碳当量
- 格式:docx
- 大小:26.47 KB
- 文档页数:2
钢的「碳当量」及其计算方法钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
与含碳量的区别碳当量须与含碳量相区分。
碳素钢中决定强度和可焊性的因素主要是含碳量。
钢中含碳量增加,淬硬倾向就增大,塑性则下降,容易产生焊接裂纹。
也就是说,含碳量越高,可焊性越差。
合金钢(主要是低合金钢)中,除碳以外,各种合金元素对钢材的强度与可焊性都起着重要作用,不能简单地以含碳量来作为衡量指标。
为便于表达这些材料的强度性能和焊接性能,通过大量试验数据的统计,简单地以碳当量来表示。
碳当量与含碳量的根本区别在于,碳当量用来评估钢中所有合金元素对钢材焊接性能的影响程度。
标示符号碳当量的英文符号通常写为CEV,即Carbon Equivalent Value的首字母缩写,有时也把V去掉,直接写作CE。
除了CEV之外,实际应用中碰到的碳当量符号还有不少,如CET、Ceq 等。
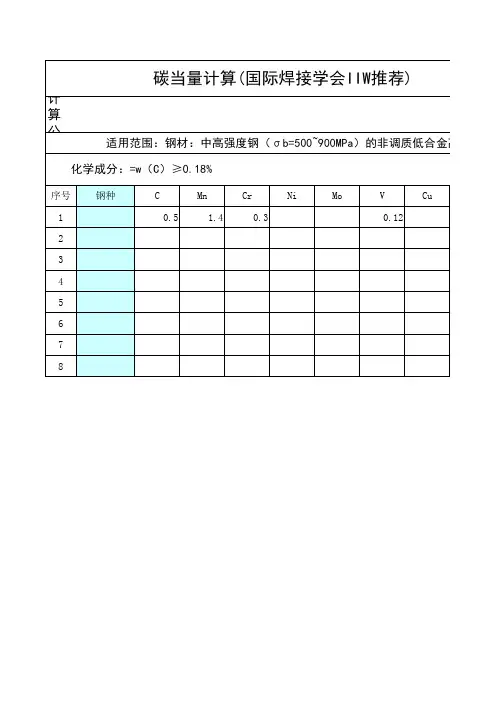
计算方法①国际焊接学会(IIW)推荐的碳当量公式:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15适用于中、高强度的非调质低合金高强度钢(σb=500~900MPa。
当板厚小于20mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
②日本JIS和WES标准规定的碳当量公式:Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14适用于低碳调质的低合金高强度钢(σb=500~1000MPa)。
③冷裂敏感指数Pcm公式:日本伊藤等人进行了大量试验后,提出了冷裂敏感指数(Pcm)的计算公式:Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B该式适用于C=0.07%~0.22%,σb=400~1000MPa的低合金高强度钢。
铸铁碳当量计算公式
铸铁碳当量计算公式是根据铸铁中的碳含量来计算其碳当量的一种方法。
碳当量是指与铁原子在化学反应中具有相同的化学当量的碳的质量。
在铸铁中,碳可以以两种形式存在:自由碳和化合碳。
自由碳是以图形形式存在的碳,多为石墨。
化合碳是与铁原子结合形成化合物的碳,常见的化合碳有莫氏体和奥氏体。
铸铁碳当量的计算公式是:
碳当量 = 自由碳 + 化合碳
自由碳可通过石墨形态的碳含量或者直接测定得到。
然而,化合碳却很难直接测定。
因此,一般采用碳临界温度方法来确定化合碳的含量。
碳临界温度指的是高碳铸铁加热至一定温度时,石墨形态的碳完全转变为球墨铸铁。
在该温度下,碳含量的一部分会以球墨铸铁的形式存在,称为有效碳。
有效碳通过化学分析可以得到。
因此,铸铁碳当量计算公式可以进一步简化为:
碳当量 = 自由碳 + 有效碳
其中,自由碳和有效碳的含量可以通过化学分析仪器如显微镜、测碳仪等来测定。
在实际应用中,测定铸铁的碳含量和计算碳当量非常重要。
铸铁的碳当量直接影响其力学性能、磨损性能等。
通过计算碳当量,可以预测铸铁的性能和确定合适的热处理参数。
总之,铸铁碳当量的计算公式是根据铸铁中的碳含量来计算其碳当量的方式。
通过测定自由碳和有效碳的含量,可以得到铸铁的碳当量,进而研究铸铁的性能和确定热处理方案。
焊接碳当量(Welding Carbon Equivalent)是用于评估焊接接头中的合金元素含量对焊接性能的影响的一个指标。
它主要用于预测焊接接头的冷裂纹倾向性。
