热轧带钢表面质量检测
- 格式:pdf
- 大小:3.43 MB
- 文档页数:33

热轧不锈钢带NO.2表面质量检查标准(试用)一.标准适用范围:本厂连续退火酸洗机组生产的奥氏体不锈钢NO.1成品表面质量的检查基准。
二.热轧原料常见缺陷有哪些,对冷轧生产有什么影响?冷轧所使用的各种热轧原料,最常见的缺陷是表面氧化铁皮压入、边部裂纹、表面麻坑、凸泡过大、纵条状划伤、沿纵向厚度不均、沿横向厚度偏差过大、沿纵向呈镰刀弯或S弯、钢卷塔形、浪形、扁卷、长舌头、冷松卷等。
凡属表面缺陷(裂纹、麻坑、脱皮、凸泡、划伤等)应以程度不同而区别,经修磨处理符合公差尺寸和技术规程要求者,即可通过相应的措施处理;凡缺陷超过规程规定的,应作判废处理或改做他用,不宜勉强进行轧制.凡属尺寸方面的缺陷,也应按具体情况分别处理.原料常见缺陷及其对冷轧生产的影响简述如下:(1)宽度及厚度偏差。
原料带钢宽度偏差是指带钢全长内偏离公称宽度的数值,实际生产中带钢宽度往往是中间窄两头宽,有时中间窄得剪不着边,两头宽得剪下的毛边超过了允许宽度。
当带钢宽度过窄时,剪边过窄,在带钢中心出现偏离时,可能出现空过圆盘剪而造成空剪窄尺.热轧带钢的厚度。
由于轧制过程中轧件温度不均匀和张力波动,通常头部较尾部厚0。
15~0。
20mm;有时由于操作方面的原因,带钢某段出现一边厚一边薄,或一段厚一段薄的现象,或者出现带钢全长超厚现象,这些都会给冷轧造成困难。
因此,对于不同厚度的原料带卷,其厚度偏差都有具体的要求,例如带钢厚度小于3mm时,厚度偏差应为±0。
20mm;带厚为3~5mm时,厚度偏差为±0.24mm;带厚大于5mm时,厚度偏差应为土0.27mm.(2)夹杂及氧化铁皮压入。
夹杂和氧化铁皮压入,从外观看较容易发现,夹杂和氧化铁皮压入采用酸洗的方法多数是不易清除掉的;轻微的夹杂和氧化铁皮压入,即使能够酸洗掉,但会造成其他部位板面过酸洗,氧化铁皮压入较重时酸洗后板面会出现鱼鳞状花纹,个别情况将会使板面留下坑痕,冷轧后因坑痕扩大而造成废品。
热轧带钢表面质量缺陷原因分析热轧带钢的表面质量缺陷是指在热轧工艺过程中,带钢表面出现的各种缺陷。
这些缺陷对带钢的外观和性能都有不良影响,严重时还会导致带钢失效。
以下是热轧带钢表面质量缺陷原因的分析。
1. 轧制工艺不合理:热轧带钢的表面质量缺陷与轧制工艺有着密切关系。
如果轧制工艺控制不当,例如轧制温度过高、辊缝调整不当等,就会导致带钢表面产生热裂纹、鱼鳞鳞片状缺陷等。
2. 材料质量问题:带钢是由钢坯经过多道次轧制形成的,如果钢坯的质量不佳,例如存在夹杂物、气孔等缺陷,就会在轧制过程中扩展并形成表面缺陷。
3. 辊缝问题:辊缝是带钢在轧制过程中受到的挤压力的集中作用点,如果辊缝调整不当,例如过大或过小,都会对带钢表面产生压痕、划痕等缺陷。
4. 轧制润滑问题:轧制过程中需要使用润滑剂来减小摩擦力,如果润滑不均匀或润滑剂存在污染物,就会导致带钢表面出现涂敷不均匀、氧化皮不易剥离等缺陷。
5. 切割质量问题:在热轧带钢生产中,需要对带钢进行切割,如果切割工艺不当,例如切割速度过快、切割刀具磨损等,就会导致切口不整齐、毛刺等缺陷。
6. 后续工艺操作问题:热轧带钢在后续的加工和处理过程中,如果操作不当,例如维护不及时、设备老化等,就会导致带钢表面产生擦伤、磕碰等缺陷。
针对以上分析,可以采取以下措施来改善热轧带钢的表面质量:1. 优化轧制工艺:合理控制轧制温度、辊缝调整,减小轧制力度等,以提高带钢的表面质量。
2. 加强材料质量控制:采用优质钢坯,并对钢坯进行充分检验和清洁处理,以减少杂质的含量和夹杂物的存在。
3. 确保辊缝质量:定期对辊缝进行调整和检查,确保辊缝的尺寸和形状符合要求,减少对带钢表面的压力集中。
4. 加强润滑管理:优化润滑剂的选择和使用方法,确保润滑剂均匀涂敷在轧制表面,并定期清洗润滑系统,减少污染物的残留。
5. 优化切割工艺:控制切割速度,保证切割刀具的锋利度,加强切割设备的维护和监测,以保证切口的质量。
热轧钢筋试验项目包括
热轧钢筋试验项目通常包括以下几个方面:
1. 化学成分分析,这是确定钢材成分的重要测试项目,包括检测各种元素的含量,如碳、硅、锰、磷、硫等,以确保钢材符合相关标准要求。
2. 机械性能测试,包括拉伸试验、冲击试验、硬度测试等,用于评估钢材的强度、韧性、硬度等机械性能指标。
3. 金相组织分析,通过金相显微镜等设备对钢材的金相组织进行观察和分析,以评估其组织形貌、晶粒度等指标,从而判断钢材的组织状态和性能。
4. 表面质量检测,包括对钢材表面平整度、氧化层、裂纹、夹杂等缺陷的检测,以确保钢材表面质量符合要求。
5. 尺寸和外观检验,对热轧钢筋的直径、长度、弯曲度、弯曲角度、表面光洁度等进行检验,以确保产品尺寸和外观符合标准要求。
综上所述,热轧钢筋试验项目涵盖了化学成分、机械性能、金相组织、表面质量、尺寸和外观等多个方面,这些测试项目对于评估热轧钢筋的质量和性能具有重要意义。


热轧带钢表面质量缺陷原因分析热轧带钢是一种广泛应用于建筑、汽车、机械制造等行业的金属材料。
在生产过程中,热轧带钢表面往往会出现各种质量缺陷,影响产品的质量和使用寿命。
对热轧带钢表面质量缺陷的原因进行分析,具有重要的理论和实际意义。
热轧带钢的表面质量缺陷主要包括:铁锈、麻粒、划痕、表面凹痕、擦伤、氧化皮等。
