SPC应用案例实施
- 格式:doc
- 大小:3.59 MB
- 文档页数:14
SPC案例分析在当今竞争激烈的制造业环境中,质量控制成为了企业生存和发展的关键。
统计过程控制(Statistical Process Control,简称 SPC)作为一种有效的质量控制工具,已经在众多企业中得到了广泛的应用。
本文将通过一个具体的案例,深入探讨 SPC 在实际生产中的应用和效果。
一、案例背景我们选取的案例是一家汽车零部件制造企业,该企业主要生产发动机缸体。
在过去的一段时间里,客户对产品的质量投诉不断增加,主要问题集中在缸体的尺寸精度不符合要求,导致发动机装配过程中出现故障。
为了解决这一问题,企业决定引入 SPC 方法进行质量控制。
二、SPC 方法的实施过程1、确定关键质量特性首先,企业的质量控制团队与生产部门合作,通过对产品设计要求和客户反馈的分析,确定了发动机缸体的关键质量特性,即缸体的内径尺寸和圆柱度。
2、数据采集在生产过程中,质量控制人员每隔一定时间从生产线上抽取一定数量的缸体样本,使用高精度测量仪器对关键质量特性进行测量,并记录测量数据。
3、控制图的绘制将采集到的数据输入到统计软件中,绘制均值极差控制图(XR 控制图)和均值标准差控制图(XS 控制图)。
控制图的横坐标表示样本序号,纵坐标表示测量值。
4、控制限的确定根据样本数据的分布特征和统计规律,计算出控制图的控制限。
控制限分为上控制限(UCL)、下控制限(LCL)和中心线(CL)。
中心线通常为样本数据的均值,上控制限和下控制限则根据一定的计算公式得出。
5、过程监控与分析定期对控制图进行观察和分析,判断生产过程是否处于受控状态。
如果数据点落在控制限内,且没有明显的趋势或异常模式,则认为过程处于受控状态;反之,如果数据点超出控制限,或者出现连续上升或下降的趋势,或者存在周期性的波动等异常模式,则认为过程失控,需要采取相应的措施进行改进。
三、案例结果与分析在实施 SPC 方法后的一段时间里,企业对生产过程进行了持续的监控和分析。
SPC系统在施耐德的成功应用_制造业与信息化_行业典型案例一、客户背景施耐德电气公司作为全球电力和控制领域的领导者,拥有悠久的历史和强大的实力,配电和自动化及控制是施耐德电气携手并进的两大业务领域,遍布民用住宅、建筑、工业、以及能源与基础设施四大市场。
施耐德电气目前在中国已经拥有4000名员工,13家生产型企业,4个分公司。
随着在中国业务的蓬勃发展,施耐德电气更加重视在中国的发展,并愿意以进一步的商贸合作为中国的开放和现代化建设作出贡献。
施耐德电气公司非常注重产品质量,所有产品均通过专业的质量认证。
随着生产规模的不断扩大和市场竞争的日益激烈,原有的质量管理方式已明显不能满足现有生产的需要,有鉴于此,施耐德电气公司决定采用统计过程控制系统,对现场质量进行on line SPC在线质量管理与控制,以达到提升工作效率、降低营运成本、保证最终的产品质量、提高经济效益的目的。
施耐德电气公司率先在施耐德(北京)电气公司实施了Todaysoft SPC系统,随后又在施耐德(上海)电气公司推行SPC统计过程控制系统,下面介绍的是施耐德(北京)电气公司成功应用Todaysoft SPC系统的情况。
二、面临的问题电器开关的生产需要经过一系列复杂的工艺流程,将近有十来个生产处理工序,同一条流水线要生产多种不同型号的产品,而且一个客户的产品可能在不同的生产线生产。
通过仔细调查发现典型问题主要有:* 数据录入:统计过程控制分析需要大量的数据作依据,但面对品种类繁多的产品,且每一产品的质量检测项目也相当多的情况下,如何及时、准确地得到数据并及时进行分析是相当重要的问题。