焊接碳当量的计算公式可以根据具体的焊接标准和材料而有所不同,常见的计算公式包括以下两种:
1.简化碳当量公式(CEV):
CEV = C + (Mn/6) + (Cr+Mo+V)/5 + (Ni+Cu)/15
其中,C、Mn、Cr、Mo、V、Ni和Cu分别表示焊接材料中的碳、锰、铬、钼、钒、镍和铜的质量百分比。
CEV值越高,焊接接头的冷裂纹倾向性越大。
2.Ito-Bessyo碳当量公式(Pcm):
Pcm = C + Si/30 + (Mn+Cu+Cr)/20 + (Ni+Mo)/60 + V/100
其中,C、Si、Mn、Cu、Cr、Ni、Mo和V分别表示焊接材料中的碳、硅、锰、铜、铬、镍、钼和钒的质量百分比。
Pcm值越高,焊接接头的冷裂纹倾向性越大。
需要注意的是,不同的焊接材料和标准可能会采用不同的碳当量公式或修正因子。
此外,碳当量只是预测焊接接头的冷裂纹倾向性的指标之一,实际焊接性能还受到其他因素的影响,如焊接工艺、残余应力等。
对于具体的焊接项目,建议参考相关的焊接标准或咨询专业的焊接工程师以获取准确的焊接碳当量计算方法和评估指导。
碳当量⽣产球墨铸铁⽤到的经验公式球墨铸铁中⽯墨成球后是能够引起铸件体积膨胀的,通常⽯墨球引起的体积膨胀量是:每析出 1%的碳,铸件体积约增加 2%,⽽析出的碳量由公式 C ⽯墨=C 总-C 奥⽒体给出,总含碳量⾼,析出的⽯墨就多,因此,通过提⾼碳含量利⽤其⽯墨化时析出碳形成⽯墨球的体积膨胀来解决铸件的缩松若同时提⾼硅含量则可能引起球铁的⽯墨漂浮缺陷;和绝⼤多数物质⼀样,球墨铸铁也遵循热胀冷缩特性;球铁的液态收缩约为 1%/100℃,凝固收缩⼀般为 3%;⑴所以,铁⽔温度越⾼时铸件的收缩越⼤、⼤型铸件其收缩也⼤,因此,⽣产上只是熔炼时要求⾼温以便把铁⽔中的杂质和所含废⽓尽可能排净,⽽铁⽔浇注到铸型时不⼀定要太⾼的⾼温,能保持好的流动性和充型性,不产⽣冷隔、冷夹就⾏; 1.4.2 碳当量计算公式和碳、硅、锰三元素的调节:CE=C%+1/3Si%+1/5Mn%,因此可以看出碳、硅、锰三元素增加都能提⾼碳当量,但各⾃对碳当量的影响是不⼀样的,⽽这三元素对铸铁组织的影响也是有很⼤区别的,也就是说“C、Si、 Mn”三元素各⾃对产品的性能影响是不⼀样的。
⽣产上⼀定要根据产品要求的组织性能来做调整:硅——具有强烈的⽯墨化倾向,是能促进铁素体化的元素,硅⾼⽯墨球数量多,铁素体含量增加,铸件的延伸率增加,但当硅量超过 3.4%后,厚⼤铸件容易发⽣“冷脆” ,铸件的低温冲击性能变差,要求在低温环境下⼯作的铸件其含硅量不宜超过2.5%;锰——在球墨铸铁中能中和硫,增强镁的球化作⽤,是促进珠光体形成的元素,能提⾼铸件的珠光体量、增加强度、增加硬度,但锰的最⼤问题是容易在晶界组织中形成偏析,显著降低铸件韧性、降低延伸率,使产品的综合性能变差;所以,⽣产厚⼤铸件时特别要考虑硅、锰含量对产品的影响。
⼀般情况下控制锰的含量后铸件的综合性能能得到较好的控制,即使是⾼牌号的珠光体类球铁把锰量控制在 0.6%以下也是有好处的⑵。
⼆、⼏种典型的球墨铸铁⽣产实例 1、铸态⾼韧性铁素体球铁的⽣产 2.1.1 潮模砂⽣产纺机铸件,铸件壁厚 3-8 ㎜化学成分:Cw3.65%~3.8%、Siw2.6%~2.8%、Mnw≤0.4%、Pw≤0.07%、Sw≤ 0.02%;砂型含⽔量 5-6%、湿压强度0.07MPa、表⾯硬度≥85 普通 148 造型机造型;铁⽔由 5 吨/⼩时冲天炉熔炼,出⽔温度 1450-1480℃,浇注温度≥1380℃,⽤ 1.5%的 7-8ReMg 球化剂球化处理。
碳当量计算公式碳素钢中决定强度和可焊性的因素主要是含碳量。