这些质量缺陷的产生原因多种多样,可以从以下几个方面进行分析:1. 原料质量不合格:热轧带钢的生产是通过将钢坯在高温条件下压延而成的,因此钢坯的质量对于热轧带钢的表面质量有着重要影响。
如果钢坯表面已经存在质量缺陷,如铁锈、氧化皮等,则在热轧过程中很容易形成对应的表面缺陷。
2. 设备状况和操作方式:热轧带钢的生产需要涉及到一系列设备,如热轧机、冷却装置等。
如果设备存在故障或者磨损,会导致带钢表面质量缺陷。
操作人员的技术熟练程度和操作方式也对热轧带钢的表面质量有着直接影响。
如果操作不规范或者技术水平不高,很容易导致带钢表面质量缺陷的产生。
3. 温度控制不当:热轧带钢的生产需要在一定的温度范围内进行。
如果温度控制不当,过高或者过低都会导致带钢表面质量缺陷的产生。
温度过高会导致带钢表面出现氧化皮、烧焦等问题,温度过低则会导致带钢表面出现裂纹等问题。
4. 轧辊磨损:热轧带钢的生产离不开轧辊的使用,轧辊磨损是导致带钢表面质量缺陷的一个重要因素。
轧辊的磨损会导致带钢表面出现凹凸不平、划痕等问题,直接影响产品质量。
5. 冷却方式选择不当:热轧带钢生产过程中,冷却方式的选择对于产品的表面质量有着重要的影响。
如果冷却方式选择不当,如冷却速度过快或者过慢,都会导致带钢表面质量缺陷的产生。
热轧带钢的表面质量缺陷产生原因是多方面的,需要从原料质量、设备状况和操作方式、温度控制、轧辊磨损以及冷却方式等方面进行综合分析和控制。
只有在整个生产过程中各个环节得到有效控制,才能够最大程度地减少热轧带钢表面质量缺陷的产生,提高产品质量和使用寿命。
热轧带钢表面质量缺陷原因分析热轧带钢是一种常见的金属材料,在工业生产中具有广泛的应用。
其表面质量对于产品的质量和性能有着重要的影响。
在生产过程中,热轧带钢的表面质量会出现一些缺陷,影响产品的质量和外观。
对热轧带钢表面质量缺陷原因进行分析和研究,对于改善产品质量和生产效率具有重要意义。
本文将对热轧带钢表面质量缺陷的原因进行分析。
热轧带钢在生产过程中容易出现许多表面质量缺陷,常见的缺陷有:氧化皮、夹杂物、坑洞、划痕、波纹、卷边、折叠、皱曲等。
这些缺陷会影响带钢的外观质量和性能,并且可能导致产品退货和生产中断,给企业带来经济损失。
1. 滚轧工艺参数不合理热轧带钢的表面质量缺陷与滚轧工艺参数密切相关。
如果轧机的温度、轧制力、轧辊表面状况等参数设定不合理,容易导致带钢表面出现坑洞、波纹、卷边等缺陷。
过大的轧制力也容易导致皱曲等严重的表面质量问题。
2. 原料质量不佳热轧带钢的原材料主要包括钢坯和热轧辅助材料。
如果原材料的质量不佳,可能会导致带钢表面出现氧化皮、夹杂物等缺陷。
特别是在钢坯表面存在夹杂物或氧化皮时,会使其在热轧过程中将夹杂物或氧化皮轧入带钢中,从而形成相应的表面缺陷。
3. 冷却不当热轧带钢在轧制后需要进行冷却处理。
如果冷却不当,可能会导致带钢表面出现过热区或冷却速度不均匀的情况,从而导致表面质量缺陷的产生。
4. 轧辊磨损严重轧辊是热轧带钢生产过程中使用的主要设备之一。
轧辊的表面状况对于带钢的表面质量有着直接的影响。
如果轧辊磨损严重或者表面状况不良,可能会导致带钢表面出现划痕、坑洞等缺陷。
5. 作业人员操作不当热轧带钢生产过程中,操作人员的操作技术和经验水平对于产品的质量有着重要的影响。
如果操作人员操作不当,可能会导致带钢表面出现折叠、皱曲等缺陷。
三、热轧带钢表面质量缺陷的解决方法为了避免因滚轧工艺参数不合理而导致的表面质量缺陷,需要对滚轧工艺参数进行合理的调整和优化。
通过科学合理的轧制力、温度、冷却速度等参数的设定,可以有效地改善热轧带钢的表面质量。
热轧圆钢表面质量标准热轧圆钢是一种常见的金属材料,广泛应用于建筑、机械制造、汽车制造等领域。
其表面质量直接影响着其使用性能和外观效果。
因此,对热轧圆钢的表面质量进行标准化管理显得尤为重要。
下面将介绍热轧圆钢表面质量标准的相关内容。
一、表面质量等级。
热轧圆钢的表面质量等级分为A、B、C三个等级。
A级表面质量要求最高,表面不得有明显的划痕、凹陷、氧化皮和夹杂物等缺陷。
B级表面质量要求次于A 级,允许有一定数量和尺寸的表面缺陷。
C级表面质量要求最低,允许有较多的表面缺陷,但不得影响其使用功能。
二、表面缺陷的分类和要求。
表面缺陷主要包括划痕、凹陷、氧化皮、夹杂物等。
划痕应平行于圆钢轴线,并且不得影响其使用功能。
凹陷的深度和长度有一定的要求,不得超出标准允许范围。
氧化皮和夹杂物的数量和尺寸也有详细的规定。
三、外观质量要求。
热轧圆钢的外观质量也是其重要的表面质量标准之一。
要求表面应光滑平整,不得有明显的变形和损伤,不得有裂纹和折叠。
此外,还要求圆钢的表面应清洁,不得有油污、灰尘等杂质。
四、检测方法。
对热轧圆钢的表面质量进行检测,通常采用目视检查和仪器检测相结合的方法。
目视检查可以直观地发现表面缺陷,而仪器检测可以对表面缺陷进行更加精确的测量和分析。
五、质量管理。
热轧圆钢的表面质量标准需要在生产过程中严格执行,对生产设备和工艺进行有效的管理和控制,确保产品符合标准要求。
同时,还需要建立健全的质量追溯体系,对产品的表面质量进行记录和追踪。
总结。
热轧圆钢表面质量标准是保证产品质量和使用安全的重要保障。
只有严格执行标准要求,加强生产管理,才能生产出优质的热轧圆钢产品,满足市场和客户的需求。
希望相关企业和生产单位能够重视热轧圆钢表面质量标准,提升产品质量,为行业发展做出更大的贡献。
