第二章 技术测量的基本知识及常用计量器具
- 格式:ppt
- 大小:1.41 MB
- 文档页数:78
第二章技术测量的基本知识及常用计算器具学习目标:1、理解测量长度尺寸的常用计量器具,如游标卡尺、千分尺、量块等的测量原理,掌握其使用方法。
2、理解常用的机械式量仪,如百分表、杠杆千分尺等的测量原理,掌握其使用方法。
3、理解测量角度的常用器具,如万能角度尺、正弦规的测量原理,掌握其使用方法。
4、理解水平仪的测量原理,了解其应用。
5、了解塞尺、直角尺、检验平尺、检验平板和偏摆仪等的应用。
6、理解光滑极限量规的检测原理,掌握其使用方法。
主要内容:1、测量——将被测的几何量与具有计量单位的标准量进行比较的实验过程。
测量四要素:●测量对象(长度、角度、表面粗糙度等)●计量单位●测量方法(指计量器具和测量条件的综合)●测量精度(指测量结果与真值的符合程度)2、直接测量和间接测量直接测量——直接用量具或量仪测出被测几何量值的方法。
间接测量——先测出与被测几何量相关的其他几何参数,再通过计算获得被测几何量值的方法。
3、绝对测量和相对测量绝对测量——从量具或量仪上直接读出被测几何量数值的方法。
相对测量(比较测量或微差测量)——通过读取被测几何量与标准量的偏差来确定被测几何量数值的方法。
2—1技术测量的基本知识一、填空题1、一个完整的测量过程包括()、()、()和()四个要素。
2、检验是指确定被测几何量是否规定的()之内,从而判断被测对象是否合格,而无需得出(0.3计算器具按结构特点分为()、()、()、()四类。
4、测量方法的分类,按测量事实测量是否为被测量分为()测量和(),而直接测量又分为()测量和();被测参数的数量分为()测量和()测量。
5、测量范围是指计量器具能测出的被测参数()、到()的范围。
6、测量误差产生的原因只要有()、()、( )和()等二、判断题1、在机械制造中,只有通过测量或检验判断为合格的零件,才具有互换性()2、测量检验的的区别是,测量能得到被测几何的大小,而检验只能却确定被测几何量是否合格,不能得到具体的量值。
第二章技术测量的基本知识及常用计量器具练习题一、选择题1.检验与测量相比,其最主要的特点是()A. 检验适合大批量生产B. 检验所使用的计量器具比较简单C. 检验只判定零件的合格性,而无须得出具体量值D. 检验的精度比较低答案:C2.关于量具下列说法错误的是()A.量具的结构一般比较简单B.量具可分为标准量具和通用量具两种C.量具没有传动放大系统D.量具只能与其他计量器具同时使用答案:D3.下列计量器具中不属于通用量具的是()A.钢直尺B.量块C.游标卡尺D.千分尺答案:B4.关于间接测量法,下列说法中错误的是()A. 测量的是与被测尺寸有一定函数关系的其他尺寸B. 计量器具的测量装置不直接和被测工件表面接触C. 必须通过计算获得被测尺寸的量值D. 用于不便直接测量的场合答案:B5.关于相对测量法下列说法中正确的是()A. 相对测量的精度一般比较低B. 相对测量时只需用量仪即可C. 计量器具的测量装置不直接和被测工件表面接触D. 计量器具所读取的是被测几何量与标准量的偏差答案:B6.用游标卡尺测量工件的轴径尺寸属于()A. 直接测量、绝对测量B. 直接测量、相对测量C. 间接测量、绝对测量D. 间接测量、相对测量答案:A7.计量器具能准确读出的最小单位数值就是计量器具的()A. 校正值B. 示值误差C. 分度值D. 刻度间距答案:C8.刻度间距和分度值之间的关系是()A. 分度值越大,则刻度间距越大B. 分度值越小,则刻度间距越大C. 分度值的大小和刻度间距的大小没有直接的关系D. 分度值越大与刻度间距成反比关系答案:C9.下列各项中,不属于方法误差的是()A.计算公式不准确B. 操作者看错读数C. 测量方法选择不当D. 工件安装定位不准确答案:B10.读数值为0.02mm的游标卡尺,当游标卡尺的读数为42.18mm时,游标上第9格刻线应对齐尺身上的第()mm刻线。
A.51B. 42C. 60D. 24答案:A11.用游标卡尺的深度尺测量槽深时,尺身应()槽底。
《极限配合与技术测量》第二章技术测量的基本知识及常用计量器具试卷一、单项选择题1.用杠杆百分表测量工件时,根据需要,杠杆测头可以在( )范围内转动任意一角度。