合⾦钢(主要是低合⾦钢)除碳以外各种合⾦元素对钢材的强度与可焊性也起着重要作⽤。
为便于表达这些资料的强度功能和焊接功能便通过⼤量试验数据的统计简略地以碳当量来表⽰。
有许多碳当量指标,如拉伸强度碳当量、屈服强度碳当量、焊接碳当量,还有裂纹敏感性指标(实质上也是碳当量)。
每⼀种元素的碳当量以1/X 表⽰,X⼀般为正整数,由统计数据决定。
若⼲元素的碳当量核算之和即各个1/X值之和。
同⼀元素在不同的碳当量核算法中其X值不同。
不同研究者得到的X值也不相同。
碳钢及合⾦结构钢的碳当量经验公式C当量=[C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]*100%式中:C、Mn、Cr、Mo、V、Ni、Cu为钢中该元素含量碳当量Ceq(百分⽐)值可按以下公式核算:Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15(碳当量Ceq的允许偏差为+0.03%)国际焊接学会(IIW)的碳当量CE公式CE= [W(c) +W(Mn)/6+[W(Cr)+W(Mo)+W(V) ]/5+[W(Ni)+W(Cu)]/15焊接性的Ce(碳当量)评价CE≤0.4%焊接性好;当CE=0.4~0.6%焊接性稍差,焊前需恰当预热;当CE≥0.6%焊接性较差,属难焊资料,需选⽤较⾼的预热温度和严格的⼯艺⽅法;钢材中氧、氢、氮、硫、磷属有害元素,相同影响焊接功能;铸铁碳当量核算公式CE=[C+0.3(Si+P)+0.4S-0.03Mn]%⼀般铸铁中S很低,⽽Mn的影响⼜较⼩,因此常简化为:CE=[C+0.3(Si+P)]%。
a516 70n 碳当量
A516是一种常见的碳素钢材料,通常用于制造压力容器和锅炉。
它的70N表示它的最小屈服强度为70 ksi(千磅每平方英寸)。
而
碳当量是用来衡量钢中碳含量对其焊接性能的影响的一个参数。
碳
当量通常用以下公式计算,碳当量=碳含量+(硅含量/3)+(磷含量
/3)+(铬含量/5)+(镍含量/15)+(铜含量/15)。
对于A516
70N钢材,具体的碳含量、硅含量、磷含量、铬含量、镍含量和铜
含量将影响其碳当量的数值。
碳当量的大小将影响钢材的焊接性能,一般来说,碳当量越低,焊接性能越好。
因此,在实际应用中,需
要根据具体的化学成分来计算A516 70N钢材的碳当量,并结合焊接
工艺要求来进行评估和选择。
ceq 碳当量算法 cet 碳当量算法(C a r b o n E q u i v a l e n t,C E T)是一种计算方法,用于比较不同材料中的碳含量和其他影响气候变化的气体排放之间的等效性。
该算法是在工程和材料科学领域中广泛使用的一种工具,有助于评估材料的环境影响和选择更可持续的材料。
首先,我们需要了解碳当量的概念。
碳当量是一种指标,用来表示化学反应中产生的温室气体排放的总量。
它会将不同温室气体的排放转换为等效的二氧化碳排放,以便进行比较。
碳当量算法的核心原理是将不同气体的温室效应转换为等效的二氧化碳排放量。
这是通过将不同气体的排放量乘以其相应的温室效应系数(G l o b a l W a r m i n g P o t e n t i a l,G W P)来实现的。
温室效应系数是一个相对于二氧化碳的单位,用于表示不同气体对增加地球大气温度的贡献程度。
在实际的应用中,碳当量算法需要考虑多种气体的排放,并将它们加权平均转换为等效的二氧化碳排放。
常见的温室气体包括二氧化碳(C O2)、甲烷(C H4)和氧化亚氮(N2O)。
下面是碳当量算法的具体步骤:步骤一:确定需要计算的材料或产品的每种气体排放量。
