表面质量检测系统分析
- 格式:doc
- 大小:439.50 KB
- 文档页数:6
表面质量检查仪在热轧机组生产线中的应用王勇【摘要】In this paper,the structure and principle of surface quality inspection instrument are described.The practical application of the equipment in the production process is explained,which provides reference for the peers.%介绍了用于带钢轧制过程表面质量监控的检查仪的结构及原理,并说明了该设备在生产过程中的实际应用情况,以供同行参考.【期刊名称】《无损检测》【年(卷),期】2018(040)004【总页数】3页(P70-72)【关键词】热轧;表面质量检查仪;分类;质量控制【作者】王勇【作者单位】本溪钢铁集团公司质量管理中心,本溪117000【正文语种】中文【中图分类】TG115.28由于热轧生产环境复杂,带钢表面常会出现结疤、夹杂、辊印、铁皮、划伤、孔洞、裂纹等缺陷,从而影响热轧产品的质量。
德国百视泰(Parsytec)公司研制的表面质量检查仪是能对高速运动的热轧带钢表面缺陷进行在线自动检测和分级的系统,已成功应用于欧洲和美国的连轧机和CSP(薄板坯连铸连轧)生产线上,取得了良好效果。
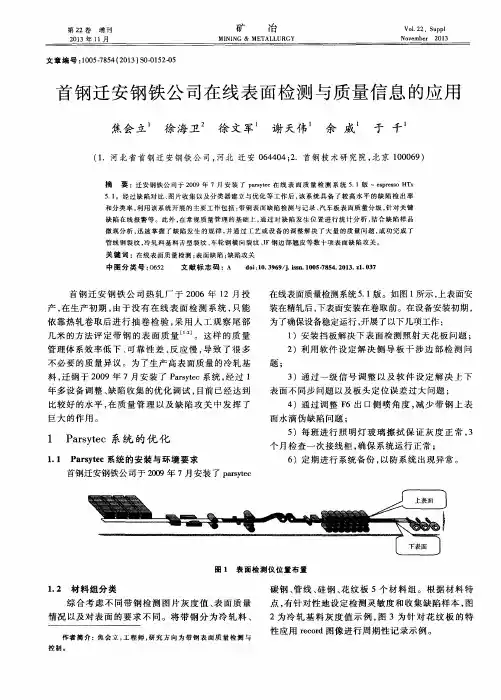
1 表面质量检查仪的作用2008年,笔者所在公司为1700热轧机组生产线增设了表面质量检查仪(Parsytec)。
该Parsytec HTx 5.0系统是建立在100%软件工具基础上的,其与标准PC硬件及频闪氙照明的录像机相结合,可根据表面缺陷的类型和严重程度以及其在带钢上的位置,对所有缺陷进行分级记录,客观地对缺陷进行评估;并可提供对整个热轧带钢表面质量的准确鉴定以及完整记录。
此设备的应用,打破了检查员只能靠人工检查钢卷的传统方法,实现了百分之百地检查钢卷表面,做到了对钢卷生产的全过程监控;同时,可以提供钢卷表面质量实时相关数据,以便于后续的分析。
基于YOLOv5的太阳能网版表面缺陷检测研究摘要:针对传统太阳能网版表面缺陷检测方法效率较低的问题,本文提出一种基于YOLOv5的太阳能网版表面缺陷检测系统。
本文采用YOLOv5目标检测算法开展太阳能网版表面缺陷检测实验。
结果表明:YOLOv5算法的mAP0.5达到76.3%,能够实现高精度的缺陷检测,而算法的FPS达到188,能够满足高效率的缺陷检测。
关键词:深度学习;表面缺陷检测;目标检测0 引言随着社会对能源的需求不断提高,以太阳能为代表的可再生清洁能源得到了更为广泛的应用。
光伏发电的主要载体为太阳能电池片,而太阳能网版作为太阳能电池片的生产模具,在光伏发电系统中有着重要的质量保障作用。
针对传统太阳能网版表面缺陷检测方法效率较低的问题,本文提出一种基于YOLOv5的太阳能网版表面缺陷检测系统。
所提出的检测系统,为太阳能网版表面缺陷检测带来了新思路,具有一定的工程意义和实际应用价值。
1 太阳能网版表面缺陷检测平台本文设计并搭建了太阳能网版表面缺陷检测平台(图1),通过带动载物台与相机移动实现太阳能网版图像采集,其中相机工作距离可进行手动调节,工业相机、镜头与光源的品牌与型号分别为海康机器人MV-CH250-90GM、视清科技DTCA16K-62-M72-AL与海康机器人DTCA16K-62-M72-AL。
采集后的网版图像,经过两次分割后的小图像分辨率为512×512;每张小图像进行缺陷信息标注并制作为太阳能网版表面缺陷数据集,数据集总数为4561,按照0.65、0.15、0.2的比例划分为训练集、验证集与测试集。
图1 太阳能网版表面缺陷检测平台与图像分割2 YOLOv5目标检测算法与结果分析YOLO系列是一个完整的、端到端的单阶段目标检测算法,拥有实时性好、速度快等优点。
本文采用YOLOv5目标检测算法作为缺陷检测算法,其中主干网络能够从浅到深提取输入图像的特征信息,颈部网络将这些信息聚合,最后通过头部网络输出缺陷检测结果。
基于机器视觉的钢丝绳表面缺陷检测机器视觉技术的应用在各个领域都得到了广泛的认可和应用。
在工业领域中,钢丝绳的表面缺陷检测一直是一个重要而困难的问题。
传统的人工检测方法不仅费时费力,而且准确性也存在一定的问题。
基于机器视觉的钢丝绳表面缺陷检测技术的出现,为解决这一问题提供了新的思路和方法。
一、机器视觉在钢丝绳表面缺陷检测中的优势相比传统的人工检测方法,机器视觉技术具有以下几个显著优势:1. 高效性:机器视觉系统能够高速地处理图像信息,具备较强的计算和处理能力,能够实时地对钢丝绳表面进行检测,大大提高了工作效率。
2. 准确性:机器视觉系统能够精确地捕捉和分析图像中的细节和特征,对钢丝绳表面缺陷进行准确的检测和分类,避免了人为因素对检测结果的影响。
3. 自动化:机器视觉系统能够自动地完成图像采集、处理和分析等一系列操作,无需人工干预,提高了工作效率和减少了人力成本。