(2 分)A.90 °B.360 °C.180 °D.45 °2.关于校对量规,下列说法错误的是( )。
(2 分)A.校对量规是用来校对工作量规和验收量规的B.轴用量规的校对量规的结构形式与工作量规的塞规相似C.因轴的精度比孔的精度要求高,故轴用量规有校对量规,孔用量规无校对量规3.用游标卡尺测量工件的轴颈尺寸属于( )。
(2 分)A.直接测量、绝对测量B.直接测量、相对测量C.间接测量、绝对测量D.间接测量、相对测量4.分度值0.02mm的游标卡尺,当游标卡尺的读数为42.18mm时,游标上第9格刻线应对齐尺身上的第( )mm。
(2 分)A.24B.42C.51D.605.百分表校正零位后,若测量时长针沿逆时针方向转过20格,指向标有80的刻度线,则测量杆沿轴线相对于测头方向( )。
(2 分)A.缩进0.2mmB.缩进0.8mmC.伸出0.2mmD.伸出0.8mm6.如教材图2-31所示,用正弦规测角度时,当测量a点比b点低时,说明工件的实际角度比基本角度( )。
(2 分)A.大B.一样大小C.小D.无法判断7.关于量块的特性,下列说法中正确的是( )。
(2 分)A.量块是没有刻度的平行端面量具,是专用于某一特定尺寸的,因此它属于量规B.利用量块的研合性,就可用不同尺寸的量块组合成所需的各种尺寸C.在实际生产中,量块是单独使用的D.量块的制造精度为五级:其中0级最高,3级最低8.下列计量器具中,测量精度最高的是( )。
(2 分)A.游标卡尺B.千分尺C.杠杆千分尺D.杠杆百分表9.为了保证使用精度,量块应( )检定。
(2 分)A.交回B.定期C.抽查D.不用10.千分尺上棘轮的作用是( )。
(2 分)A.校正千分尺的零位B.便于旋转微分筒C.限制测量力D.补偿温度变化的影响二、判断题11.( )宽工作面平尺通过着色法来检验工件的直线度或平面度。
项目二 技术测量的基本知识及常用计量器具项目内容:1. 技术测量的基本知识。
2. 简单量具的使用知识。
3. 游标卡尺、千分尺的使用与维护。
4. 百分表、万能角度尺的使用与维护。
项目目的:1. 初步掌握技术测量的基本知识。
2. 能正确使用简单量具进行测量。
3. 能熟练使用游标卡尺、千分尺进行测量,并懂得相关的维护知识。
4. 能熟练使用百分表,万能角度尺进行测量,并懂得相关的维护知识。
项目实施过程:任务一 技术测量的基本知识课题一 测量的基础知识任务描述:初步掌握测量的基础知识,在教师的指导下认识常用的量具,并能进行单位的简单换算。
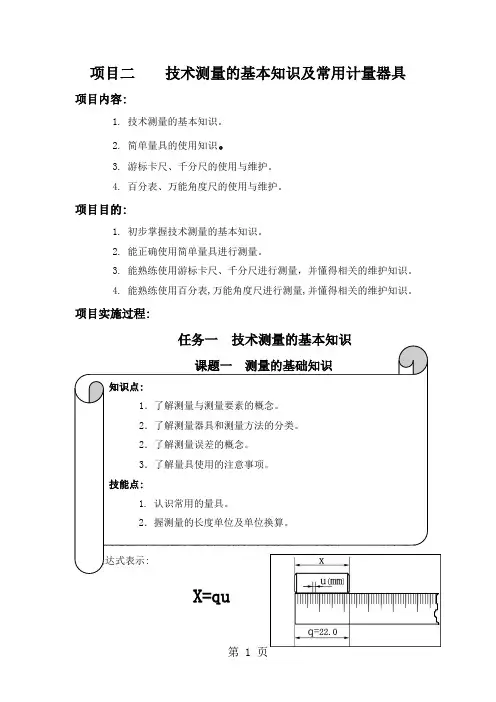
一. 测量与测量要素:1.测量:所谓“测量”就是将一个待确定的物理量,与一个作为测量单位的标准量进行比较的过程,并以测量单位的倍数表示其比较结果。
可用图(2-1)所示基本测量表达式表示:X=qu知识点: 1.了解测量与测量要素的概念。
2.了解测量器具和测量方法的分类。
2.了解测量误差的概念。
3.了解量具使用的注意事项。
技能点: 1. 认识常用的量具。
2.握测量的长度单位及单位换算。
X——被测值;q——测量单位;u——比值图2-1欲测一轴的长度x,把轴和刻度线尺并列比较,得二者的比值q为22.0,长度单位为mm,所以被测值(轴的长度)x为22.0mm。
2.测量要素:它包括四个方面的因素,即:测量对象、测量方法、测量单位和测量精度。
测量的任务就是根据测量对象的特点和要求,选用测量器具,拟定测量方法,把被测量与标准测量进行比较,分析测量过程误差,从而得出具有一定测量精度的测量结果。
二.测量器具和测量方法的分类:1.测量器具的分类:测量器具是量具、量仪、和其它用于测量目的的技术装置的总称。
量规实例形状量规极限量规塞尺万能量具和量仪实例游标量具测微量具机械杠杆量仪光学量仪汽动量仪电学量仪量规实例2.测量方法的分类:测量方法分类根据获得被测结果的方法不同划分直接测量法间接测量法根据测量结果的读值不同划分绝对测量法(全值量法)相对测量法(微差或比较量法)根据被测件的表面是否与测量工具有机械接触划分接触测量法不接触测量法根据同时测量参数的多少划分综合测量法分项测量法根据测量对机械制造工艺过程所起的被动测量作用不同划分主动测量直接测量法间接测量法从计量器具的读数装置上直接测得参数的量值或相对于基准量的偏差。