带钢外观质量缺陷及预防措施带钢外观质量是带钢质量中很重要的一个方面,它是企业轧钢技术水平的体现,也是产品品牌的缩影。
在钢铁产品的生产和销售中,由于外观质量发生的异议不在少数,它不仅会对企业的直接经济效益造成影响,还会损害企业的整体形象和信誉,降低产品竞争力。
因此,各大钢厂对钢材外观质量尤为重视,不断采取有效措施加以改进和提高。
结合我公司带钢外观质量缺陷预防攻关项目,通过搜集相关信息情报,编写了本期调研,希望能有一些启发和借鉴作用。
一、热轧板材外观质量的主要问题根据热轧板带材的发展形势,板带的外观“美”已成为市场竞争的重要指标。
然而由于钢铁产品生产的特殊性,钢铁企业板带产品的外观质量问题比较普遍,主要包括:卷形不良、氧化铁皮卷、结疤、折边、辊印、划伤、边裂、浪形、规格偏差、其他等。
1、卷形不良(1)塔形卷塔形卷是一种带钢边部卷绕不平齐,一处或多处呈螺旋状出边的不良卷形。
主要分为头塔和尾塔两种。
头塔是由于带钢头部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
尾塔是由于带钢尾部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
(2)塔形卷形成原因①带钢自身原因来料镰刀弯、楔形、异常凸度以及波浪、气泡、头部温度低,材质硬度大等都容易产生头部塔形。
对策是要求精轧调整压下水平,卷取操作方面应尽早打开助卷辊。
②操作上的原因导板夹力过大,带钢弓起,运行不平稳,以及带钢中心偏离导板中心进入卷取机。
对策是采用适当的夹紧力、夹紧方法,以及适当的导板开口度。
③设备上的原因侧导板的部分松动以及动作不一致,夹紧力不足、侧导板偏心、下夹送辊不水平、夹送辊左右辊缝不平衡。
由于带钢尾部从精轧抛出时,带钢张力比正常状态低,因此,平时因为高张力而未能表现出来的使带钢横向移动的力就变得明显,使带钢横向移动后卷取,有时可以通过改变减速点来达到控制尾部张力。
(3)松卷松卷是指钢卷没有卷紧,处于松散状况的缺陷卷。
对策是根据带钢的厚度、宽度、材质、卷取温度、卷取速度设定合适的张力。
热轧带钢表面质量缺陷原因分析【摘要】本文主要对热轧带钢表面质量缺陷的原因进行了分析。
带钢表面氧化是造成质量缺陷的重要因素之一,其主要导致表面出现氧化物,影响产品表面质量。
带钢表面夹杂物也是一个常见问题,会使产品表面出现不良痕迹。
轧辊表面缺陷和卷取过程中的质量缺陷也会对表面质量造成影响。
涂油不均匀也容易引起质量缺陷。
热轧带钢表面质量缺陷的原因是多方面的,需要通过合理的生产技术和工艺控制来减少和避免。
通过深入分析这些原因,可以帮助生产厂家改进工艺,提高产品质量,从而提升市场竞争力。
【关键词】热轧带钢、表面质量缺陷、原因分析、氧化、夹杂物、轧辊表面缺陷、卷取过程、涂油不均匀、生产技术、工艺控制。
1. 引言1.1 热轧带钢表面质量缺陷原因分析带钢表面氧化是导致质量缺陷的一个重要因素。
在热轧过程中,带钢表面会与空气中的氧气发生氧化反应,形成氧化膜,使表面出现氧化斑点、氧化皮等缺陷。
带钢表面还存在着夹杂物,如硫化物、磷化物等,会导致表面不平整、坑洞等问题。
轧辊表面的缺陷也是一个常见原因,轧辊表面的不洁净、磨损不均匀等问题都会直接影响带钢表面的质量。
在卷取过程中,也容易引起质量缺陷。
卷取张力不均匀、卷取速度过快等因素都会导致带钢表面出现皱纹、印痕等问题。
涂油不均匀也是一个常见问题,涂油不足或涂油过多都会导致表面质量不佳。
热轧带钢表面质量缺陷的原因是多方面的,需要生产厂家通过合理的生产技术和工艺控制来减少和避免这些问题,提高产品的质量和市场竞争力。
2. 正文2.1 带钢表面氧化带钢表面氧化是热轧带钢表面质量缺陷中常见的一种现象。
其主要原因包括以下几个方面:带钢在高温轧制过程中易受氧化影响,尤其是在轧制过程中的高温区域,带钢表面易与空气中的氧气发生化学反应而产生氧化膜。
带钢在冷却过程中容易因表面残余的热量造成局部高温,使得表面氧化的速度增加,从而形成氧化层。
带钢在运输、堆放等过程中也容易受到空气中的氧气和水分的影响,导致表面氧化。
热轧带钢表面质量缺陷原因分析热轧带钢是一种热加工方法,经过多次轧制而成的带状金属材料。
该材料经过热轧后能够更好的满足市场的需求,具有规格多样,可以根据需求进行定制等优势。
但是,热轧带钢表面质量缺陷是影响其使用性能和外观的主要原因之一。
以下是对热轧带钢表面质量缺陷原因的详细分析。
1.毛刺和辊痕毛刺和辊痕是热轧带钢表面质量缺陷中最常见的问题。
毛刺产生的原因是热轧过程中材料表面的氧化物和其他杂质在压延过程中被挤出,并生成细小金属毛发。
而辊痕则是由机械划伤导致的。
这种缺陷不仅影响外观,而且容易损伤设备和加工过程中的工件。
2.点蚀和氧化皮点蚀是由于热轧带钢表面存在的不均匀性产生的局部腐蚀现象。
点蚀可能会导致钢材的强度和耐腐蚀性能下降,甚至在加工过程中引起断裂事故。
而氧化皮则是热轧带钢表面暴露在空气中后受到氧化反应产生的红褐色金属层。
这种表面质量缺陷会使得热轧带钢表面粗糙,不易切割,也不便于表面涂装。
3.内裂 and 锈迹钢材内部有裂纹会降低强度和韧性,甚至导致钢材断裂。
热轧带钢受到高温和压力的影响,易产生内部应力和变形。
如果在这种情况下存在缺陷,可能会导致内裂。
此外,当表面质量缺陷没有及时得到修复时,钢材表面会出现锈迹。
锈迹不仅会影响热轧带钢外观,还会导致钢材的耐腐蚀性能下降。
总之,热轧带钢表面质量缺陷是由多种原因引起的。