二、基于机器视觉的钢丝绳表面缺陷检测方法1. 图像采集:使用高分辨率的工业相机对钢丝绳表面进行图像采集。
采集时需注意光照条件、背景干扰等因素对图像质量的影响。
可采用多角度、多方位的方式进行图像采集,以获取更全面的表面信息。
2. 图像预处理:采集到的图像可能存在噪声、模糊等问题,需要进行预处理以提高后续处理的准确性和稳定性。
常用的图像预处理方法包括去噪、图像增强、边缘检测等。
3. 特征提取:通过对图像进行特征提取,提取钢丝绳表面的纹理、颜色、形状等特征信息。
常用的特征提取方法包括灰度共生矩阵、小波变换、形态学处理等。
4. 缺陷检测:通过对提取的特征进行分析和处理,检测出钢丝绳表面的缺陷。
可以采用传统的机器学习算法,如支持向量机、随机森林等,也可以借助深度学习算法,如卷积神经网络、循环神经网络等进行缺陷检测。
5. 结果评估:对检测结果进行评估和分析,判断钢丝绳表面的缺陷类型和严重程度。
可以采用准确率、召回率、F1值等指标进行评估,根据评估结果进行进一步的优化和改进。
光学元件表面疵病定量检测方法显微散射暗场成像法标题:深入探讨光学元件表面疵病定量检测方法:显微散射暗场成像法引言:光学元件作为光学系统的核心组成部分,其表面质量对系统性能和成像质量至关重要。
然而,在制造和使用过程中,光学元件表面可能存在各种疵病,如微小划痕、颗粒、气泡等,这些疵病会降低元件的透射率、散射光线以及成像质量。
准确、快速地检测和评估光学元件表面疵病是一项具有重要意义的任务。
本文将深入探讨一种被广泛应用于光学元件表面疵病定量检测的方法:显微散射暗场成像法。
我们将介绍该方法的原理、应用和发展,并对其优点和局限性进行评价,旨在为读者提供全面、深入的理解和灵活运用该方法的能力。
一、原理显微散射暗场成像法是一种通过观察散射光的强度和分布来检测光学元件表面疵病的方法。
其核心原理是通过投射一束准直、单色光源,使光线斜射入待检测的光学元件表面,并利用高分辨率镜头和成像设备捕捉散射光强度的分布。
根据光的散射特性和表面疵病的特征,可以在暗场成像中观察到疵病的形态和分布情况。
通过对散射光的分析和处理,可以定量评估光学元件表面疵病的严重程度。
二、应用显微散射暗场成像法在光学元件表面疵病定量检测中具有广泛的应用。
该方法可以用于研究不同类型的疵病对光学元件性能的影响。
通过定量地分析和比较散射光的强度和分布,可以评估不同疵病的散射特性以及其对光传输的影响。
显微散射暗场成像法可以用于表面疵病的实时监测和评估。
通过与图像处理算法相结合,可以实现对疵病数量、大小和形态的快速检测和测量。
该方法还可以用于光学元件的质量控制和品质检验。
通过与标准比对,可以根据散射光的强度和分布,定量地评估光学元件的表面疵病情况是否符合要求。
三、优点和局限性显微散射暗场成像法作为一种光学元件表面疵病定量检测方法,具有以下优点:非接触性检测使得该方法适用于不同类型和形状的光学元件;高分辨率的成像设备和图像处理算法可以实现对微小疵病的精确定位和定量测量;该方法的检测速度快、操作简便,适用于工业生产中的在线检测和实时监测。
机械加工表面质量管理中的不足及其优化措施【摘要】机械加工表面质量管理一直存在着不足之处,主要体现在工艺控制不够严密、设备精度不够高、操作流程不够优化等方面。
造成这些不足的原因主要包括人为因素、设备问题、工艺参数设置不当等。
针对这些问题,可以通过加强工艺控制、提高设备精度、优化操作流程等优化措施来改善表面质量管理。
加强工艺控制可以确保每一道工序都按照标准进行,提高设备精度可以保证加工出来的零件尺寸精准,优化操作流程可以提高生产效率。
优化表面质量管理可以提高产品质量、降低生产成本,对于企业发展具有重要意义。
展望未来,我们可以进一步研究新的优化措施,提高表面质量管理的水平,推动企业发展。
【关键词】机械加工、表面质量管理、不足、优化措施、工艺控制、设备精度、操作流程、总结、展望未来。
1. 引言1.1 背景介绍机械加工表面质量管理是机械加工过程中的重要环节,直接影响产品的质量和性能。
在当前的工业生产中,机械加工表面质量管理存在着各种不足之处,需要进一步进行优化和改进。
由于加工过程的复杂性和多样性,表面质量管理不仅涉及到加工工艺的选择和控制,还需要考虑设备精度和操作流程等方面的影响。
随着市场需求的不断增长和技术的不断进步,许多企业都在不断提升产品的质量和精度要求。
对于机械加工表面质量管理的重要性也日益凸显。
只有不断改进和优化机械加工表面质量管理,企业才能在竞争激烈的市场中立于不败之地。
本文旨在分析当前机械加工表面质量管理中存在的不足,探讨不足的原因,并提出相应的优化措施,以期为提升产品质量和企业竞争力提供参考和帮助。
1.2 研究目的本研究的目的是探讨机械加工表面质量管理中存在的不足,并提出相应的优化措施,以提高加工表面质量,降低成本。
通过深入研究机械加工表面质量管理存在的问题和原因,我们旨在找到有效的解决方案,从而提高生产效率和产品质量。
通过加强工艺控制、提高设备精度和优化操作流程等措施,我们希望能够为机械加工行业提供可行的改进方案,为企业的可持续发展和竞争力提供支持。