* 统计分析:需要时刻知道当前生产的产品是否稳定、可靠,当前的生产过程能力是否能达到要求,以便保证提供稳定可靠的产品。
* 动态监控:能否及时反映生产过程的质量状况,当过程发生异常时,能否自动发出报警?通过预警,相关人员可以及时根据异常信息分析问题的原因和解决措施,将质量隐患消灭于萌牙之中。
SPC經典案例剖析---SPC在控制男主人歸家時間上的運用朋友们大家好,这个经典的案例可能读过很多遍了。
现把整篇的文章转载过来并加以分析。
从网上看到一个经典的SPC应用的例子,与大家共赏:俗话说宴无好宴。
朋友邀我去他家做客吃晚饭,进了门迎面遇上他焦急无辜的表情,才知道主题是咨询。
起因是朋友最近回家的时间越来越晚,罪证就在他家门口玄关的那张纸上——朋友的太太是一家美商独资企业的QC主管,在家里挂了一张单值-移动极差控制图,对朋友的抵家时间这一重要参数予以严格监控:设定的上限是晚七点,下限是晚六点,每天实际抵家时间被记录、描点、连线——最近连续七天(扣除双休日)的趋势表明,朋友抵家的时间曲线一路上扬,甚至最近两天都是在七点之后才到家的,证据确凿——按照休哈特控制图的原则和美国三大汽车公司联合编制的SPC(Statistical Quality Control,统计过程控制)手册的解释,连续7点上升已绝对表明过程发生了异常,必须分析导致异常的原因并做出必要的措施(比如准备搓衣板),使过程恢复正常。
显然,我可能给出的合理解释成了朋友期待的救命稻草,而这顿晚饭就是他在我面前挂着的胡萝卜。
(单值---移动极差图:X-Rs,这个控制图我先来讲它一般的适用场合:(1)对每个产品都进行检验; (2)采用自动化检查和测量的场合; (3)取样费时、费用昂贵的场合; (4)化工等流程性材料及样品均匀的场合。
它的取样信息不多,所以它检出的过程变化的灵敏度也要差一些。
在本例中,这位QC主管显然考虑到老公回家这个重要的参数,是保证他对自己的婚姻忠诚的主要因素,那么根据连续7点呈现上升的趋势,我们很容易就对这个过程判异。
这个判异是根据小概率事件原理:小概率事件在一次试验中发生的概率几乎为零,也就是几乎不可能发生,若发生即判异。
本例中的連續7点呈现上升趋势,是根据判异准则的界内点不随机排列判异。
通常在过程受控的条件下,連續7點不随机排列呈现的概率都很小,若出现我们就可以判断该过程出现了异常因素,导致过程失控。

统计过程控制(SPC)在制造业中的应用案例分析统计过程控制(SPC)是一种常用于制造业中的质量管理方法,通过对过程中的关键参数进行监测与控制,确保产品质量稳定可靠。
本文将以一家汽车零部件制造企业的案例为例,分析SPC在制造业中的应用。
该企业是一家专业生产汽车引擎活塞的制造商,其产品质量直接关系到汽车发动机的性能和寿命。
为了保证引擎活塞的质量,在生产过程中,该企业采用了SPC方法来监控关键参数,及时调整生产过程,提高产品质量。
首先,在SPC的实施过程中,该企业明确定义了关键参数,并建立了相应的控制图。
在引擎活塞的生产过程中,关键参数包括活塞直径、活塞高度、活塞内孔直径等。
通过在生产线上设置检测装置和传感器,实时监测这些参数,并将数据输入到SPC软件中进行分析和控制。
接下来,该企业使用SPC软件对收集到的数据进行统计分析。
通过统计分析,可以了解到每个关键参数的平均值、标准差、极差等信息,以及其变化趋势。
通过对这些数据进行分析,可以判断生产过程的稳定性和一致性。