它们可能是由热轧过程中的机械因素,氧化反应,缺陷等因素导致的。
为避免产生表面质量缺陷,我们需要严格控制加工过程中的参数,及时检查和处理缺陷,以确保热轧带钢的质量达到最佳水平。
热轧带钢表面质量缺陷原因分析热轧带钢是一种常用的金属材料,广泛应用于各种工业领域。
在生产过程中,热轧带钢表面质量缺陷是一个常见的问题,其严重程度会严重影响产品的使用性能,甚至引发安全隐患。
对热轧带钢表面质量缺陷原因进行分析是十分重要的。
一、背景热轧带钢是通过将钢坯经过一系列的加热、轧制和冷却等工序而制成的一种金属板材。
在生产过程中,热轧带钢表面质量缺陷是不可避免的,主要包括铁水斑、疏松、氧化皮、边部裂纹等。
这些缺陷会对产品的使用性能产生严重的影响,因此必须及时找出其产生的原因,并采取相应的措施加以解决。
二、铁水斑的原因分析铁水斑是热轧带钢表面质量缺陷中常见的一种,其主要原因包括以下几个方面:1.原材料质量不稳定:在生产过程中,钢坯的质量直接影响到热轧带钢的表面质量。
如果原材料中存在杂质、夹杂物等,就会导致热轧带钢表面出现铁水斑。
2.轧辊磨损严重:轧辊是热轧带钢生产中不可或缺的设备之一。
如果轧辊磨损严重,就会导致轧制时的滚动不稳定,从而使得热轧带钢表面呈现出铁水斑的现象。
1. 热轧工艺不稳定:热轧带钢在生产过程中需要经历高温轧制、冷却等工序,如果工艺参数设置不当,就会导致热轧带钢表面出现疏松的现象。
四、氧化皮的原因分析1. 轧辊表面粗糙:轧辊表面的粗糙度对于热轧带钢的表面质量有着重要的影响。
如果轧辊表面粗糙,就会导致热轧带钢表面出现氧化皮的现象。
3. 润滑润磨不到位:热轧带钢在轧制过程中需要进行润滑润磨处理,如果润滑润磨不到位,就会直接导致热轧带钢表面出现氧化皮。
五、边部裂纹的原因分析3. 张力控制不当:在热轧带钢生产中,张力控制对于产品的表面质量起着关键的作用。
如果张力控制不当,就会导致热轧带钢表面出现边部裂纹的现象。
热轧带钢表面质量缺陷的原因十分复杂,需要在实际生产中认真分析每个环节的情况,从原材料质量的控制、工艺参数的设定、设备的维护等方面入手,采取相应的措施加以避免和解决。
只有这样,才能确保生产出质量稳定的热轧带钢产品,满足市场和客户的需求。
热轧在线表面质量检测仪功能优化及应用成果作者:杨德伦杨少红来源:《科学与财富》2017年第24期摘要:通过配置及优化Parsytec表面质量检测仪,加强对热轧带钢全长表面质量的监控,预防不合格钢卷流向用户或下游机组造成质量损失,同时实现实时监控带钢表面质量状况有效地进行生产调控和技术攻关。
为酸洗板和汽车外板的质量跟踪、判定和提升提供依据,并形成相关的表面质量判定标准。
关键词:表面检测仪;功能优化;质量跟踪和提升;表面质量判定标准1.前言2006年马钢新区2250热轧正式投产,随着产品品种逐步扩大、产量的增加以及市场对热轧或冷轧带钢表面质量需求不断地提升。
在几年的生产过程中热轧产品或冷轧基料不断出现各种各样的质量问题,导致用户或下游机组抱怨大及质量损失大,严重影响了马钢热轧产品品质的形象以及制约后工序的生产稳定性和产品质量。
经过调研发现国内不少大钢铁企业热轧生产线都有配置了表面检测仪,如武钢、梅钢和鞍钢等,。
因此,马钢在2007年配置了表面质量检测仪,经过逐步调试和优化,2008年已具备正常监控带钢表面缺陷,并根据缺陷程度进行报警。
2.设备安装、应用2.1技术参数2008年,马钢2250mm热轧生产线安装的表面质量检测仪espresso是德国ISRA Parsytec 公司研发的一款用于检测和分析带钢或卷纸表面质量缺陷的设备。
其关键技术参数及安装条件见表1。
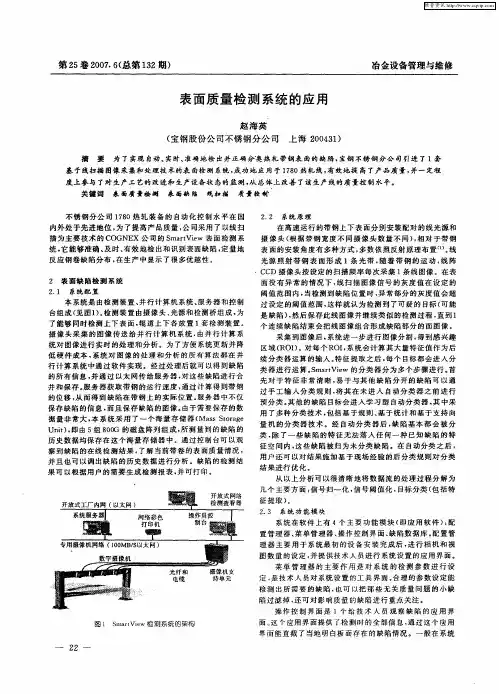
马钢四钢轧热轧表面检测仪的型号为espresso SI surface inspection system,其工作流程图。
该系统主要有两个部分组成:(1)传感器系统,主要各种硬件有表面传感器(相机和照明),电气柜(识别运算计算机),服务器和终端等;(2)HTx检测软件,包括识别计算机、服务器和终端上所有的软件。
2.2工作原理通过现场的安装梁上的传感器(由12位太网模块面阵数码相机和照明光源)采集带钢上下表面疑似缺陷图像后传到电气柜中,计算机根据缺陷灰度和形状等特征进行初步缺陷分类并赋予相应的缺陷名称,然后把这些数据保存到服务器上并显示在终端处的操作员显示画面(ODIS)上,此时质检操作员可以实时应用终判系统(P5i)对每个钢卷进行封闭或放行处理,并保存相应的记录。
热轧带钢表面质量缺陷原因分析热轧带钢表面质量缺陷是指在热轧加工过程中,带钢的表面出现的一些不符合要求的瑕疵或缺陷。
这些缺陷不仅会影响带钢的外观质量,还会对带钢的力学性能和耐腐蚀性能产生负面影响。
我将从原料、热轧工艺和设备三个方面进行分析。
原料的质量问题是导致热轧带钢表面质量缺陷的主要原因之一。
原料如果存在夹杂物、氧化皮、硫化物等杂质会直接影响热轧带钢的表面质量。
钢坯表面存在的氧化皮会在热轧过程中被夹入到带钢表面,形成皮槽和点状缺陷;硫化物会在热轧过程中产生液相腐蚀,使得带钢表面出现夹渣等缺陷。
热轧工艺对热轧带钢表面质量缺陷产生重要影响。
工艺参数的不合理选择会导致热轧带钢表面出现厚度不均匀、波纹、夹渣等缺陷。
过大的压下量和辊间间隙会使带钢表面变形过大,产生波纹和起皮等缺陷;过高的热轧温度会使带钢表面氧化加剧,形成麻点和点状缺陷。
