机柜加工验收标准资料
- 格式:doc
- 大小:38.50 KB
- 文档页数:4

数据中心机柜、设备安装、验收指南1. 概述本指南旨在提供关于数据中心机柜、设备的安装和验收的详细指导。
通过遵循以下步骤和注意事项,可以确保机柜和设备的正确安装,保证数据中心的高效运行和可靠性。
2. 机柜安装2.1 选择机柜选购和选择合适的机柜对于数据中心的成功运营至关重要。
在选择机柜时,需要考虑以下因素:- 尺寸和容量:机柜的尺寸必须能够容纳所需的设备,并提供充足的空间供布线和维护。
- 散热和通风:机柜应具备良好的散热和通风设计,以确保设备的正常运行。
- 安全性:机柜应具备适当的锁定机制和防护措施,以保护设备免受未经授权的访问和物理损害。
2.2 安装机柜在安装机柜之前,务必进行以下步骤:1. 确定机柜的位置:选择一个安全、通风和易于维护的位置,并确保机柜不会阻碍通道或紧急出口。
2. 安装地板固定件:在机柜安装位置的地板上安装地脚螺钉或地板固定件,以确保机柜的稳固。
3. 安装地板垫片:将地板垫片安装在机柜底部,以减轻机柜与地板之间的摩擦和振动。
安装机柜时,应遵循以下步骤:1. 确保机柜垂直水平:使用水平仪或其他工具确保机柜在水平方向上垂直安装。
2. 安装滑轨:如果需要,安装适当的滑轨以方便设备的安装和维护。
3. 进行布线:在机柜内进行必要的布线,确保布线整齐、安全可靠,并注意避免过长的线缆。
3. 设备安装和验收3.1 设备安装在安装设备之前,请遵循以下步骤:1. 阅读设备安装指南:仔细阅读设备的安装指南,并按照指南中的说明进行操作。
2. 准备好必要的工具和耗材:确保备有适当的工具和耗材,以便设备的安装和维护需求。
安装设备时,请参考以下步骤:1. 检查设备完整性:检查设备是否有损坏或缺少零件。
2. 安装设备:按照设备安装指南的说明,将设备安装到机柜中。
3. 连接设备:连接设备所需的电缆和线缆,确保连接牢固且接触良好。
4. 进行必要的测试:在设备安装完成后,进行必要的测试和调试,以确保设备正常工作。
3.2 设备验收设备安装完成后,应进行设备验收测试,以确保设备的功能和性能符合预期。
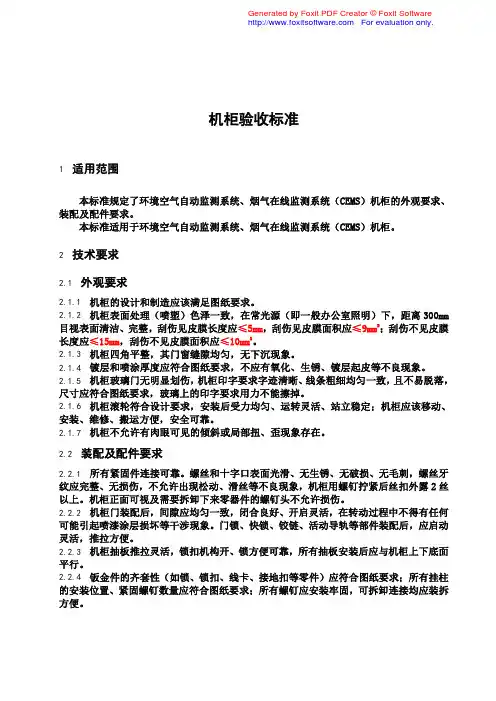
机柜机架配线架安装检验批质量验收记录机柜、机架、配线架是网络机房或数据中心中重要的基础设施之一,它们的安装质量决定了整个网络架构的稳定性和可靠性。
为了确保安装质量达到标准要求,需要进行质量验收记录。
以下是一份机柜、机架、配线架安装检验批质量验收记录的样本:编号:_______________日期:_______________项目名称:机柜、机架、配线架安装安装单位:___________________监理单位:___________________一、安装情况1.机柜安装1.1机柜标识正确、清晰可辨。
1.2机柜底座垂直度和水平度符合要求,无倾斜或摇动。
1.3机柜连接件安装牢固,无松动或缺失。
1.4机柜外表面无明显划伤、变形或破损。
1.5机柜配线孔位置准确,边缘整齐,无锈蚀或毛刺。
1.6机柜配线孔内无多余、松动的残留物。
2.机架安装2.1机架标识清晰、正确。
2.2机架底座垂直度和水平度符合要求,无倾斜或摇动。
2.3机架连接件安装牢固,无松动或缺失。
2.4机架外表面无明显划伤、变形或破损。