光学测量系统的标定与精度分析1. 背景光学测量技术是一种重要的非接触式测量手段,广泛应用于精密工程、制造业、质量控制等领域光学测量系统通过测量被测物体表面的光学特性来获取其几何信息,具有高精度、高分辨率、快速测量等优点然而,为了确保光学测量结果的准确性和可靠性,必须对光学测量系统进行严格的标定和精度分析本文将介绍光学测量系统的标定方法和精度分析过程2. 光学测量系统的组成及原理光学测量系统主要由光源、光学传感器、光学系统、数据采集与处理系统等组成光学测量原理示意图如下:光源–> 光学系统–> 被测物体–> 光学传感器–> 数据采集与处理系统光学系统将光源发出的光线投射到被测物体表面,物体表面反射的光线进入光学传感器,传感器将光信号转换为电信号,经过数据采集与处理系统处理后,得到被测物体的几何信息3. 光学测量系统的标定光学测量系统的标定是为了确定光学系统的参数,以及消除系统误差,提高测量精度标定过程主要包括以下几个步骤:3.1 选择标定对象标定对象应具有明显的几何特征,如棋盘格、圆点等本文以棋盘格为例进行标定3.2 采集标定图像将被测物体(棋盘格)放置在光学测量系统的测量范围内,调整光学系统,使被测物体在传感器上获得清晰的图像3.3 特征提取与匹配通过图像处理算法,提取标定对象的特征点,如角点、边缘点等然后,利用特征点匹配算法,将不同图像的特征点进行匹配,得到特征点之间的对应关系3.4 参数估计与优化利用对应关系,采用最小二乘法等优化算法,求解光学系统的参数,如内参、外参等同时,通过迭代优化算法,进一步提高参数估计的精度3.5 误差评估与补偿分析标定结果的误差,如镜头畸变、光强不均匀等针对这些误差,采用相应的补偿算法,提高光学测量系统的测量精度4. 光学测量系统的精度分析光学测量系统的精度分析主要涉及以下几个方面:4.1 系统分辨率光学测量系统的分辨率取决于光学传感器的像素尺寸像素尺寸越小,系统的分辨率越高此外,光学系统的光学畸变也会影响系统分辨率4.2 系统误差系统误差主要包括镜头畸变、光强不均匀等通过标定过程,可以消除或减小这些误差此外,光学测量系统的稳定性也是影响精度的关键因素4.3 环境因素光学测量系统的精度受到环境因素的影响,如温度、湿度、振动等在实际测量过程中,应尽量控制环境条件,减小环境因素对测量精度的影响4.4 测量方法与算法光学测量方法与算法的选择也会影响系统的精度针对不同的测量对象和需求,选择合适的测量方法与算法,可以提高光学测量系统的精度5. 总结光学测量系统的标定与精度分析是确保测量结果准确可靠的关键环节通过对光学测量系统的组成、原理、标定方法和精度分析进行详细介绍,有助于深入理解和应用光学测量技术在实际应用中,还需根据具体情况,优化系统参数、改进测量方法,以提高光学测量系统的性能光学测量系统的标定与精度提升1. 背景光学测量技术是一种基于光学原理的非接触式测量方法,被广泛应用于精密工程、制造业、质量控制等领域光学测量系统通过捕捉被测物体表面的光学信息来获取其几何特性,具有高精度、高分辨率、快速测量等优点然而,为了确保光学测量结果的准确性和可靠性,必须对光学测量系统进行严格的标定和精度分析本文将重点讨论光学测量系统的标定方法和精度提升策略2. 光学测量系统的组成及原理光学测量系统主要由光源、光学传感器、光学系统、数据采集与处理系统等组成光学测量原理示意图如下:光源–> 光学系统–> 被测物体–> 光学传感器–> 数据采集与处理系统光学系统将光源发出的光线投射到被测物体表面,物体表面反射的光线进入光学传感器,传感器将光信号转换为电信号,经过数据采集与处理系统处理后,得到被测物体的几何信息3. 光学测量系统的标定光学测量系统的标定是为了确定光学系统的参数,以及消除系统误差,提高测量精度标定过程主要包括以下几个步骤:3.1 选择标定对象标定对象应具有明显的几何特征,如棋盘格、圆点等本文以圆点为例进行标定3.2 采集标定图像将被测物体(圆点)放置在光学测量系统的测量范围内,调整光学系统,使被测物体在传感器上获得清晰的图像3.3 特征提取与匹配通过图像处理算法,提取标定对象的特征点,如圆心、边缘点等然后,利用特征点匹配算法,将不同图像的特征点进行匹配,得到特征点之间的对应关系3.4 参数估计与优化利用对应关系,采用最小二乘法等优化算法,求解光学系统的参数,如内参、外参等同时,通过迭代优化算法,进一步提高参数估计的精度3.5 误差评估与补偿分析标定结果的误差,如镜头畸变、光强不均匀等针对这些误差,采用相应的补偿算法,提高光学测量系统的测量精度4. 光学测量系统的精度提升光学测量系统的精度提升主要涉及以下几个方面:4.1 系统分辨率光学测量系统的分辨率取决于光学传感器的像素尺寸像素尺寸越小,系统的分辨率越高此外,光学系统的光学畸变也会影响系统分辨率4.2 系统误差系统误差主要包括镜头畸变、光强不均匀等通过标定过程,可以消除或减小这些误差此外,光学测量系统的稳定性也是影响精度的关键因素4.3 环境因素光学测量系统的精度受到环境因素的影响,如温度、湿度、振动等在实际测量过程中,应尽量控制环境条件,减小环境因素对测量精度的影响4.4 测量方法与算法光学测量方法与算法的选择也会影响系统的精度针对不同的测量对象和需求,选择合适的测量方法与算法,可以提高光学测量系统的精度4.5 系统优化与调整根据实际测量需求,对光学测量系统进行优化与调整例如,通过调整光源亮度、改变光学系统参数等,使系统在最佳状态下工作,提高测量精度5. 