热轧设备的性能和维护状态也会对热轧带钢表面质量产生影响。
设备的磨损、缺陷和故障会导致带钢表面出现划伤、破损等缺陷。
热轧辊表面磨损不均匀会使带钢表面出现凹凸不平的情况;辊颈部位磨损严重会导致辊体位移,进一步使带钢表面质量变差。
在改善热轧带钢表面质量缺陷的过程中,应首先加强原料的质量控制,确保原料的纯净度和表面质量符合要求。
需要合理选择热轧工艺参数,确保在热轧过程中带钢表面的温度和变形量都处于合适的范围内。
要加强对热轧设备的维护和保养,定期检查和更换磨损严重的设备部件,确保设备的正常运行和性能稳定。
只有综合改善原料、工艺和设备等各个环节,才能有效地减少热轧带钢表面质量缺陷的发生,提高带钢的整体质量水平。
COGNEX®Surface Inspection Systems DivisionHot Strip MillDefect CatalogIndex of contentsGeneral survey of Hot Strip Mill (3)Unique Features (Gray Bins) (4)Lamination (5)Edge cracks (8)Folded strip edge (10)Roll marks (12)Mould powder (13)Shell (15)Scale Grain similar to Red Scale (19)Rolled in secondary scale (21)Divot (Mechanical damage) (22)Gall (Other rolled - in extraneous matter) (24)Roll imprint (Bruise) (27)Hot Strip Scratch (29)Scale pits (31)General survey of Hot Strip MillIntroduction:Below is a rough diagram of a conventional non-reversing Hot Strip Mill for reference.The rolling mill is the process, which reduces a hot slab into a coil of specified thickness; the whole processing is done at a relatively high temperature (when the steel is still "red").Process:FurnaceThe furnace heats the steel “slab” and pushes it onto the roller line. Slabs are approximately 240mm thick and vary in width and length.Roughing MillOnce the slab reaches the roughing mill, it is reduced down to as much as 1/10th its original thickness and is called a “transfer bar”. Width is not changed. The process of reducing the slab to a transfer bar is achieved either through single passes of multiple roughing stands or by multiple passes on reversing roughing stands.Finishing StandsThe finishing stands further reduce the transfer bar into a steel “strip” whose thickness ranges from app. 1mm to as much as 13mm. By the time the strip reaches the surface inspection point (for top inspection), the strip temperature can range anywhere upwards of 950°C.Cooling SectionThe cooling section uses water to cool the strip. By the time the strip reaches the surface inspection point (for bottom inspection), the strip temperature can range anywhere from 300°C to upwards of 700°C.Down Coilers Cooling Section Finishing Stands Roughing Mill Furnace Hot Strip Mill Example BottomBased on Cognex line scan technology with all special developed detection algorithm, there is the unique gray