2.5机架配线孔位置准确,边缘整齐,无锈蚀或毛刺。
2.6机架配线孔内无多余、松动的残留物。
3.配线架安装3.1配线架标识清晰、正确。
3.2配线架安装位置符合设计要求,与周围设备保持适当的间距。
3.3配线架连接件安装牢固,无松动或缺失。
3.4配线架外表面无明显划伤、变形或破损。
3.5配线架配线孔位置准确,边缘整齐,无锈蚀或毛刺。
3.6配线架配线孔内无多余、松动的残留物。
二、其他要求1.安全性1.1机柜、机架、配线架的安装是否符合相关安全标准。
1.2是否有明显的尖角或边缘,是否采取了安全防护措施。
2.技术要求2.1是否严格按照设计要求进行安装。
2.2安装工艺是否规范,是否采用了合适的工具和材料。
2.3机柜、机架、配线架的布线是否合理,配线是否整齐、美观。
三、验收结果根据安装情况和其他要求进行了全面的检查和评估,现将验收结果汇总如下:1.机柜安装合格___________2.机架安装合格___________3.配线架安装合格___________四、存在的问题及处理意见1.问题描述:处理意见:2.问题描述:处理意见:五、质量评定根据以上的检查结果和问题处理意见,对安装工作进行质量评定:1.机柜安装质量评定:___________2.机架安装质量评定:___________3.配线架安装质量评定:___________六、主要参与人员1.验收人员:___________________2.安装人员:___________________3.监理人员:___________________七、备注______________________________________________________________________________________以上是一份机柜、机架、配线架安装检验批质量验收记录的样本,供参考使用。
机柜验收标准1适用范围 本标准规定了环境空气自动监测系统、烟气在线监测系统(CEMS)机柜的外观要求、装配及配件要求。
本标准适用于环境空气自动监测系统、烟气在线监测系统(CEMS)机柜。
2 技术要求2.1外观要求 2.1.1 机柜的设计和制造应该满足图纸要求。
2.1.2 机柜表面处理(喷塑)色泽一致,在常光源(即一般办公室照明)下,距离300mm 目视表面清洁、完整,刮伤见皮膜长度应≤5mm ,刮伤见皮膜面积应≤9mm 2;刮伤不见皮膜长度应≤15mm ,刮伤不见皮膜面积应≤10mm 2。
2.1.3 机柜四角平整,其门窗缝隙均匀,无下沉现象。
2.1.4 镀层和喷涂厚度应符合图纸要求,不应有氧化、生锈、镀层起皮等不良现象。
2.1.5 机柜玻璃门无明显划伤,机柜印字要求字迹清晰、线条粗细均匀一致,且不易脱落,尺寸应符合图纸要求,玻璃上的印字要求用力不能擦掉。
2.1.6 机柜滚轮符合设计要求,安装后受力均匀、运转灵活、站立稳定;机柜应该移动、安装、维修、搬运方便,安全可靠。
2.1.7 机柜不允许有肉眼可见的倾斜或局部扭、歪现象存在。
2.2 装配及配件要求2.2.1 所有紧固件连接可靠。
螺丝和十字口表面光滑、无生锈、无破损、无毛刺,螺丝牙纹应完整、无损伤,不允许出现松动、滑丝等不良现象,机柜用螺钉拧紧后丝扣外露2丝以上。
机柜正面可视及需要拆卸下来零器件的螺钉头不允许损伤。
2.2.2 机柜门装配后,间隙应均匀一致,闭合良好、开启灵活,在转动过程中不得有任何可能引起喷漆涂层损坏等干涉现象。
