生产指令单模板范例
- 格式:xls
- 大小:23.00 KB
- 文档页数:1

生产指令单模板生产指令单模板
[公司名称]
[生产指令单编号]
[日期]
产品名称:
产品编号:
订单数量:
交货日期:
材料清单:
- 原材料名称:
- 数量:
- 批次号:
- 供应商:
工艺流程:
1. 准备工作:
- 准备所需的工具和设备
- 检查设备的正常运行状态
- 根据工艺流程准备所需的材料
2. 加工步骤:
1) [步骤1]
- 操作员:
- 操作说明:
- 检查点:
2) [步骤2]
- 操作员:
- 操作说明:
- 检查点:
3) [步骤3]
- 操作员:
- 操作说明:
- 检查点:
3. 检验和包装:
- 进行产品的检验,确保质量符合要求
- 进行产品的包装,确保产品在运输过程中不受损备注:
签字:
日期:
注意事项:
- 操作时需注意安全,遵守公司的相关规定
- 监控设备的正常运行状态,发现异常及时报告维修- 保持工作区域的整洁和卫生
- 遵守操作流程和质量要求。
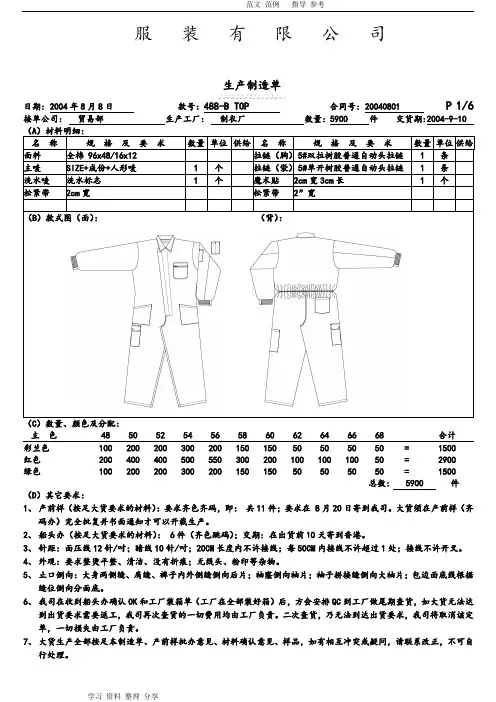
服装有限公司生产制造单日期: 2004年8月8日 款号: 488-B TOP 合同号: 20040801 P1/6 接单公司: 贸易部 生产工厂: 制衣厂 数量: 5900 件 交货期: 2004-9-10)数量、颜色及分配: 主 色 48 50 52 54 56 58 60 62 64 66 68 合计 彩兰色 100 200 200 300 200 150 150 50 50 50 50 = 1500 红色 200 400 400 500 550 300 200 100 100 100 50 = 2900 绿色 100 200 200 300 200 150 150 50 50 50 50 = 1500 总数: 5900 件 (D )其它要求:1、 产前样(按足大货要求的材料):要求齐色齐码,即: 共11件;要求在 8月20日寄到我司。
大货须在产前样(齐码办)完全批复并书面通知才可以开裁生产。
2、 船头办(按足大货要求的材料): 6件(齐色跳码);交期: 在出货前10天寄到香港。
3、 针距:面压线12针/吋;暗线10针/吋;20CM 长度内不许接线;每50CM 内接线不许超过1处;接线不许开叉。
4、 外观:要求整烫平整、清洁、没有折痕;无线头、粉印等杂物。
5、 止口倒向:大身两侧缝、肩缝、裤子内外侧缝倒向后片;袖窿倒向袖片;袖子拼接缝倒向大袖片;包边面底线根据缝位倒向分面底。
6、 我司在收到船头办确认OK 和工厂装箱单(工厂在全部装好箱)后,方会安排QC 到工厂做尾期查货,如大货无法达到出货要求需要返工,我司再次查货的一切费用均由工厂负责。
二次查货,乃无法到达出货要求,我司将取消该定单,一切损失由工厂负责。
7、 大货生产全部按足本制造单、产前样批办意见、材料确认意见、样品,如有相互冲突或疑问,请联系改正,不可自行处理。