bin feature which enables to use the intensity of the defect as the major information for classification. How does this work?Unique Features (Gray Bins)More classification information is possible with gray bin features than with intensity features alone.Gray bin features provide information about the distribution of gray within a defect. Intensity features only report the maximum and minimum grayscale values in a defect.Gray bin values can be customized to match the application.Gray bin values should be chosen based on differentiation of defect classes.Defect Image Basic IntensityFeaturesWith Gray BinFeaturesBright BinsDark BinsLaminationGeneral description:Laminations take the form of areas of overlapping material that come in various shapes and sizes. These defects are irregularly distributed over the surface of the rolled material and may only partially bonded to the underlying surface.Reason for defect:Laminations occur when the incoming steel slab contains either a non-metallic inclusion, or where the incoming slab has suffered some mechanical surface damage. These are broken open during the rolling process and then folded over in a lamination like form.Edge cracksGeneral description:Material discontinuations extending vertically down from the surface and running through the entire plate or strip thickness at the longitudinal edges and, in the case of sheet and plate, also at the front and rear edges of the rolled material.Reason for defect:Edge cracks can occur during reduction of the continuously cast bars or starting slabs, and also during cooling. A further cause of this defect lies in the breaking strength of the material being locally exceeded in the edge zone.Folded strip edgeGeneral description:Folded strip edges take the form of edges upsets, beaded strip edges or mechanical damage at individual, protruding turns in the coil.Reason for defect:Folded strip edges in the area of the upcoiler/downcoiler or during handling operations and result from heavy contact with final mill stand delivery equipment, ROT (run out table) side plates, or faulty strip winding leaving turns exposed and susceptible to contact damage transfer and storage.Roll marksGeneral description:Roll marks by definition are defects imparted on the strip by a work roll.Reason for