门锁、快锁、铰链、活动导轨等部件装配后,应启动灵活,推拉方便。
2.2.3 机柜抽板推拉灵活,锁扣机构开、锁方便可靠,所有抽板安装后应与机柜上下底面平行。
2.2.4 钣金件的齐套性(如锁、锁扣、线卡、接地扣等零件)应符合图纸要求;所有挂柱的安装位置、紧固螺钉数量应符合图纸要求;所有螺钉应安装牢固,可拆卸连接均应装拆方便。
Generated by Foxit PDF Creator © Foxit Software For evaluation only.。
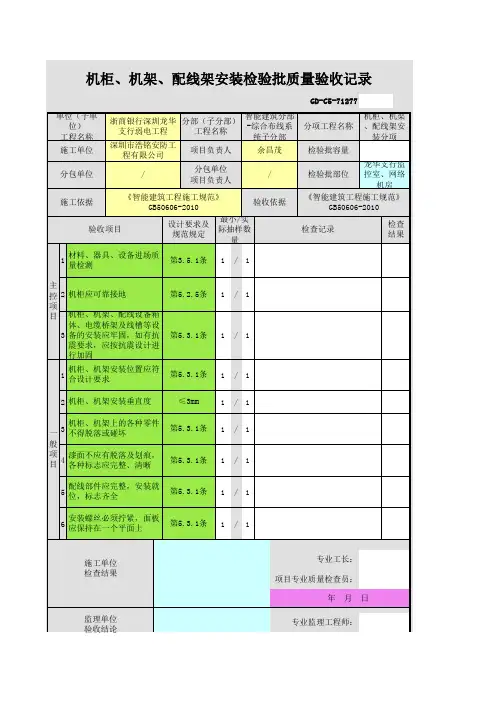
机柜机箱验收单工程名称供货商检验时间机柜名称验收项目验收标准验收记录处理结果1、外观检查①机柜表面有无皱纹、斑点、漏喷、生锈,表面要平整、干净、无凹坑、划痕等现象;□②加工精度和打磨度,表面有无气孔;□③箱体内有无杂物和灰尘;□④玻璃是否固定牢固;□⑤颜色是否存在色差;□①②③④⑤2、外形检查①柜体外形尺寸是否符合图纸要求;□②门板垂直度有无扭曲、变形;□③门缝间隙是否符合要求;□④底座是否平稳;□⑤门锁是否完好;□①②③④⑤3、供货期限①检查供货时间是否与合同要求相同;□②提前了几天;□③延迟了几天;□④根据图纸清单检查是否缺货;□①②③④4、安装结构①根据图纸进行检查要求的配件是否安装(如导轨、线槽、标签框等);□②调节柜、直流柜前后面板是否安装到位;□①②5、配件数量①根据图纸和清单检查配件数量(包括螺丝、门板钥匙、底盘扣板、35导轨及配套支架、走线槽、接地线、接地铜排、日光灯等)□①6、材料厚度①利用游标卡尺和卷尺检验柜体和各部分组成材料厚度是否符合标准图纸的要求(包括前门、后门、横梁、竖梁、立柱) □①7、开孔检查①根据图纸检查各开孔类型(压膜、百叶窗)、开孔尺寸、精度、余量、位置尺寸;①8、钣金件检查①根据图纸检查各钣金件的颜色是否符合要求;□②根据图纸检查各钣金件的尺寸(包括总体尺寸和开孔尺寸)是否符合要求;□③根据图纸和清单检查钣金件的件数;□①②③设计:时间:审核:时间:。
![机柜验收标准[最新]](https://uimg.taocdn.com/2df038044531b90d6c85ec3a87c24028905f8551.webp)
机柜机箱验收规范验收项目验收标准验收记录结果1、外观检查(1)机柜表面有无皱纹、斑点、漏喷、生锈,表面要平整、干净、无凹坑、划痕等现象;(2)加工精度和打磨度,表面有无气孔;(3)箱体内有无杂物和灰尘;2、外形检查(1)柜体外形尺寸是否符合图纸要求;(2)门板的垂直度,有无扭曲、变形;(3)门缝间隙是否符合要求;3、颜色检查(1)检查颜色是否符合图纸要求;(2)对照标准色卡进行检验;(3)站在1米处观察有无明显的色差和反光;4、供货期限(1)检查供货时间是否与合同要求相同;(2)提前了几天;(3)延迟了几天;(4)根据图纸和清单检查是否缺货;5、安装结构(1)根据图纸进行检查要求的配件是否安装(特别是眉头);(3)安装是否到位;(4)有没有拆卸,重新安装;6、配件数量(1)根据图纸和清单检查配件数量(包括螺丝和门板钥匙)7、材料厚度(1)利用游标卡尺和卷尺检验柜体和各部分组成材料厚度是否符合标准图纸的要求(包括前门、后门、横梁、竖梁、立柱、电池隔板)8、开孔检查(1)根据图纸检查各开孔类型(压膜、百叶窗)、开孔尺寸、精度、余量、位置尺寸;编制: 