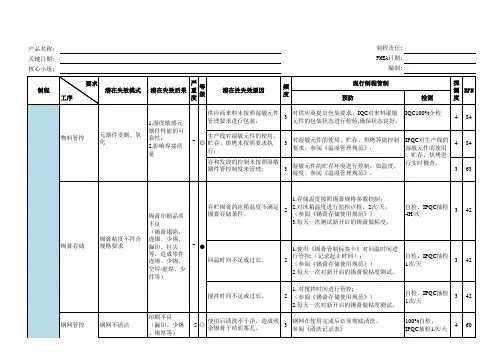
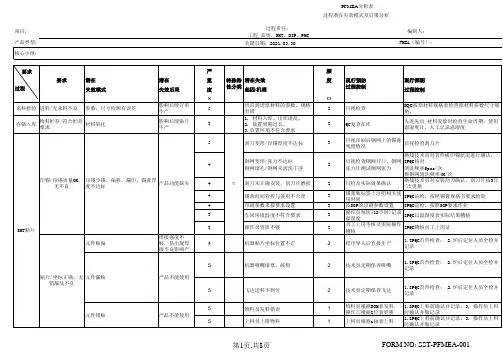
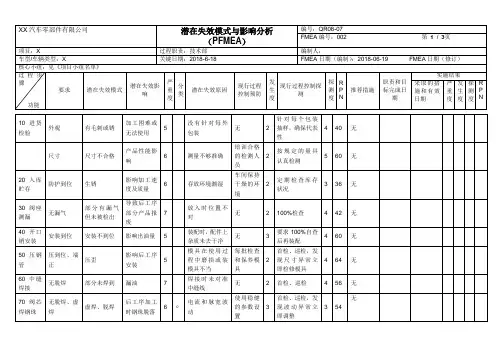
原料进料过程PFMEA分析表
- 格式:xls
- 大小:36.50 KB
- 文档页数:2
项目名称:
XXX
过程责任部门:XXX
关键日期:
核心小組:
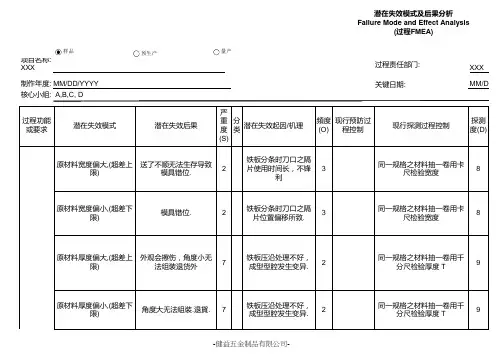
原材料宽度偏大,(超差上
限)送了不顺无法生存导致
模具错位.2
铁板分条时刀口之隔
片使用时间长,不锋
利
3
同一规格之材料抽一卷用卡
尺检验宽度8
原材料宽度偏小,(超差下
限)模具错位.2铁板分条时刀口之隔
片位置偏移所致.3
同一规格之材料抽一卷用卡
尺检验宽度8
原材料厚度偏大,(超差上
限)外观会擦伤,角度小无
法组装退货外7
铁板压沿处理不好,
成型型腔发生变异.2
同一规格之材料抽一卷用千
分尺检验厚度 T9
原材料厚度偏小,(超差下
限)角度大无法組裝.退貨.7铁板压沿处理不好,
成型型腔发生变异.2
同一规格之材料抽一卷用千
分尺检验厚度 T9
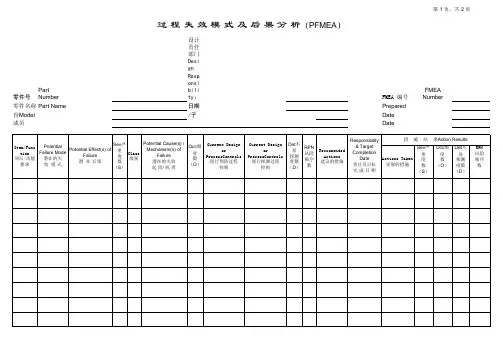
(过程FMEA)
现行预防过
程控制现行探测过程控制
探测
度(D)
潜在失效模式潜在失效后果严
重
度
(S)
分
类潜在失效起因/机理
頻度
(O)
潜在失效模式及后果分析
Failure Mode and Effect Analysis
制作年度: MM/DD/YYYY MM/DD/Y A,B,C, D
过程功能
或要求
样品预生产量产
進料檢
驗
FMEA 编号:
編制者:FMEA 日期:
过程FMEA)
页码: 第 页 共 页
/DD/YYYY
Abc。
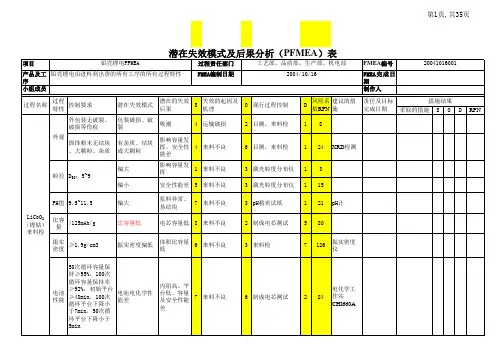
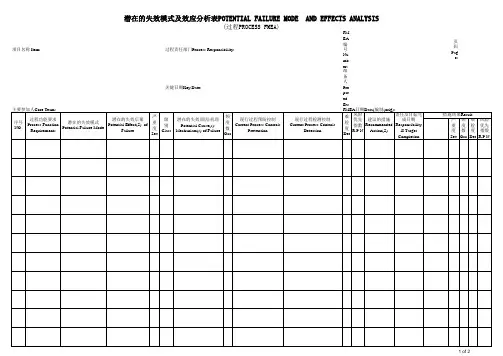
pfmea分析表PFMEA分析表1. 产品或过程名称:2. 产品或过程号码:3. PFMEA 表的版本号:4. 文档所有者:5. 地点:6. 审核的日期:7. 摘要:本 PFMEA 表用于分析可能的失效模式和效应,即失效模式和效应分析(PFMEA)。
该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
