸标注说明 (6)3外观表面等级定义 (7)3.1一级面 (7)3.2二级表面 (7)3.3三级表面 (7)4外观检验条件 (9)5产品装配等级定义 (10)6质量检验项目、检验标准和检验方法 (10)7附表 (15)8高端市场室内机柜产品表面外观质量补充要求 (20)表目录List of Tables表1室内机柜类型表 (6)表2外观检验条件 (9)表3质量检验项目、标准和检验方法 (10)表4金属外观面可接受缺陷范围 (15)表5涂层外观面缺陷的可接受范围 (17)表6塑料表面缺陷的可接受范围 (19)表7表面大小类别划分 (20)图目录 List of Figures图1.机柜外观面等级示意图 (8)图2.“正视”位置示意图 (10)图3.二级面不可接受打磨痕示意图........................................................................... 错误!未定义书签。
工序/
/
版本
1/1
序号项目A
B
C 1
★外观
*
*
*
*
承认书*
BOM *
承认书*
样品2尺寸*承认书
*3
★功能
*****
4实配**5
包装
**
*
*6★可靠性**
版本A/0
样品
样品、
承认书
BOM
样品
缺陷判定
深圳国保警用装备器材有限公司
机 柜 来 料 检 验 指 导 书
备注
袁其银
摇晃实验
整机摇晃5次,检查部件是否有松动,异响。
手工拟制审核
批准
日期
注:
1.带“★”为重点检验项目;
2.短装时必须保持原包装状态。
出货报告
每批来料必须有出货检验报告。
目视外壳耐磨使用酒精在外壳表面来回擦拭10次,检查有无掉色。
手工附件检查包装附件是否齐全 。
目视防护产品应有保护膜或气泡袋进行保护。
目视网口标准RJ45型接口;使用对应的网线端子,检查有无作用。
网线标签信息检查数量、型号、客户名称等信息,供应商是否符合BOM。
目视显示屏
显示稳定、清晰串扰
电源接口输入AC 220V/50HZ;使用对应的配件,检查是否有作用。
电源线开机键颜色为绿色;开关10次以上,检查有无作用与灵活性。
手工风扇连接电源开机,检查是否正常转动,且气流对外。
手工
USB 标准USB-A口;使用对应的数据线,插拔10次,检查有无卡滞、PIN有无变形数据线电源开关颜色为红色;开关10次以上,检查有无作用与灵活性。
手工不允许有肉眼可见倾斜或局部歪、扭现象存在。
目视门锁开关灵活,使用对应的钥匙检查是否有无法开锁的。
钥匙标签信息
标签上的信息是否正确,粘贴位置是否正确目视体积730MM*520MM*1740MM
卷尺独立仓分16口、18口、21口,按客户要求点检目视LED显示屏19寸液晶显示电阻触摸屏,分辨率1440*900方屏目视公司LOGO、国徽及品名位置正确、字样清晰。
目视产品结构是否符合样品承认书上的标准。
目视整体外观
整洁,无明显色差、锈蚀。
目视所有棱边、棱角应倒钝,无毛边、飞边,以不划手为准则。
手工Level II AQL
00.4
1检查项目检验方法
检验工具AQL
在交货方提供的合格产品中按GB/T 2828.1-2012<逐批检查计数抽检程序及抽样表〉中一次正常抽样方案进行抽样,合格质量水平(AQL)及检查水平(IL)规定如下:
检验项目检验内容及缺陷描述
一般检查项目缺陷类别A类(CR)
B类(MAJ)C类(NIN)
依据标准
产品机柜文件GBPE-WI-IQC-010工位名称机柜来料检验指导书标准时间
A/0
页码。