总结光学测量系统的标定与精度提升是确保测量结果准确可靠的关键环节通过对光学测量系统的组成、原理、标定方法和精度提升策略进行详细介绍,有助于深入理解和应用光学测量技术在实际应用中,还需根据具体情况,优化系统参数、改进测量方法,以提高光学测量系统的性能应用场合光学测量系统的应用场合非常广泛,包括但不限于以下几个领域:1. 精密工程在精密工程领域,光学测量系统可用于零件加工、装配过程中的尺寸检测、形状误差测量等例如,在汽车、航空、电子等行业,光学测量系统可以帮助工程师准确地检测零部件的尺寸和形状,确保产品质量和性能2. 制造业在制造业中,光学测量系统可用于生产线的在线检测,实时监控产品尺寸、形状等几何特性,提高产品质量,减少废品率此外,光学测量系统还可以用于成品检验,确保产品符合设计要求3. 质量控制光学测量系统在质量控制领域具有重要作用通过定期对产品进行光学测量,可以及时发现质量问题,采取措施进行改进,保证产品质量4. 科研与教育在科研和教育领域,光学测量系统可用于各种实验和研究项目,如光学、物理、材料科学等同时,光学测量系统也是高校、研究所等教育机构进行实验教学的重要工具5. 医疗与生物工程在医疗和生物工程领域,光学测量系统可用于对人体组织、细胞等微小结构的尺寸、形状等进行精确测量,为疾病诊断、治疗和研究提供有力支持注意事项在使用光学测量系统时,需要注意以下几点:1. 环境条件光学测量系统对环境条件较为敏感,应尽量避免在温度、湿度、灰尘等条件变化较大的环境中使用如无法避免,需对环境进行控制,确保测量过程中环境条件稳定2. 设备维护与校准定期对光学测量系统进行维护和校准,确保设备性能稳定对于光学镜头、传感器等易损部件,需特别注意保护3. 操作规范操作光学测量系统时,应遵循操作规程,避免用力过猛、碰撞等可能导致设备损坏的行为同时,确保操作人员具备相关知识和技能4. 数据处理与分析光学测量系统获取的数据需经过专业软件进行处理和分析在数据处理过程中,应注意检查数据的一致性、有效性,避免因数据问题导致测量结果错误5. 标定与精度分析为确保光学测量系统的测量精度,需定期进行标定和精度分析在标定过程中,注意选择合适的标定对象和方法,确保标定结果的准确性6. 软件选择与更新选择适合光学测量系统的数据处理软件,并根据需要进行更新新版本的软件可能包含更多的功能和改进,有助于提高测量精度和效率7. 安全防护在使用光学测量系统时,应注意安全防护措施,避免激光、高温等对操作人员造成伤害为防止意外情况,可在设备周围设置防护罩、警示标志等8. 培训与交流定期对操作人员进行光学测量技术的培训,提高其技能水平同时,加强与其他领域专家的交流与合作,不断优化光学测量系统的应用光学测量系统在各种应用场合中具有重要作用为确保测量结果的准确性和可靠性,需注意以上几点,并根据实际情况进行调整和改进通过合理的操作和维护,光学测量系统将为各领域的研发和生产提供有力支持。

铸件的表面和内部质量检测方法(图)铸件的检测主要包括尺寸检查、外观和表面的目视检查、化学成分分析和力学性能试验,对于要求比较重要或铸造工艺上容易产生问题的铸件,还需要进行无损检测工作,可用于球墨铸铁件质量检测的无损检测技术包括液体渗透检测、磁粉检测、涡流检测、射线检测、超声检测及振动检测等。
1 铸件表面及近表面缺陷的检测1.1液体渗透检测液体渗透检测用来检查铸件表面上的各种开口缺陷,如表面裂纹、表面针孔等肉眼难以发现的缺陷。
常用的渗透检测是着色检测,它是将具有高渗透能力的有色(一般为红色)液体(渗透剂)浸湿或喷洒在铸件表面上,渗透剂渗入到开口缺陷里面,快速擦去表面渗透液层,再将易干的显示剂(也叫显像剂)喷洒到铸件表面上,待将残留在开口缺陷中的渗透剂吸出来后,显示剂就被染色,从而可以反映出缺陷的形状、大小和分布情况。
需要指出的是,渗透检测的精确度随被检材料表面粗糙度增加而降低,即表面越光检测效果越好,磨床磨光的表面检测精确度最高,甚至可以检测出晶间裂纹。
除着色检测外,荧光渗透检测也是常用的液体渗透检测方法,它需要配置紫外光灯进行照射观察,检测灵敏度比着色检测高。
1.2涡流检测涡流检测适用于检查表面以下一般不大于6~7mm深的缺陷。
涡流检测分放置式线圈法和穿过式线圈法2种。
:当试件被放在通有交变电流的线圈附近时,进入试件的交变磁场可在试件中感生出方向与激励磁场相垂直的、呈涡流状流动的电流(涡流),涡流会产生一与激励磁场方向相反的磁场,使线圈中的原磁场有部分减少,从而引起线圈阻抗的变化。
如果铸件表面存在缺陷,则涡流的电特征会发生畸变,从而检测出缺陷的存在, 涡流检测的主要缺点是不能直观显示探测出的缺陷大小和形状,一般只能确定出缺陷所在表面位置和深度,另外它对工件表面上小的开口缺陷的检出灵敏度不如渗透检测。
1.3磁粉检测磁粉检测适合于检测表面缺陷及表面以下数毫米深的缺陷,它需要直流(或交流)磁化设备和磁粉(或磁悬浮液)才能进行检测操作。
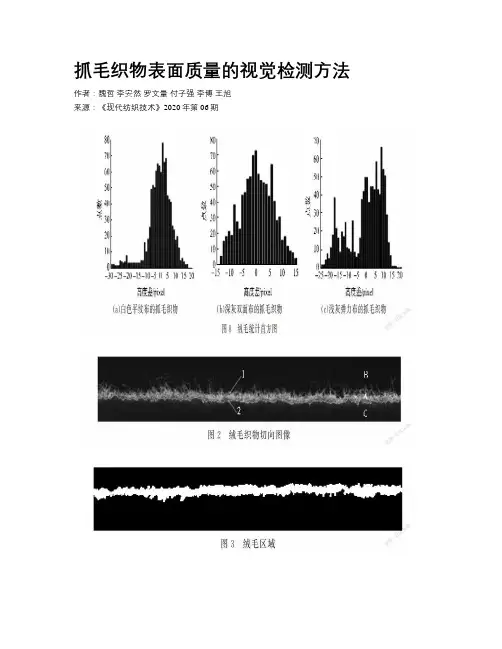