该表应在设计,制造或仿真阶段完成。
8. 分析团队:分析团队应包含所有相关的相关人员,并且应包括:- 产品工程师- 质量主管- 制造工艺主管- 安全主管- 故障分析师- 设计负责人- 制造工程师- 客户服务代表9. 步骤:步骤1:识别过程、组件或子组件- 识别过程、组件或子组件,该过程对产品性能,质量和可靠性的影响最大- 如果有多个过程,组件或子组件,请在单独的表中进行分析步骤2:确定失效模式- 对于每个识别的过程、组件或子组件,列出可能的失效模式步骤3:确定失效效应- 确定每种失效模式的影响,包括可能导致的产品或过程故障、风险和/或安全问题步骤4:确定失效严重性(S)- 确定失效对于产品功能和可靠性的影响严重性级别为S步骤5:确定失效发生概率(O)- 确定失效的发生概率级别为O步骤6:确定失效检出度(D)- 确定失效的检出度级别为D步骤7:计算风险优先级数(RPN)- 计算风险优先级数(RPN),即 RPN = S × O × D步骤8:制定预防和纠正措施- 针对高优先级数(RPN)的失效模式制定预防和纠正措施步骤9:跟踪措施有效性- 跟踪预防和纠正措施的实施,以确保其有效性。
10. 列举本文档所涉及简要注释如下:- 失效模式和效应分析(PFMEA):用于确定可能的失效模式和效应并采取纠正措施的过程。
- 风险优先级数(RPN): PFMEA 表中计算风险的指标。
RPN = S × O × D。
11. 列举如下本文档所涉及的法律名词及注释:无总结本文介绍了 PFMEA 分析表,该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
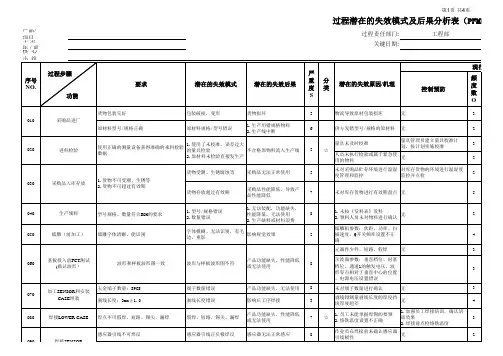
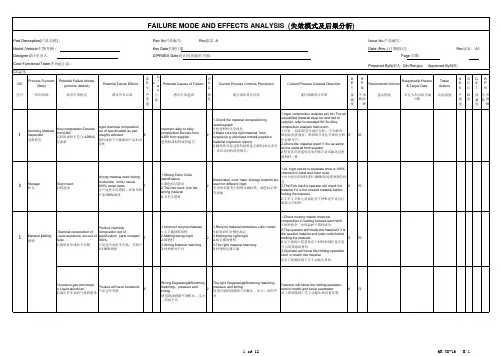
图号:零件名称:
编制人:
关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部
图号:零件名称:
编制人:关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部
图号:零件名称:
编制人:关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部
图号:零件名称:
编制人:关键日期:
核心小组:
编制日期车型年/年辆类型:修订日期:
A
版本:FMEA编号:制程负责部门:工程部R.P.N.值大于36须采取措施降低风险。