这可能需要收集相关数据,包括原材料的生产和加工过程中产生的排放。
步骤二:获得每种气体的对应温室效应系数。
这些系数可以通过国际组织(如联合国政府间气候变化专门委员会)提供的数据表来获取。
步骤三:将每种气体的排放量与其对应的温室效应系数相乘,得到该气体的碳当量。
步骤四:将每种气体的碳当量相加,得到整体的碳当量。
步骤五:将整体的碳当量转换为等效的二氧化碳排放量。
这可以通过将碳当量除以二氧化碳的温室效应系数(一般为1)来实现。
通过以上步骤,我们可以得出不同材料或产品间的碳当量比较结果。
这个结果可以帮助我们评估材料的气候变化潜力,选择更可持续的材料。
碳当量算法的应用范围广泛,包括建筑材料、交通工具和工业生产中的材料选择等方面。
CE 碳当量什么是碳当量?碳当量(Carbon Equivalent,CE)是用于衡量钢材中含有的合金元素对钢材焊接性能的影响程度的一个指标。
它可以用于评估钢材的焊接性能以及可能产生焊接缺陷的风险。
碳当量的计算方法碳当量的计算方法根据不同的标准和钢材成分略有差异,但通常采用以下公式:CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15其中,C、Mn、Cr、Mo、V、Ni和Cu分别表示钢材中的碳、锰、铬、钼、钒、镍和铜的含量。
碳当量与焊接性能的关系碳当量与钢材的焊接性能有密切的关系。
较高的碳当量意味着钢材中含有较多的合金元素,这些元素在焊接过程中容易引起焊接缺陷,如裂纹、气孔和冷裂纹等。
因此,碳当量较高的钢材在焊接过程中需要更加谨慎地控制焊接参数和焊接工艺,以降低焊接缺陷的风险。
碳当量的应用领域碳当量的概念主要应用于钢铁行业,特别是焊接领域。
通过计算钢材的碳当量,可以评估其焊接性能,选择合适的焊接工艺和焊接材料,以确保焊接接头的质量和可靠性。
碳当量还可以用于确定钢材的热处理工艺和冷却速度,以避免产生不良的组织和性能。
碳当量的影响因素碳当量的大小受到钢材中各种合金元素含量的影响。
较高的碳含量会增加碳当量,而合金元素如锰、铬、钼、钒、镍和铜等的含量也会对碳当量产生影响。
不同的合金元素对碳当量的影响程度不同,因此在计算碳当量时需要根据各个元素的权重进行加权计算。
如何控制碳当量钢材的碳当量可以通过调整合金元素的含量来控制。
一般来说,降低碳含量和合金元素含量可以降低钢材的碳当量。
在钢铁生产过程中,可以通过调整原料的成分、采用不同的合金添加剂以及进行精确的配料控制来控制碳当量。
此外,焊接过程中的预热、焊接工艺和焊接参数的选择也可以对碳当量产生一定的影响。
碳当量的重要性碳当量是评估钢材焊接性能的重要指标之一。
合适的碳当量可以确保焊接接头的质量和可靠性,避免焊接缺陷的出现。
在某些特殊的应用领域,如航空航天、核能和石油化工等,焊接接头的质量要求更高,对碳当量的控制更为严格。
碳当量允许偏差1. 碳当量的概念和意义碳当量是指将不同的温室气体排放转化为二氧化碳当量的量度单位。
各种温室气体对全球变暖的影响程度不同,因此通过将其转化为二氧化碳当量,可以统一衡量不同温室气体的排放对气候变化的贡献。
碳当量的概念和计算方法在应对气候变化和实施碳排放减少机制中扮演着重要角色。
通过统一的碳当量计量单位,可以更准确地评估不同行业、地区和国家的碳排放情况,为制定减排政策和措施提供科学依据。
2. 碳当量允许偏差的意义和原因碳当量允许偏差是指在实施碳排放减少机制过程中,对于某些特定情况下的碳排放允许有一定的偏差或波动。
这一做法的目的是为了在实践中更好地平衡经济发展和环境保护之间的关系。
碳当量允许偏差的意义主要体现在以下几个方面:2.1 促进经济发展在一些发展中国家或地区,经济发展仍然是首要任务。