抓毛织物表面质量的视觉检测方法作者:魏哲李安然罗文量付子强李博王旭来源:《现代纺织技术》2020年第06期摘要:针对抓毛织物表面质量的量化检测问题,提出一种基于计算机视觉的抓毛织物表面质量检测方法。
采用切向背光法获取抓毛织物的轮廓图像,根据绒毛区域的灰度直方图特征,对绒毛区域进行分割,再利用形态学算法对绒毛区域内出现的空洞进行填充,从而得到完整的绒毛区域。
通过Freeman编码提取绒毛区域的两侧边缘坐标,利用最小二乘算法拟合绒毛下边缘得到绒毛厚度基准线并建立绒毛厚度模型。
同时采用统计直方图构建绒毛分布状态参数模型。
结果表明:该方法对织物的颜色、底布的纹理不敏感,可以实现对抓毛织物表面质量进行综合量化评定。
关键词:抓毛织物;视觉检测;最小二乘拟合;统计直方图Abstract:Aiming at the problem of quantitative detection of surface quality of fluff fabric, a method based on computer vision for detecting the surface quality of fluff fabric was proposed. The tangential backlight method was used to obtain the contour image of the fluff fabric. According to the gray histogram feature of the fluff region, the fluff region was segmented, and then the morphological algorithm was used to fill the voids in the fluff region. Thus, a complete Fluff area was obtained. The edge coordinates of the two sides of the fluff region were extracted by Freeman coding, and the lower edge of the fluff was fitted by the least squares algorithm to obtain the fluff thickness reference line. As well, the fluff thickness model was established. At the same time, the statistical histogram was adopted to construct the parameter model of fluff distribution state. The experimental results show that the method is not sensitive to the color of the fabric and the texture ofthe base fabric, and the surface quality of the fluff fabric can be comprehensively evaluated by this method.Key words:fluff fabric; visual inspection; least square fitting; statistical histogram抓毛工艺是织物的后整理工序,包裹有针布的辊子在锡林上呈圆周分布,织物紧贴在辊子表面,二者之间产生相对运动,同時辊子既有自转又绕着锡林进行公转,在织物的表面形成柔软、致密的绒毛[1]。
螺纹钢表面质量缺陷及原因分析摘要:在螺纹钢表面质量研究过程中,主要涉及到的内容有性能质量和表面质量两方面内容。
一般来说,如果能够保证产品的成分设计和工艺参数,钢材内部性能便不会受到影响,但随着用户需求的不断变化,人们对钢材表面质量同样提出了新的要求,这也是相关企业后续重点研究的主要内容之一。
本文对螺纹钢表面质量缺陷及原因进行总结,并根据具体问题,论述其解决策略。
关键词:螺纹钢;表面质量;标准Analysis of the quality defects of rebar surface and its causesShiKeKe(Shaanxi Steel Group Hanzhong Iron & STEEL CO., Ltd. ShanxiHanzhong 744200)Abstract:In the process of thread surface quality research, the content mainly involves performance quality and surfacequality.Generally speaking, if the composition design and process parameters of the product can be guaranteed, the internal performance of the steel will not