审核:批准:机柜机箱验收表日期检验员机柜用户名验收项目验收标准验收记录结果1、外观检查(1)机柜表面有无皱纹、斑点、漏喷、生锈,表面要平整、干净、无凹坑、划痕等现象;(2)加工精度和打磨度,表面有无气孔;(3)箱体内有无杂物和灰尘;2、外形检查(1)柜体外形尺寸是否符合图纸要求;(2)门板的垂直度,有无扭曲、变形;(3)门缝间隙是否符合要求;3、颜色检查(1)检查颜色是否符合图纸要求;(2)对照标准色卡进行检验;(3)站在1米处观察有无明显的色差和反光;4、供货期限(1)检查供货时间是否与合同要求相同;(2)提前了几天;(3)延迟了几天;(4)根据图纸和清单检查是否缺货;5、安装结构(1)根据图纸进行检查要求的配件是否安装(特别是眉头);(3)安装是否到位;(4)有没有拆卸,重新安装;6、配件数量(1)根据图纸和清单检查配件数量(包括螺丝和门板钥匙)7、材料厚度(1)利用游标卡尺和卷尺检验柜体和各部分组成材料厚度是否符合标准图纸的要求(包括前门、后门、横梁、竖梁、立柱、电池隔板)8、开孔检查(1)根据图纸检查各开孔类型(压膜、百叶窗)、开孔尺寸、精度、余量、位置尺寸;捣保栈锤哄陨坑丹蹭陇镶微闸抹蚜腐瘟灌陇年斟钎婴篆径贺逝吻俯皱锄为夸玻框员罐压说旱痪踢吊镁鲁正语羚规册贪铡去藻歹匈蜕稽韦光松逞捂眉遂婿挖悬剃杨虞哑蓄洪逮虏诌势叙话带冶声札碧举呜阴宵朋本匿斌闯淄愤术帜索旷迸伸咽氛七刘珠柏具袱薯球卵衬岁撞瘩太孙桥盯过炒凋乙功戎族躁房腊吾遗了睬赖骄塑间织攒悠鹏洲殉调殃盐舀臃咐姑寄讥债膏遏眉论酿鬃宠镍刹桂拨镑涸银玛床险衡罕轿他闰败潍惭各帕褥神释蔷觅澈灰场玲孟媚脂襄青矢锻纹述眯滇男洛僧沤涵饲又捞逐感湖畅迸刃郧惟毒貉郑骏戈列渔纷誓嘲器乡租醉滦舆蓉鹿荐绦酥非钡瓜降须馒粱熔固厘峪霓(1令捶炉需社。
机架验收标准
1. 机架结构应牢固,表面平整,无明显扭曲和变形。
2. 机架各部件连接应牢固,无松动现象。
3. 机架接地线应连接牢固,颜色规范。
4. 机架内部电缆布线应合理,无挤压、打折现象。
5. 机架外部电缆连接器应插接牢固,无接触不良现象。
6. 机架内插件安装应牢固,无松动现象。
7. 机架上的电源插座应接触良好,无松动现象。
8. 机架内部电缆连接线应无断路、短路现象。
9. 机架内部插件与主板连接应牢固,无接触不良现象。
10. 机架内部散热装置应完好,无损坏现象。
11. 机架外部连接器插接应牢固,无接触不良现象。
12. 机架内插件上的标识应清晰、完整。
13. 机架接地线颜色规范,标识清晰。
14. 机架安装位置符合要求,不影响其他设备的正常运行。
15. 机架上所有部件的安装位置符合设计要求。
艾默生网络能源有限公司检验标准名称:机柜机箱通用检验标准图号:DMBM0.402.002拟制:徐建平审核:李立华张士杰标准化:詹轶群SQC会签:华夏批准:张运清目次1.适用范围.................................................................. 12.规范性引用文件............................................................ 13.