这些地区可能面临着能源需求增长、工业扩张等挑战,碳排放减少的压力较大。
如果对于这些地区过于严格要求碳排放减少,可能会对经济发展造成不利影响。
因此,适当的碳当量允许偏差可以为这些地区提供一定的发展空间,促进经济的可持续增长。
2.2 保障能源供应安全某些地区可能依赖于高碳能源,如煤炭等,以满足能源需求。
在能源结构转型的过程中,由于替代能源的开发和利用还需要时间,对这些地区过于严格的碳排放减少要求可能导致能源供应不稳定,甚至影响到居民的生活和工业生产。
因此,适当的碳当量允许偏差可以在一定程度上保障能源供应安全。
2.3 促进国际合作碳排放减少是全球性的挑战,需要各国共同努力。
然而,不同国家的经济发展水平、产业结构和能源利用方式存在差异,对碳排放减少的承受能力也不同。
对于一些发展中国家来说,过于严格的碳排放减少要求可能难以承受。
因此,合理的碳当量允许偏差可以在国际合作中起到平衡各国利益的作用,促进共同应对气候变化的合作。
3. 碳当量允许偏差的管理和控制碳当量允许偏差的管理和控制需要建立科学、公正和透明的机制,以确保其在实践中的有效性和可持续性。
碳当量的作用碳当量是指物质中所含的碳元素的质量与其摩尔质量之间的比值。
在化学和环境科学中,碳当量是一个重要的概念,它在许多方面起着关键的作用。
本文将从几个方面介绍碳当量的作用。
1. 碳当量与化学反应碳当量在化学反应中起着重要的作用。
在有机化学中,很多反应都是以碳元素为中心进行的。
通过计算物质的碳当量,可以确定反应中所需的物质的量。
例如,在燃烧反应中,根据反应物的碳当量可以确定所需的氧气量。
碳当量还可以用来计算反应产物的量,从而帮助我们预测反应的结果。
2. 碳当量与环境影响碳当量还可以用来评估物质对环境的影响。
在环境科学中,我们常常关注物质的碳排放量,即物质在燃烧过程中释放的二氧化碳的量。
通过计算物质的碳当量,可以估算其燃烧所产生的二氧化碳的量。
这对于评估物质的环境友好性和碳足迹非常重要。
通过降低物质的碳当量,我们可以减少碳排放,从而减缓全球变暖的速度。
3. 碳当量与能源利用碳当量也在能源利用中起着重要的作用。
在能源领域,我们常常关注物质的能量含量,即物质在燃烧过程中释放的能量。
通过计算物质的碳当量,可以估算其能量含量。
这对于选择合适的能源供应和优化能源利用非常重要。
通过选择碳当量较低的能源,我们可以提高能源利用效率,减少能源消耗。
4. 碳当量与化学计量碳当量在化学计量中也起着重要的作用。
在化学实验中,我们常常需要根据反应方程式计算反应物和产物的量。
通过计算物质的碳当量,可以确定反应物和产物的摩尔比。
这有助于我们准确配制实验溶液,控制反应条件,确保实验结果的准确性。
5. 碳当量与物质性质碳当量还可以反映物质的性质和结构。
在有机化学中,物质的碳当量与其分子中碳的数量和排列方式有关。
通过比较不同物质的碳当量,可以了解它们的结构和性质的差异。
碳当量还可以用来预测物质的化学性质和反应活性,为有机合成和药物设计提供指导。
碳当量在化学和环境科学中具有重要的作用。
它在化学反应、环境影响、能源利用、化学计量和物质性质等方面都发挥着关键的作用。
碳当量检测碳当量检测是一种常见的环境监测方法,用于评估大气中各种温室气体对全球气候变化的贡献程度。
本文将从碳当量检测的原理、应用领域以及检测方法等方面进行阐述。
我们来了解一下碳当量检测的原理。
碳当量是一种将不同温室气体的贡献转化为二氧化碳当量的计量单位。
温室气体包括二氧化碳、甲烷、氧化亚氮等,它们对全球气候变化的贡献程度不同。
通过将不同温室气体的排放量乘以其对全球气候变化的影响因子,可以得到它们的碳当量。