defect:These defects are always repeating. The period depends on the size of the work roll that created the defect and on the amount of subsequent reduction that occurs after the mark is created.Mould powderGeneral description:Mould powder is a non-metallic powder used to coat surfaces in contact with molten metal in the casting process.Reason for defect:This defect is caused when the above-mentioned powder is rolled into the surface of the slab in the roughing process. A similar defect is also caused when other fine powders or dirt fall onto the bar or strip during the rolling process. This often produces a distinctive "Christmas tree" shape.ShellGeneral description:Shell takes the form of areas of overlapping material and comes in various shapes and sizes. These defects are irregularly distributed over the surface of the rolled material and may only be partially bonded to the underlying surface.Reason for defect:Shell occurs when rolling a starting material exhibiting high levels of non-metallic inclusions in its surface zone. These inclusions are broken open during the rolling process and then folded over in a shell-like form. Shell also occurs as a result of surface damage in the starting material.Dark Bins Bright BinsDark Bins Bright BinsScale Grain similar to Red ScaleGeneral description:Red scale or scale grain is scale, which is typical for Si-steel grades. Red scale looks dark often surrounded by bright areas. It can be both single spots but also stripes going irregularly over bigger areas.Reason for defect:May be caused by the worn surface of the finishing stand work rolls. This scale remains on the surface of the strip and can be rolled into the surface by successive stands. This defect will vary greatly in shape and concentration.Rolled in secondary scaleGeneral description:Rolled in secondary scale is the term given to those scale particles rolled into the surface, the distribution of which resembles a “salt and pepper” scattering.Reason for defect:Caused by the rolling – in of secondary scale within the finishing train. Thin hot rolled strip is more susceptible to this defect owing to the higher specific loads involved.Divot (Mechanical damage)General description:A Hot Strip Mill divot is a surface defect with the following characteristics:• Always on the bottom.