be affected. However, with the continuous change of user demand, people also put forward new requirements on the surface quality of the steel, which is also one of the main contents of the subsequent key research of the relevant enterprises.This paper summarizes the quality defects of rebar surface and discusses the solution strategy according to the specific problems.Key words:thread steel; surface quality; standard引言从最近几年螺纹钢表面质量分析角度来说,主要问题来源于小规格螺纹钢,常见问题有弯曲、重偏不合、内径问题等等。
aoi工艺技术AOI(Automated Optical Inspection,自动光学检测)工艺技术是一种用于检测电子产品表面组装质量的先进技术。
它利用高分辨率摄像机系统和图像处理算法,对电子产品进行自动检测和分析,以提高生产工艺的质量和效率。
AOI工艺技术的主要优势在于提高了电子产品生产线的质量管理能力。
传统上,产品质量检查是依靠人工视觉来完成的,这种方式不仅耗时且精确度有限。
而AOI技术可以实现快速、精确、连续的检测,大幅度提高了生产线的质量控制水平。
在AOI工艺技术中,首先会将待检测的电子产品放置在机器上,并通过传送带传送到检测位置。
然后,机器会利用高分辨率的摄像机系统对产品表面进行扫描,获取产品的图像信息。
接下来,利用图像处理算法对图像进行处理和分析,检测和识别出可能存在的缺陷和故障。
最后,机器会将检测结果与事先设定的标准进行比较,并给出相应的判断和处理建议。
AOI技术的应用领域广泛,可以用于检测各种类型的电子产品,如PCB板、IC芯片、电子元器件等。
它可以检测诸如焊接质量、元器件安装位置、引脚质量、元器件缺失等方面的问题,帮助厂家及时发现并解决生产过程中可能存在的质量问题。
AOI技术的出现使得电子产品的生产质量更加可靠,减少了不合格产品的产生率。
它可以实现快速的检测和分析,减少了传统检查方式的时间成本和人力成本。
同时,由于具备自动化的特点,AOI工艺技术还可以提高生产线的生产效率,减少了人工操作带来的误差和劳动强度。
尽管AOI工艺技术的应用范围广泛,但它也存在一些挑战和限制。
首先,由于电子产品的种类繁多,不同类型的产品可能需要不同的检测算法和设备,这增加了技术的研发和应用难度。
其次,由于电子产品的表面结构复杂且多样化,图像处理算法需要具备高效的特征提取和识别能力,以提高检测的准确性和可靠性。
综上所述,AOI工艺技术是一种先进的电子产品表面组装质量检测技术,它通过高分辨率摄像机系统和图像处理算法实现对电子产品的自动检测和分析。
自动化机械制造系统中的检测技术应用分析随着互联网技术和人工智能的发展,自动化机械制造系统在制造领域中占有越来越大的比例,提高了制造业的效率和质量。
而检测技术则是自动化机械制造系统中不可或缺的一部分,它在制造过程中起到了至关重要的作用。
自动化机械制造系统中的检测技术主要是通过传感器、计算机等设备对制造过程中的产品进行实时监测和检测,及时发现缺陷或异常情况,以便及时调整工艺流程和处理异常产品,保证产品的质量和一致性。
检测技术在自动化机械制造系统中的主要作用有:1、实时监测:利用各种传感器和监测设备对制造过程中的各种数据进行实时监测,及时发现存在的问题。
2、数据处理:检测技术收集的数据需要进行处理,包括数据分析、分类和识别等处理,以便更好地帮助制造过程中的决策。
3、自动调整:自动化机械制造系统中检测技术可以实现自动化调整,及时处理异常,降低人工干预的程度。
4、提高效率:自动化机械制造系统中的检测技术能够降低制造成本,提高制造效率,提高产品质量和稳定性。
1、形位公差检测:形位公差是指零件之间的几何要素之间的位置关系误差距离,关乎到零件的装配和使用。
传统的形位公差检测需要使用昂贵的测量仪器和人工判断,效率低、误差大,而自动化机械制造系统中的检测技术可以实现自动化的形位公差检测,提高测量的准确性和效率。
2、表面质量检测:表面质量是决定产品外观和质量标准的重要因素,传统的表面质量检测需要人工观察和质量判断,效率低、误差大。
而自动化机械制造系统中的表面质量检测技术可以通过激光扫描、光干涉仪等先进装备,实现快速、高效、准确的表面质量检测。
3、无损检测:无损检测是检测材料内部缺陷的一种方法,传统的无损检测需要专业人员和设备进行,费用高、工序复杂。
自动化机械制造系统中可以采用光纤传感技术、激光超声波技术和其他无损检测技术,实现无损检测的自动化和精准化。
4、智能监控:智能监控技术可以自动化地对机器和设备进行故障诊断和监控,随时掌握生产过程中的情况。