技术测量的基本知识及常用计量器具培训教材山推工程机械股份有限公司股份公司工会质量管理部理化计量中心汇编:孙守猛审稿:吴延敏、李运勤、田秀俐前言根据生产现场对技术测量的要求,结合工会举办的检查员技能比赛活动,由质管部组织专业人员汇编了《技术测量的基本知识及常用计量器具培训教材》这本小册子。
旨在系统地普及、宣贯测量的基本知识和常用量具的正确使用方法,提高检查人员、操作人员的检测技能,使测量数据更加准确,从而保证产品质量的提升。
该册结合生产实际,分十三个章节介绍了测量的基本知识、计量器具的选用原则、常用计量器具的使用与维护、零件形位公差、粗糙度、螺纹的测量方法等内容。
适用于检查人员、操作者的培训和测量工作中的参考。
由于汇编人员的水平有限,该册存在的错误和不足在所难免,希望您在使用中给予指正,提出好的修改建议,以便改进我们的工作,共同提高检测技术水平。
质量管理部理化计量中心2011年5月一、技术测量的基本知识 (5)1.1 测量 (5)1.2 检验 (5)1.3 计量的单位 (5)1.4 计量器具的分类 (5)1.5 测量方法的分类 (6)①直接测量和间接测量 (6)②绝对测量和相对测量 (6)1.6 计量器具的基本计量参数 (7)1.7 测量误差 (7)二、测量长度尺寸的常用量具 (7)2.1 通用量具 (7)2.1.1游标量具 (8)2.1.2 用游标量具测量零件进行读数时,其读数方法和步骤是 (8)2.1.3 游标卡尺使用过程中的注意事项 (9)2.1.4 其他类型的游标量具 (11)2.2 测微螺旋量具 (12)2.2.1 外径千分尺的特点 (13)2.2.2 千分尺的读数方法 (13)2.2.3 外径千分尺的读数示例 (13)2.2.4 外径千分尺的使用方法 (14)2.2.5 外径千分尺的维护保养 (15)2.2.6 公法线千分尺 (16)2.2.7 大尺寸外径千分尺 (16)三、常用机械式量仪 (17)3.1 百分表 (17)3.1.1百分表的结构 (18)3.1.2 百分表的分度原理 (18)3.1.3 百分表的正确使用 (18)3.1.5 百分表的维护保养 (20)3.1.6千分表的使用操作和保养,参照百分表 (21)3.2 内径百分表 (21)3.2.1 如何调整内径百分表尺寸 (21)3.2.2 使用内径表时的注意事项 (21)3.2.3杠杆表 (22)3.2.5 杠杆表的使用操作和保养,可参照百分表和千分表 (24)四、其他计量器具简介 (24)1、塞尺 (24)2、直角尺 (24)3、检验平尺 (25)4、水平仪 (25)5、检验平板 (26)6、偏摆仪 (26)7、角度尺 (26)五、光滑极限量规 (27)5.1量规的功用和分类 (27)5.2 轴用量规 (27)5.3孔用量规 (28)六、形位公差的检测 (28)6.1 形位公差项目的名称和符号 (28)6.2 形状误差的检测 (28)6.2.1直线度 (28)6.2.2平面度 (29)6.2.3圆度 (29)6.2.4圆柱度 (30)6.2.5平行度 (30)6.2.6垂直度 (31)6.2.8 对称度 (32)6.2.9 径向圆跳动 (32)6.2.10 端向圆跳动 (33)6.2.11 斜向圆跳动 (33)七、表面粗超度的应用及检测 (34)7.1表面粗糙度符号及说明 (34)7.2 表面粗糙度比较样块 (34)7.2 表面粗糙度检测仪 (34)八、螺纹的检测 (35)8.1 常用螺纹的标注 (35)8.1.1 普通螺纹(GB/T 192-197—1981) (35)8.2 管螺纹 (36)8.3螺纹的检测方法 (37)8.4综合检验 (37)8.5 外螺纹检验 (37)8.6 内螺纹检验 (37)九、计量器具的选用 (37)十、合格证的使用 (37)十一、扭力扳手 (39)11.1 扭力扳手使用注意事项 (39)十二、计量器具的损坏考核 (39)十三、计量器具的现场使用与维护 (40)13.1 计量器具现场使用的正确放置 (40)13.2 计量器具现场使用的错误放置 (40)一、技术测量的基本知识1.1 测量:将被测的几何量与一个作为测量单位的标准量进行比较的实验过程。