当关键参数超出了控制界限,即超出了产品质量的上下限时,SPC软件会自动发出警报,提醒相关人员进行相应的调整和控制。
此外,SPC软件还可以生成各种控制图,如X-bar控制图、R控制图和P控制图等。
这些控制图可以直观地显示出生产过程的稳定性和变异性。
通过观察和分析控制图的规律,可以判断生产过程是否受到特殊因素的影响,如材料变化、设备故障或人为误操作等。
当发现特殊因素时,及时采取纠正措施,以确保产品质量稳定。
此外,SPC软件还可以进行过程能力分析,通过分析过程能力指标(Cp、Cpk)等参数,评估生产过程的稳定性和能力。
通过这些分析,可以确定生产过程是否满足质量要求,并及时调整和优化生产过程,以提高产品质量和生产效率。
在该企业的实践中,SPC方法的应用取得了显著的效果。
通过SPC的实时监控和调整,引擎活塞的关键参数稳定在设计要求的范围内,产品质量得到了有效控制。
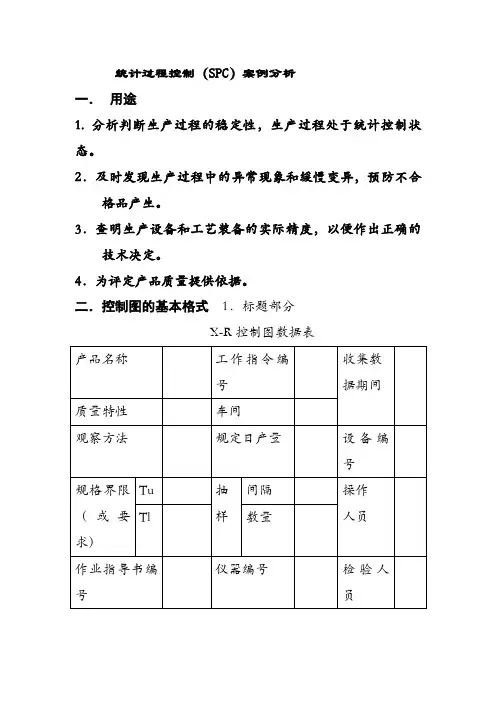
统计过程控制(SPC)案例分析一.用途1. 分析判断生产过程的稳定性,生产过程处于统计控制状态。
2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。
3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。
4.为评定产品质量提供依据。
二.控制图的基本格式1.标题部分X-R控制图数据表2 质量 特 性在方格纸上作出控制图:样本横坐标为样本序号,纵坐标为产品质量特性。
图上有三条平行线:实线CL :中心线 虚线UCL :上控制界限线 LCL :下控制界限线。
三. 控制图的设计原理1. 正态性假设:绝大多数质量特性值服从或近似服从正态分布。
2. 3σ准则:99。
73%。
3. 小概率事件原理:小概率事件一般是不会发生的。
4. 反证法思想。
四. 控制图的种类1. 按产品质量的特性分(1)计量值(S X R X R X R X S ----,,~,)(2)计数值(p,pn,u,c图)。
2.按控制图的用途分:(1)分析用控制图;(2)控制用控制图。
五.控制图的判断规则1.分析用控制图:规则1 判稳准则-----绝大多数点子在控制界限线内(3种情况);规则2 判异准则-----排列无下述现象(8种情况)。
2.控制用控制图:规则1 每一个点子均落在控制界限内。
规则2 控制界限内点子的排列无异常现象。
[案例1] p控制图某半导体器件厂2月份某种产品的数据如下表(2)(3)栏所表示,根据以往记录知,稳态下的平均不合格品率0389p,作控制.0图对其进行控制.数据与p图计算表[解]步骤一 :预备数据的取得,如上边表所示.步骤二: 计算样本不合格品率024.085/2/,/111====n D p n D p i i i 步骤三: 计算p 图的控制线ii i i n n p p p LCL CL n n p p p UCL n D p /)0389.01(0389.030389.0/)1(30389.0/)0389.01(0389.030389.0/)1(30389.02315/90/--=--==-+=-+=====∑∑由于本例中各个样本大小i n 不相等,所以必须对各个样本分别求出其控制界线.例如对第一个样本n1=85,有UCL=0.102 CL=0.0389 LCL=-0.024此处LCL 为负值,取为零.作出它的SPC 图形.CLLCL[案例2]为控制某无线电元件的不合格率而设计p图,生产过程质量要求为平均不合格率≤2%。