碳当量检测的目的就是准确测量不同温室气体的碳当量,从而评估其对全球气候变化的贡献。
碳当量检测在许多领域都有重要的应用价值。
首先,它在环境保护领域起到了重要的作用。
通过测量不同温室气体的碳当量,可以评估各种人类活动对全球气候变化的影响,从而制定相应的环境保护政策。
其次,碳当量检测在能源行业也有广泛的应用。
通过准确测量能源生产和消费过程中产生的温室气体排放量的碳当量,可以评估能源行业的碳排放水平,进而推动能源结构的调整和能源消费的节约。
那么,碳当量检测的具体方法有哪些呢?目前常用的方法包括测量和计算两种。
测量方法主要是通过使用气体分析仪器,直接测量空气中各种温室气体的浓度,然后根据浓度和排放源的相关数据,计算出温室气体的碳当量。
计算方法则是通过收集各种温室气体的排放数据,结合其对全球气候变化的影响因子,计算得出温室气体的碳当量。
这些方法各有优缺点,根据具体应用的需求选择合适的方法进行碳当量检测。
碳当量检测的结果对于环境保护和气候变化研究具有重要意义。
根据碳当量检测的结果,可以评估不同温室气体的排放量和贡献程度,从而制定合理的减排措施,降低温室气体的排放量,减缓全球气候变化的速度。
同时,碳当量检测也可以帮助我们了解不同温室气体的来源和分布规律,为科学研究提供重要的数据支持。
碳当量检测是一种重要的环境监测方法,通过测量和计算不同温室气体的碳当量,可以评估其对全球气候变化的贡献程度。
碳当量检测在环境保护和气候变化研究中具有重要的应用价值。
碳当量与缩松的关系
碳当量是指钢中碳元素的含量与合金元素硅、锰、铬、钼、钒、镍等元素的等效含量的比值,用来表示钢的化学成分对碳化物形成的倾向。
而缩松则是钢铁冶炼中的一种缺陷,指在钢坯或钢铁铸件的表面或内部形成的小孔、凹坑或气孔。
碳当量与缩松之间的关系主要体现在碳元素的含量对缩松的形成有直接影响,一般来说,碳含量越高,形成碳化物的倾向就越大,从而导致缩松的发生。
而合金元素的加入可以降低碳当量,减少碳化物的形成,从而降低缩松的发生风险。
具体来说,碳元素的含量对缩松的影响可以总结如下:
1.碳含量过高:如果钢中碳含量过高,容易形成大量的碳化物,增加了缩松的发生风险。
2.碳含量适中:适中的碳含量可以保证钢中的碳元素与合金元素之间的平衡,减少碳化物的形成,降低了缩松的发生率。
3.碳含量过低:如果碳含量过低,会导致钢的强度和硬度下降,易于产生焊接裂纹和气孔等缺陷,进而增加了缩松的风险。
因此,通过合理控制钢中碳含量,尤其是通过合金元素的加入来调节碳当量,可以有效降低缩松的发生率,提高钢铁产品的质量和性能。
同时,合理的熔炼工艺和浇注工艺也是减少缩松的关键。
碳当量
碳当量:碳和硅是铸铁的主要组成元素,又都是强烈促进石墨化的元素,一般情况下碳和硅含量越高,越有利于石墨化。
为了简化和避免使用多元合金相图,可以将碳、硅等元素,按照其影响石墨化的程度,以一定的比例近似换算成相应的碳含量,这就是碳当量。
钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。
通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
50年代初,当时钢的强化主要采用碳锰,在预测钢的焊接性时,应用较广泛的碳当量公式主要有国际焊接学会(IIW)所推荐的公式和日本JIS标准规定的公式。
60年代以后,人们为改进钢的性能和焊接性,大力发展了低碳微量多合金之类的低合金高强度钢,同时又提出了许多新的碳当量计算公式。
由于各国所采用的试验方法和钢材的合金体系不尽相同,所以应搞清楚各国所使用的碳当量公式的来源、用途及应用范围等,以免应用不当。
1 国际焊接学会推荐的08韩国饰品加盟碳当量公式CE(IIW):
CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%) (1)
(式中的元素符号均表示该元素的质量分数,下同。
)
该式主要适用于中、高强度的非调质低合金高强度钢(σb=500~900 MPa。
当板厚小于20 mm,CE(IIW)<0.40%时,钢材淬硬倾向不大,焊接性良好,不需预热;CE(IIW)=0.40%~0.60%,特别当大于0.5%时,钢材易于淬硬,焊接前需预热。
2 日本推荐的碳当量公式
2.1 日本JIS和WES标准规定的碳当量公式:
Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14(%) (2)
该式主要适用于低碳调质的低合金高强度钢(σb=500~1000 MPa)。
当板厚小于25 mm,手工焊线能量为17 kJ/cm时,确定的预热温度大致如下:
钢材σb=500 MPa, Ceq(JIS)≈0.46%,不预热
σb=600 MPa, Ceq(JIS)≈0.52%,预热75 ℃
σb=700 MPa, Ceq(JIS)≈0.52%,预热100 ℃
σb=800 MPa, Ceq(JIS)≈0.62%,预热150 ℃
(1)、(2)式均适用于含碳量偏高的钢种(C≥0.18%),即C≤0.20%;Si≤0.55%;Mn≤1.5%;Cu≤0.50%;Ni≤2.5%;Cr≤1.25%;Mo≤0.70%;V≤0.1%;B≤0 .006%。
2.2 Pcm公式
日本伊藤等人进行了大量试验后,提出了冷裂敏感指数(Pcm)的计算公式:
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (%) (3)
该式适用于C=0.07%~0.22%,σb=400~1000 MPa的低合金高强度钢。
适用化学成分范围:C 0.07%~0.22%;Si 0~0.60%;Mn 0.40%~1.40%;Cu 0~0.50%;Ni 0~1.20%;Cr 0~1.20%;Mo 0~0.70%;V 0~0.12%;Nb 0~0.04%;Ti 0~0.05%;B 0~0.005%。
伊藤等又根据Pcm、板厚h或拘束度(R),建立了冷裂敏感性(Pw)、冷裂敏感指数(Pcm)及防止冷裂所需要的预热温度的计算公式:
Pw=Pcm+[H]/60+h/600 (3-1)
或Pw=Pcm+[H]/60+R/40000 (3-2)
式中,[H]熔敷金属中扩散氢含量(ml/100g,甘油法)
R接缝拉伸拘束度(kg/mm.mm)
h板厚(mm)
Pcm冷裂敏感指数
当Pw>0时,即有产生裂纹的可能性。
利用(3-1)、(3-2)两公式可以计算出无裂纹焊缝所需预热温度:
T0=1440Pw-392 (℃)
(3-1)、(3-2)两式适用条件:扩散氢含量[H]为1.0~5.0 ml/100g;板厚为19~50 mm;线能量为17~30 kJ/cm;化学成分范围同(3)式。
(3-1)、(3-2)两式不仅考虑了钢中化学成分的影响,还考虑到钢板厚度或拘束度,以及熔敷金属中含氢量,利用这两式可以计算出防止冷裂纹所需的预热温度。
3.3 新日铁的碳当量公式
日本新日铁公司近年来为适应工程需要提出的新的碳当量公式:CE=C+A(C)
{Si/24+Mn/16+Cu/15+Ni/20+(Cr+Mo+V+Nb)/5+5B}(%) (4)
该CE公式是新日铁公司近年提出的,适用于w(C)为0.034%~0.254%的钢种,是目前应用较广、精度较高的碳当量公式。
式中,A(C)碳的适用系数
A(C)=0.75+0.25tgh[20(C-0.12)]。