活塞杆工艺路线
- 格式:doc
- 大小:84.61 KB
- 文档页数:3
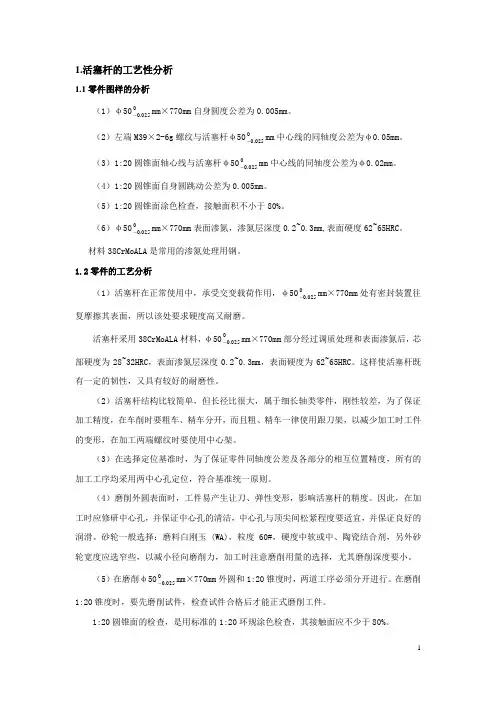
1.活塞杆的工艺性分析1.1零件图样的分析mm×770mm自身圆度公差为0.005mm。
(1)φ500-025.0mm中心线的同轴度公差为φ0.05mm。
(2)左端M39×2-6g螺纹与活塞杆φ500.0025-mm中心线的同轴度公差为φ0.02mm。
(3)1:20圆锥面轴心线与活塞杆φ500-.0025(4)1:20圆锥面自身圆跳动公差为0.005mm。
(5)1:20圆锥面涂色检查,接触面积不小于80%。
mm×770mm表面渗氮,渗氮层深度0.2~0.3mm,表面硬度62~65HRC。
(6)φ500-025.0材料38CrMoALA是常用的渗氮处理用钢。
1.2零件的工艺分析(1)活塞杆在正常使用中,承受交变载荷作用,φ500mm×770mm处有密封装置往-025.0复摩擦其表面,所以该处要求硬度高又耐磨。
mm×770mm部分经过调质处理和表面渗氮后,芯活塞杆采用38CrMoALA材料,φ500-.0025部硬度为28~32HRC,表面渗氮层深度0.2~0.3mm,表面硬度为62~65HRC。
这样使活塞杆既有一定的韧性,又具有较好的耐磨性。
(2)活塞杆结构比较简单,但长径比很大,属于细长轴类零件,刚性较差,为了保证加工精度,在车削时要粗车、精车分开,而且粗、精车一律使用跟刀架,以减少加工时工件的变形,在加工两端螺纹时要使用中心架。
(3)在选择定位基准时,为了保证零件同轴度公差及各部分的相互位置精度,所有的加工工序均采用两中心孔定位,符合基准统一原则。
(4)磨削外圆表面时,工件易产生让刀、弹性变形,影响活塞杆的精度。
因此,在加工时应修研中心孔,并保证中心孔的清洁,中心孔与顶尖间松紧程度要适宜,并保证良好的润滑。
砂轮一般选择:磨料白刚玉 (WA),粒度60#,硬度中软或中、陶瓷结合剂,另外砂轮宽度应选窄些,以减小径向磨削力,加工时注意磨削用量的选择,尤其磨削深度要小。
深孔加工技术研究综述熊艳伦;汤佳骏;刘炜【摘要】In the machining process, the deep hole is one of the construction that is most difficult to process. Deep hole machiningmakes a very high demand of the machiningequipments.Therefore, the studies ofits pro-cessing method is necessary.In this paper, the concept, features, technology, processes and applications of deep hole machining were introduced, and finally the development trend of deep hole machiningis analysed.%机械加工过程中,深孔是加工难度最高的工序之一。
深孔的加工对加工设备提出了很高的要求,因此研究其加工方法十分必要。
本文对深孔加工的概念、特点、技术及工艺和应用等方面进行了介绍,并分析了深孔加工的发展趋势。
【期刊名称】《现代农业装备》【年(卷),期】2016(000)003【总页数】6页(P24-28,34)【关键词】深孔加工;制造技术;工艺【作者】熊艳伦;汤佳骏;刘炜【作者单位】广州市蕴泰精密机械有限公司,广州 510530;广州市蕴泰精密机械有限公司,广州 510530;广州市蕴泰精密机械有限公司,广州 510530【正文语种】中文机械加工中的深孔,一般指零件内孔的长度与直径之比大于5的孔,其几何特征决定了它是机械加工中难度最高的加工过程之一。
深孔加工对刀具提出了很高的要求,一般刀具很难同时保证孔的长度和精度要求。
另外,近年来难加工材料(例如高强度合金材料)的运用给深孔加工提出了更高的要求。
摘要本文从零件的分析,工艺规格设计,及加工过程中专用夹具的设计三个方面,阐述了活塞杆的工艺制造的全过程,尤其在工艺规程设计中,我们运用已掌握的机械制造理论及计算公式,确定了毛坯的制造形式,选择了基面,制定了工艺路线,确定了机械加工余量、工序尺寸和毛坯尺寸,最后确定了切削用量及基本工时。
在实际生产中,由于零件的结构形状、几何精度、技术条件和生产批量等要求不同,一个零件往往要经过一定的加工过程才能将其由图样变成成品零件。
因此,机械加工工艺人员必须从工厂现有的生产条件和零件的生产批量出发,根据具体情况,在保证加工质量、提高生产效率和降低生产成本的前提下,对零件上的各加工表面选择适宜的加工方法,合理地安排加工顺序,科学地拟定加工工艺过程,才能获得合格的机械零件。
通过这次毕业设计,使我们初步尝试了零件制造工艺设计的全过程,为我们以后走上工作岗位打下了一个很好基础。
关键词:活塞杆,工艺路线,加工余量,工序尺寸,切削用量,基本工时AbstractElaborated the piston rod manufacturing process, especially in the design process, we use the mastered machinery manufacturing theory and calculating formulas, the blank manufacturing form, choice of base, develop process, determine the machining allowance, process dimension and blank size, finally to determine the cutting parameters and the the basic working hours.In practical production, as part of the structure shape, geometric precision, technical conditions and mass production requirements are different, a parts often have to pass through a processing process can be made into finished parts drawing.Therefore, the machining process must be from the factory production conditions and the existing parts of the production batch, according to the specific circumstances, to guarantee the processing quality, improve