基于机器视觉技术的产品表面质量检测系统 王岩松1 章春娥2 (1北京凌云光子集团 北京 100089 2北京交通大学信息科学研究所 北京100044) 摘要:介绍了基于机器视觉技术的表面检测系统的设计方案和系统构成原理,并且针对表面检测系统中广泛应用的高精度定位配准算法以及Blob分析算法从原理上进行了阐述,同时给出了当前通用的表面检测系统的处理单元构成特点。基于本文所介绍的机器视觉技术的表面检测系统已经在工业现场得到了批量推广应用,对于以后开展类似的表面检测系统具有一定的参考价值和指导意义。 关键字:机器视觉 表面检测 斑点分析(Blob分析)
A Surface Inspecting System Based on
Machine Vision Technology Wang Yansong Zhang Chun-e A LUSTER LightTech Group Company,100089 Institute of Information Science, Beijing Jiaotong University, Beijing, 100044
Abstract:An introduction to some general design schemes and constructing principles about surface inspecting system based on machine vision technology. Some algorithms widely used in surface inspecting system such as high resolution Search-alighment algorithm and Blob analysis algorighm are desrcibed in detail theoretically.The constructing way of processing uint in general surface inspecting system is also presented in this paper. Up to now, a great deal of surface inspecting systems based on the technology introduced in this paper have been successfully used in some industrial factory。 KayWords: Machine Vision Surface Inspection Blob Analysis
1.机器视觉及系统 机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品,如CCD、CMOS和光电管等,将被摄取的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,再根据判别的结果控制现场的设备。典型的工业机器视觉应用系统包括如下部分:光源,镜头,CCD照相机,图像处理单元(或图像采集卡),图像处理软件,监视器,通讯/输入输出单元等[1]。 机器视觉是一项综合技术,其中包括数字图像处理技术、机械工程技术、控制技术、光源照明技术,光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。其中图像处理软件中的图像处理算法是整个机器视觉的核心部分。图像处理技术包含数字图像处理学、计算机图形学中的大量内容,涉及图像分割、图像测量、图像融合、图像匹配、模式识别、计算机神经网络等大量前沿技术。图像处理算法选择的合理性、算法的适用性、算法的处理速度和处理精度等均将直接绝对最终机器视觉质量检测系统的检测结果。 本文设计的表面检测系统使用了上述多项机器视觉技术,特别在图像处理方面使用了高精度子像素定位配准、斑点(Blob)分析等算法,对于提高检测准确性以及多种类产品自适应检测起到了决定性作用[2]。 2.表面质量检测系统设计方案与构成
检测目标光路光源吹风展平机构镜头相机图像采集单元图像处理单元计算机执行单元报警单元
显示器监视器
图1 系统组成原理框图 由于表面质量检测系统所涉及到的行业多,每个系统的设计方案都有着自己的特点,从通用型表面质量检测系统设计角度看,系统可由吹风展平机构、照明光源、CCD相机、镜头、机箱、图像采集、图像处理、控制单元、监视单元、执行机构和报警单元等组成,如图1所示。不同的系统在组成上稍有区别。图像照明光源采取了线性光源以产生照明能量集中的、光强分布均匀的一条光带;同时吹风展平机构可以使检测对象运动到CCD扫描线附近时保证不产生任何畸变;当产品高速运动时,CCD线扫描相机通过消杂光光路对当前扫描线进行逐行采集,采集到的数据送入图像采集单元进行存储。在经过图像处理单元进行复杂的表面检测运算后,如果发现表面质量缺陷,则控制报警单元进行声光报警,同时执行单元向生产线发送相应的控制指令将质量次品与好品分仓处理。监视器可以醒目的汇报缺陷产生位置、缺陷面积大小等信息,便于用于可以迅速获取信息。 以印刷行业的产品表面质量检测系统为例,系统包含了图像采集卡、I/O输入输出卡、D/A转换卡,PLC控制系统等部件,以微机系统作为处理和控制的中心单元。这种组成结果可以满足大部分表面检测系统的应用需求。结构组成如图2所示。