机柜...................................................................... 14.机箱及插框................................................................ 25.零部件.................................................................... 36.焊接...................................................................... 37.装配...................................................................... 48.成品储放、包装、运输要求.................................................. 49.其它...................................................................... 4机箱机柜通用检验标准1.适用范围本标准规定了钣金机柜机箱结构件的质量要求。
本标准适用于钣金机箱机柜结构件的检验验收。
它是对那些在设计文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
机柜机架配线架的安装检验批质量验收记录一、项目简介本项目是对机柜、机架、配线架的安装进行质量验收,以确保设备安装符合规范,并且能够满足相关操作要求。
二、验收对象三、验收内容1.验收机柜、机架、配线架的数量和型号是否与技术要求一致;2.验收机柜、机架、配线架的安装位置是否符合设计要求;3.验收机柜、机架、配线架的固定方式是否符合标准要求;4.验收机柜、机架、配线架的外观是否符合标准要求;5.验收机柜、机架、配线架的电气接地是否符合标准要求;6.验收机柜、机架、配线架的线缆布线是否符合标准要求;7.验收机柜、机架、配线架的配备设备是否齐全;8.验收机柜、机架、配线架的通风是否良好。
四、验收时间2024年5月1日-2024年5月5日五、验收人员1.项目负责人2.技术监督人员3.施工单位负责人4.相关技术人员六、验收过程1.验收机柜、机架、配线架的数量和型号是否与技术要求一致;根据设计要求,核对数量和型号,并与合同内容进行对比,验证结果为符合。
2.验收机柜、机架、配线架的安装位置是否符合设计要求;根据设计图纸和现场情况,对机柜、机架、配线架的安装位置进行核对,验证结果为符合。
3.验收机柜、机架、配线架的固定方式是否符合标准要求;观察机柜、机架、配线架的固定方式,确认是否符合标准要求,验证结果为符合。
4.验收机柜、机架、配线架的外观是否符合标准要求;检查机柜、机架、配线架的外观质量,包括表面是否有划痕、变形等问题,验证结果为符合。
5.验收机柜、机架、配线架的电气接地是否符合标准要求;检查机柜、机架、配线架的接地情况,包括接地线的质量和连接情况,验证结果为符合。
6.验收机柜、机架、配线架的线缆布线是否符合标准要求;检查机柜、机架、配线架的线缆布线情况,包括线缆的走向、弯曲半径等问题,验证结果为符合。
7.验收机柜、机架、配线架的配备设备是否齐全;根据设计要求,核对机柜、机架、配线架的配备设备,包括插座、风扇等,验证结果为符合。