• Peeling areas are many times associated with this defect. • The width of the defect is approx. 10 – 100mm. • The length can be up to 1.4m.• The general shape is that of a “W” or a “V”.Reason for defect:A divot is the surface defect resulting from the hot rolling of holes or impressions on the bottom of a slab. The impressions are a result of a build-up of scale and mold powder on the rider buttons (furnace skids) inside the reheat furnace.Gall (Other rolled - in extraneous matter)General description:Gall is rolled in foreign material.Reason for defect:Typically it is from buildup on the edge guides that falls onto the strip and gets rolled in.Roll imprint (Bruise)General description:Roll imprint is a periodical defect and comes from a slightly damaged working roll. Reason for defect:It is a simple version of the more severe defect " Roll Mark ". The defect can be barely felt - in contradiction to the Roll Mark.Hot Strip ScratchGeneral description:Hot strip scratches are grooves, gouges and deep scratches of various dimensions which occur in the hot rolling mill up to the entry of the pickling line, run in the rolling direction, sometimes undergo a small degree of overrolling and rarely contain scale inclusions.Reason for defect:Sometimes a metal chip is cut out of the surface as a hot strip scratch occurs, or the material may be pushed away to the side or to the end of the scratch. The location of occurrence and flaw shapes vary considerably.Scale pitsGeneral description:Scale pits are caused by scale being embedded into the surface of the material during the hot rolling. The scale may be removed again by pickling, but the defect may not be completely eradicated during the cold rolling process. The appearance of the flaws ranges from punctiform and linear to wide - area defects.Reason for defect:Scale pits arise as a result of insufficient pressurized water descaling of the hot strip. This leads to scale being rolled in during the hot rolling process.��������������������������������������������������������������������������������������������������������������������������������������������������������������information for further please contact us!One Vision Drive, Natick MA 01760-2059Phone:+ 508 650-4141Fax: + 508 650-3344Internet: 。