服装有限公司日期: 2004年8月8日款号:488-B TOP 合同号: 20040801P 2/6(E )工艺图(正面):服装有限公司洗水唛主唛 5#单开树胶普通自动头拉链5#双拉树胶普通自动头拉链前中右面 (正面)前中右面 (反面)贴边4cm 宽出3cm拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道0.6cm 宽线。
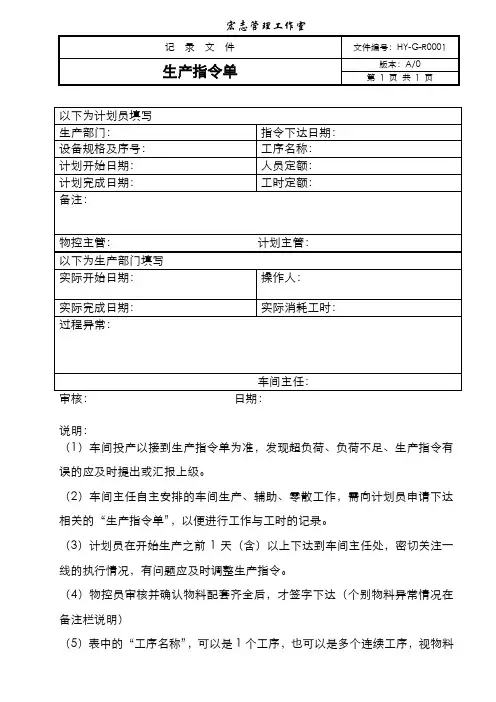
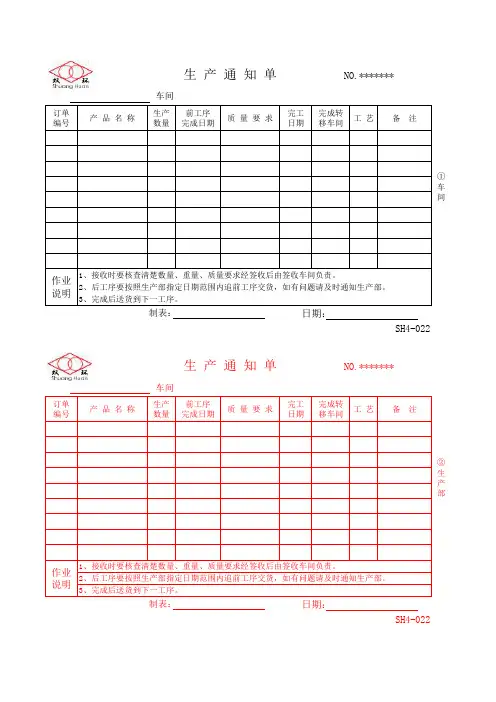
说明:
(1)车间投产以接到生产指令单为准,发现超负荷、负荷不足、生产指令有误的应及时提出或汇报上级。
(2)车间主任自主安排的车间生产、辅助、零散工作,需向计划员申请下达相关的“生产指令单”,以便进行工作与工时的记录。
(3)计划员在开始生产之前1天(含)以上下达到车间主任处,密切关注一线的执行情况,有问题应及时调整生产指令。
(4)物控员审核并确认物料配套齐全后,才签字下达(个别物料异常情况在备注栏说明)
(5)表中的“工序名称”,可以是1个工序,也可以是多个连续工序,视物料
到位情况而定
(6)完工后,车间须如实填写指定内容,签字确认,并提交到计划员处(7)计划员核算工时效率(并汇总整机工时效率),审核,归档,保存期1年。
需计算车间月度累计工时效率和单机工时效率。
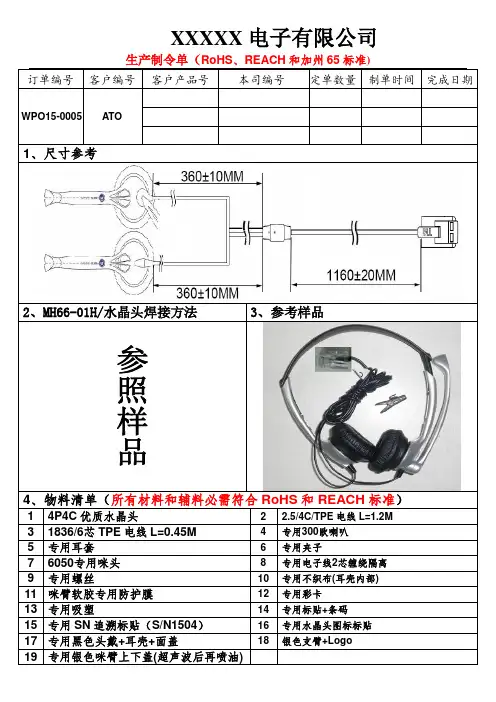
订单编号客户编号客户产品号本司编号定单数量制单时间完成日期WPO15-0005 ATO1、尺寸参考2、MH66-01H/水晶头焊接方法3、参考样品4、物料清单(所有材料和辅料必需符合RoHS和REACH标准)1 4P4C优质水晶头2 2.5/4C/TPE电线L=1.2M3 1836/6芯TPE电线L=0.45M4 专用300欧喇叭5 专用耳套6 专用夹子7 6050专用咪头8 专用电子线2芯缠绕隔离9 专用螺丝10 专用不织布(耳壳内部)11 咪臂软胶专用防护膜12 专用彩卡13 专用吸塑14 专用标贴+条码15 专用SN追溯标贴(S/N1504)16 专用水晶头图标标贴17 专用黑色头戴+耳壳+面盖18 银色支臂+Logo19 专用银色咪臂上下盖(超声波后再喷油)MH66-02H/2.5/3P尺寸参考2、焊接方法3、MH66-JPL02H4、物料清单(所有材料和辅料必需符合RoHS和REACH标准)1 金色2.5插针2 2.5/4C/TPE电线L=1.2M3 1836/6芯TPE电线L=0.45M4 专用300欧喇叭5 专用耳套6 专用夹子7 6050专用咪头8 专用电子线2芯缠绕隔离9 专用螺丝10 专用不织布(耳壳内部) 11 咪臂软胶专用防护膜12 专用彩卡13 专用吸塑14 专用标贴+条码15 专用SN追溯标贴(S/N1504)16 专用水晶头图标标贴17 专用黑色头戴+耳壳+面盖18 银色支臂+Logo19 专用银色咪臂上下盖(超声波后再喷油)3、成品图TH56-JPL01H4、物料清单(所有材料和辅料必需符合RoHS、REACH和加州65标准)1 