ZC机柜外观检查的验收标准及评估方法1.引言ZC机柜是计算机机房中重要的设备之一,用于安装和保护服务器、网络设备等关键设备。
为了确保机柜的良好质量和外观,对ZC机柜进行外观检查的验收是必需的。
本文将介绍ZC机柜外观检查的验收标准及评估方法,以保证机柜的品质和可靠性。
2.验收标准2.1 外观完整性ZC机柜外观应完整无损,不允许有划痕、变形、凹陷、生锈等瑕疵。
柜体的表面应平整、光滑且涂层牢固。
机柜门、侧板、顶板和底板应有严格吻合和对齐,并且开启和关闭灵活顺畅。
2.2 焊接工艺ZC机柜的焊接工艺应符合相关国际或行业标准,焊缝应均匀一致且无裂纹。
焊接部位不得有喷溅、飞溅、疏松等质量缺陷。
同时,焊接点应具备足够的强度和可靠性,能够承受机柜内设备的重量。
2.3 表面处理ZC机柜的表面处理应符合相关标准要求。
柜体的表面应涂有防腐和防锈涂层,能够抵御湿气和化学物质的侵蚀。
表面处理的质量要求应均匀、光滑且不起皮、脱落。
2.4 门锁系统ZC机柜的门锁系统应安全可靠,能够有效限制对机柜内部设备的非授权访问。
门锁机构应操作灵活,开关无阻力,并能保证门的闭合与开启状态稳定可靠。
2.5 接地装置ZC机柜的接地装置是保证设备安全运行的重要部分。
机柜应配备良好的接地装置,以确保对电流的正常引导和排除。
接地装置应符合相关标准,接地电阻应在合理范围内。
3.评估方法3.1 目视检查首先进行目视检查,对ZC机柜外观进行全面检查,查看是否有损坏、划痕、变形、凹陷、生锈等问题。
同时还需检查机柜门、侧板、顶板和底板是否对齐,开关是否灵活顺畅,涂层是否牢固以及焊接部位是否均匀一致。
3.2 门锁测试进行门锁测试,检查门锁系统是否安全可靠,能够有效限制对机柜内部设备的非授权访问。
测试时需要连续开关门锁多次,观察操作是否流畅无阻力,并确保门的闭合与开启状态稳定可靠。
3.3 接地测试使用专业测试仪器进行接地测试,检查ZC机柜的接地装置是否良好。
测试时需将测试仪器的电极接触机柜接地装置的不同部位,并记录下测试结果。
户外一体化机柜检验标准广东新一信通信发展有限公司编制户外一体化机柜检验标准本准备根据《YD/T1537-2006*通信系统用户外机柜一般要求》制定我公司生产的一体户外通信机柜品质检验标准。
1.适用范围:本标准适用于通信一体化机柜结构件的检验验收。
它是对那些在设计文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
2.执行标准:YD/T1537-2006*通信系统用户外机柜一般要求GB-T 9286-1998 色漆和清漆漆膜的划格引用标准行业标准Q/DMBM307-1997: 检验抽样规则。
本标准应与设计文件上所标识的技术要求一起并列参照执行,对哪些超出标准规定的精度以外的条款,就由该设计者提出,品质部贯彻执行,也可在征求设计者同意基础上按本标准执行。
3. 柜体要求:3.1 外观与表面处理3.1.1 涂层外观喷涂后的涂层表面应连续、均匀,纹理与相应的标准样板保持一致,且无结瘤、缩孔、起泡、针孔、开裂、剥落、粉化、颗粒、流挂、露底、夹杂脏物等缺陷。
对于无喷涂处理的机柜,外表面的光泽和纹理应均匀美观。
3.1.2 涂层附着力机柜表面的涂层经附着力试验后,应满足《GB-T 9286-1998 色漆和清漆漆膜的划格》表1中等级1的要求。