运动方向瞬间扫描线
聚光镜
线性光源
线扫描CCD相机
工业控制计算机图像采集卡
I/O输入输出卡
D/A转换卡检测盒印刷质量检测系统
PLC控制系统产品产品
图2 印刷质量检测系统结构示意图 3.高精度定位配准算法 高精度定位配准算法在表面检测系统的机器视觉技术中占有重要的地位,是图像与标准模板进行缺陷检测的必要条件。论文中所设计的高精度定位配准算法将金字塔分层思想和互相关计算想结合,定位配准精度可以达到1/64像素。同时算法采用了MMX方式进行优化,定位时间大大缩短。 该定位配准算法中的金字塔分层思想是:用不同带宽的低通滤波器对原始图像进行低通滤波,得到一组不同“分辨率”的图像;然后从最高级(最粗的“分辨率”)开始,将模板和目标图像进行匹配,将结果作为预测值,对下一级(较高的“分辨率”)的图像进行匹配,在子像素匹配时使用双线性插值算法,最后可以达到要求的定位速度和定位精度。从理论上讲,若每层的收敛范围是m个像素,则第n层的收敛范围可达到m×n个像素。 在图像定位核与图像坐标中心),(00yx选取以后,根据初始定位信息可以计算得到实际图像与模板图像的夹角信息,然后将实际图像根据),(00yx进行旋转,此过程可以利用双线性插值实现。设实际图像上某一点),(yx,经过旋转以后为)','(yx,则
ddyxyyxxyyyxyxxyyxxxsincossin)(cos)('sincossin)(cos)('
000000 (1)
旋转以后两幅图像之间就只存在X方向和Y方向上的偏移差异dx和dy。定位配准算法采用分层逐步匹配方式可以得到最佳的dx和dy。 分层定位配准的过程可以用图3来说明,图3示意了1/4个像素的定位精度,1个像素范围内的搜索定位过程。如图3(a)所示,首次匹配在9个点中找到相关程度最好的点,结果如图3(a)中的黑点。然后将搜索步长与搜索范围缩小一半,进行第二层搜索,此时搜索精度为1/2像素,在15个点中(最多25个点)找到相关程度最好的匹配点,如图3(b)中黑点;接下来在第三层中找到匹配最好的点,判断此时搜索精度为1/4个象素,已经达到要求的匹配精度,则搜索结束,最后定位到的匹配点为图3(c)中的黑点所示
(a)表面层搜索 (b)第二层搜索 (c)第三层搜索 图3 金字塔思想的定位配准算法示意图 经过大量实验数据测试,仅仅对于求定位偏移距离这一项,采用了金字塔分解及网格扩散方式与普通的全遍历方式相比,搜索区域大大减小,并且能够迅速收敛,同时还能够解决图像互相关搜索中存在的错误相关峰。设搜索步长为S,搜索范围为W,找到最佳定位匹配点需要遍历的点数为
SWNSWN22221log*25)1*2()1/*2( (2) 上式中第一式为全遍历公式,第二式为采用金字塔思想所需进行的遍历公式。如果两幅图像之间的搜索范围W为4个像素,定位精度要求为1/4个像素精度,则定位到最佳匹配点所需遍历点数10891N个,而1312N个,可以看到,搜索区域大大减少,而且确定搜索路径所需迭代次数仅为1 log2Sn。 该定位配准算法具有很好的适用性,对于图案中的一些变形和缺损的容忍性较好。可以用于表面检测的下述应用中: 正常图像定位配准 带噪声图像定位配准 带一定旋转的图像定位配准 带一定缩放比例的图像定位配准 对比度不一致的图像定位配准 部分缺损的图像定位配准
4.Blob分析算法
斑点分析算法,也称为Blob分析算法,常用于对目标图像进行图形特征提取和分类。通过在图像中寻找一个或多个相似灰度的“斑点”,并将这些“斑点”按照四邻域或者八邻域方式进行连通分析,就可以形成一个Blob单元。通过对Blob单元进行图形特征分析,可以将单纯的图案灰度信息迅速转化为图案的形状信息,包括图形质心、图形面积、图形周长、图形外接最小矩形以及其他图形信息。Blob分析算法在表面检测中扮演着重要的角色,可以将真实缺陷与虚假缺陷根据图形特征不同进行判别。Blob分析算法也可以用于颗粒计数领域中。 Blob分析算法中最重要的两个步骤是Blob图像分割和Blob特征提取。 4.1 Blob图像分割
Blob分析算法首先包含了“图像分割”步骤,只有对于目标图案的有效分割才能进行后续的相似灰度Blob分析。论文中设计的Blob分析算法在图像分割方面使用了多种方法,可以针对表面检测的各种领域进行灵活应用,包括: 固定阈值分割(Fixed Threshold) 固定阈值分割使用单一阈值将图像分割为Blob对象和图像背景两部分。固定阈值分割对于高对比度以及背景一致性很好的图像具有较好的效果。 可变阈值分割(Adaptive Threshold) 可变阈值分割方法由于采用了一些图像统计方法来预测最佳的分割阈值,因此可以适用于一些对比度和一致性较差的图像,每个像素均对应自己独立的分割阈值。这些统计方法包括:最小均值方式、最大均值方式以及均方差等统计信息等。 经过选择有效的图像分割方式,满足用户检测需求的特征形成了Blob,而其他非检测目标构成了图像背景,在对于Blob进行特征提取后,可以设计对应的过滤器来“筛选”出真实的缺陷Blob。 4.2 Blob特征提取