4P4C优质水晶头2 3.0/4C/TPE电线L=1.52M3 专用300欧喇叭4 专用银色咪臂上下盖(超声波后再喷油)5 专用耳套6 专用夹子7 6050专用咪头8 专用电子线2芯缠绕隔离9 专用螺丝10 专用不织布(耳壳内部)11 咪臂软胶专用防护膜12 专用彩卡13 专用吸塑14 专用标贴+条码15 专用SN追溯标贴(S/N1504)16 专用水晶头图标标贴17 专用黑色头戴+耳壳+面盖18 银色支臂+Logo1】包装示意图2】TH56包装示意图装箱方式每一条耳机装一吸塑,10个吸塑装一内箱,4个内箱装一外箱核准厂务部采购部生产主管工程部仓库财务品质————————————————————————————————————。

生产订单号:客户拜德胜客户名称缅甸柚木g041 8,000要求的交货日期交货日期产品编号wp1947 1.5 22背景颜色编号br-15压花编号r43滚筒编号内圈尺寸od = 33100包装规格纸箱规格其他要求部门事项生产时间完成时间消耗工时操作员实际生产数量不良产品类型,数量生产批准质量确认388部门项目生产时间完成时间工时消耗操作员实际生产数量不良产品类型,数量生产签字质量确认81部门项目生产时间完成时间消耗工时操作员的实际生产数量不良产品类型,数量生产批准质量确认80部门项目生产时间完成时间消耗工时操作员的实际生产数量不良产品类型,数量生产批准质量确认f质量确认16 swl-p-120713025订货号(PO订货量(m)7月12日7月25日产品规格4-3厚度(mm)宽度(mm)成品编号(带徽标的零件m4909-1 m4909-2 NW(kg /卷)GW(kg /箱)生产机器需求(kg)异常情况描述,生产机器需求(体积)异常情况描述分析,生产机器需求(体积)异常情况描述分析以及异常情况描述分析生产机器需求分析(案例)异常情况描述和分析表格:沉兆芬审阅人:黄伟审定人:生产订货单号:客户百德胜客户产品名称缅甸柚木I015 10,000交货日期所需交货日期产品编号wp1947 1.5 22背景色br-15压纹号r43辊号内圈尺寸od = 33100包装规格纸箱规格其他要求部门事项产品抽吸时间完成时间消耗工时操作员实际生产数量不良产品类型,批量生产批准质量确认483部门生产时间完成时间时间消耗工时操作员实际生产数量不良产品类型,数量生产批准质量确认100部门项目生产时间完成时间消耗工时操作员实际生产数量不良产品类型,数量生产签字质量确认20 swl-p-120905019订单号(PO 9月15日,产品规格3-3厚度(mm)宽度(mm)成品编号(带徽标的零件4909-1 m4909-2净重(kg /卷)GW(kg /箱生产机需求(kg)异常描述,生产机器需求(量)异常状况分析产品描述,生产机器需求(量)异常分析,状况描述和分析生产机器需求(箱)异常情况描述和分析:沉兆芬审核人:黄伟批准人:生产订单是计划部门向现场发布的报告,用于指导现场生产安排。