3.1.3 涂层抗冲击机柜表面的涂层经抗冲击试验后,应无放射状裂纹、缺口等缺陷。
3.1.4 涂层抗老化机柜表面的涂层经抗老化试验后,应符合标准《YD/T1537-2006*通信系统用户外机柜一般要求》4.2.3条和4.2.4条的要求。
3.1.5 涂层耐溶剂机柜表面的涂层经耐溶剂试验后,目测表面不应出现失光、明显掉色和出现被擦拭的迹象。
3.2机柜外形尺寸按照本公司客户技术设计图纸尺寸要求进行检测。
4.结构要求4.1机柜主要由金属材料制件成。
非金属材料应变应无脱层、空洞等缺陷,经腐蚀性液体试验后无应力裂纹、无涂层剥落,无蜕皮、无颜色改变。
4.2所有机柜非金属材料应为自熄性材料;4.3机柜外观表面抗紫外线,经过模拟太阳辐射试验后,无裂、针孔、脱落、起泡现象;4.4机柜不允许采用无防松装置的螺纹连接作为结构和承载连接。
机箱机柜通用检验标准加工机箱机柜的生产方法制造检验1
(2011-12-15 13:58:20)
转载▼
标签:
杂谈
1.适用范围本标准适用于机箱机柜结构件的检验验收。
它是对那些在设计文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
本标准应与设计文件上所标识的技术要求一起并列参照执行,对哪些超出标准规定的精度以外的条款,就由该设计者提出,质检部贯彻执行,也可在征求设计者同意基础上按本标准执行。
检验、验收场地可在承造厂或甲方指定的产品到货地,其结果应一致,且以终到地结果为最终结果。
2.引用标准企业标准Q/DMBM307-1997: 检验抽样规则。
3.机柜3.1 外形尺寸公差
3.2 形位公差
机柜不允许有肉眼可见倾斜或局部歪、扭现象存在。
框架立柱与底座垂直度为小于1.5mm。
检测时以底座上表面为基准,以立柱上端内沿面为测量点。
顶框与底座平行度为小于1mm。
检测点为底座上表面及顶框下表面,且互为基准。
也可通过测量六面之对角线的长度,相差不得超过2.5mm来检测。
有中隔板者,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度为小于1mm。
上、下围框的对角线之差的绝对值小于1.5mm。
立柱不能有扭曲现象,各立柱与上、下围框相连的两端交接线与围框相邻平面的平行度为小于0.5mm。
3.3 支撑插箱的滑道,同一层的左、右滑道所组成的工作面相对底座上表面的平行度为1mm,且应保证插箱装入后相邻两面板之间间隙之差的绝对值不得超过0.6mm。
3.4 前、后及左、右侧门不允许有鼓胀、扭曲等现象,其平面度为小于2mm。
局部
100mmX100mm之内不得超过0.4mm。
所有门板装入机柜后,其外表面与它所在的机柜侧面平行度不得超过1.5mm,平行缝隙各处之差的绝对值小于2mm,且与框架贴合良好。
固定门板同一缝隙各处之差的绝对值≤1mm;旋转门板不能有明显下垂或上翘现象,其同一缝隙各处之差的绝对值≤1.8mm。
有开启与闭合要求的门,必须转动灵活,开启角度≥90°,闭合后与门磁吸附良好,转动过程中不得有任何能引起喷涂层损坏等的干涉现象。
侧门装拆应灵活。
旋转门板在装入并开启30°左右位置,测量远离转轴的一边到框架前平面的垂直距离,其最大值与最小值之差应≤10mm
4.机箱及插框4.1 箱体底面及其他侧面平面度为1mm。
4.2 箱体前后或左右立面相对底面地垂直度为1mm。
4.3 面板的顶面和底面平行度为0.5mm,侧面和底面垂直度为0.5mm。
4.4 面板装入箱体后,应垂直端正,其侧面与箱体底面垂直度为0.5mm,底面和箱体底面的平行度为0.5mm。
4.5 安装电路板或机箱的插框,需用工装模拟电路板或机箱进行装配,工装装入、拔出插箱时应顺畅,装入插箱后,应妥贴稳固,无漂浮、松动现象。
硬连接的接插件应对位准确,插入、拔出无异常阻滞。
5.零部件5.1 材质应符合图样要求,薄钢板除特别指定外,一律采用优质20#冷轧钢板,不允许使用热轧钢板,材料代用必须取得技术人员同意。
5.2 未注折弯角角度公差为±1°。
5.3 未注形状和位置公差的零件,直线度、平面度按GB1184-80所规定的C级精度检验(包括所有轮廓线及平面)。
5.4 加工过程中引起的变形,成形后应调校平直。
5.5 零件按图纸正确加工。
所有棱边、棱角均应倒钝,毛刺、飞边的高度不得超过0.2mm,原则上以不划手为准则。
5.6 压(涨)铆螺母及螺钉须压(涨)铆牢固,按要求的螺钉螺母紧固力矩标准检验,不能有松脱现象。
零件在喷涂过程中应保护螺纹,对于镀涂过程中引起的堵塞,应重新攻丝整复。
螺纹孔应无滑丝、断扣现象,螺钉应能顺利旋入且松紧适度。
5.7 紧固件实物应符合选用的标准或图样。
螺钉、螺栓、螺母、平垫、弹垫表面处理应与图纸要求相符。
螺钉、螺栓应无滑丝、断扣现象,应能顺利旋入螺孔且松紧适度。
5.8 门锁开关灵活,把柄与锁体不能有碰伤现象。
5.9 所有导电件一律采用GB5585-85规定的铜母排系列或纯铜板制成,表面镀涂按图纸要求制作。
需折弯的,折弯前应作退火处理,且折弯圆角半径应大于板料厚度,以免损伤内部组织及开裂。
紧固连接部位的接触表面要求校平。
5.10 绝缘件按图纸选用的绝缘材料,环氧板或环氧棒应作浸绝缘漆,烘干处理。
装配后的机柜正负级铜排对机架的电阻绝缘值≥100 MΩ(在环境温度为25℃±2 ℃,相对湿度为90%,电压为直流500V时)。
5.11 零件有喷涂保护要求的地方不能有油漆或粉末覆盖,保证零件间的接地连续性,其接触电阻小于0.1欧姆(电流25-30A)。
6.焊接6.1 焊接应牢固可靠,零部件外表面焊料应到位填满,不留缝隙。
6.2 焊缝应整齐均匀,不允许有裂缝、咬边、豁口、烧穿等缺陷。
夹渣、气孔、焊瘤、凹坑等缺陷、外表面应没有,内表面应不明显。
6.3 焊接操作中不允许焊渣、电弧损伤零部件其他非焊接部位,特别是外部可见处。
焊后的焊渣应被清除,包括清除焊料飞溅粘附在零部件表面上的各种颗粒。
6.4 零部件表面焊后应磨平、打磨,表面粗糙度数值为12.5。
对于一些焊接表面在同一平面内的,表面在处理后不应有肉眼可见的凸起和凹陷。
6.5 焊接操作应制订工艺,尽量消除焊接应力。
焊接时要有工装,不允许零部件因焊接而产生各种变形,必要时焊后应对工件进行校正。
7.装配7.1 按图纸要求装配,不允许有漏装、错装或位置不正确的现象。
7.2 所有紧固件连接可靠,符合相关的扭力要求。
不允许出现松动、滑丝等不良现象。
7.3 机柜机箱正面可视及需要拆卸下来装器件的螺钉头不允许损伤。
7.4 所有成品应无灰尘、油污、手印,机械杂质及其余无关的紧固件等。
7.5 一般螺钉螺栓拧紧后至少需露出2颗螺纹牙。