production efficiency and reduce production cost under the premise of the parts, the processing surface to choose a suitable processing method, reasonable arrangements for processing order, scientific development process process, in order to obtain qualified mechanical parts.Through this graduation design, we initially tried to process the whole process of design, we will go to work to lay a good foundation. Key words: piston rod, process route, the surplus of processing, process size,cutting parameters, the basic working hours目录1.零件的工艺分析及生产类型的确定....................... - 2 -1.1零件的功用、结构及特点 ......................... - 5 -1.2零件的技术要求 ................................. - 5 -1.3零件的工艺性 ................................... - 5 -1.4确定零件的生产类型 ............................. - 6 -2.毛坯的选择........................................... - 6 -2.1确定毛坯的类型 ................................. - 6 -2.2确定毛坯的制造方法和尺寸及其公差................ - 6 -2.3确定毛坯的技术要求 ............................. - 7 -3.基准的选择.......................................... - 7 -3.1粗基准的选择 ................................... - 7 -3.2 精基准的选择................................... - 8 -4.拟定机械加工工艺路线................................. - 8 -4.1确定各表面的加工方法 ........................... - 8 -4.2拟定加工工艺路线 ................................ - 8 -5.确定机械加工余量、工序尺寸........................... - 9 -6.选择机床工艺设备.................................... - 12 -6.1选择机床...................................... - 12 -6.2选择刀具...................................... - 12 -6.3选择夹具...................................... - 12 -6.4选择量具...................................... - 12 -7.填写切削用量及基本工时.............................. - 13 - 7.1切端面........................................ - 13 - 7.2车端面........................................ - 14 - 7.3粗车外圆...................................... - 15 - 7.4精车螺纹...................................... - 15 - 7.5精车外圆...................................... - 16 - 7.6倒角.......................................... - 17 - 7.7粗磨外圆...................................... - 18 -7.8精磨外圆...................................... - 18 -8.夹具的设计.......................................... - 19 - 8.1 机床夹具的功用................................ - 19 - 8.2问题的提出.................................... - 19 - 8.3定位方案...................................... - 20 - 8.3.1定位基准的选择 .......................... - 20 - 8.3.2定位元件的设计 .......................... - 20 - 8.4定位误差分析 .................................. - 20 - 8.4.1夹具设计及简要操作说明 .................. - 20 - 8.5夹紧装置的设计 ................................ - 21 - 8.5.1夹紧装置的设计要求 ...................... - 21 - 8.5.2夹紧力的方向 ............................ - 21 - 8.5.3 夹紧力的作用点.......................... - 21 -8.6切削力和夹紧力的计算 .......................... - 21 -结束语............................................. - 21 - 致谢................................................ - 19 - 参考文献............................................. - 20 - 附录1.零件的工艺分析及生产类型的确定1.1零件的功用、结构及特点活塞杆是支持活塞做功的连接部件,大部分应用在油缸、汽缸等运动部件中,是一个运动频繁、技术要求高运动部件。
摘要液压式减振器是车辆悬架系统中主要的阻尼元件,其性能好坏直接关系到整车的安全性及舒适性。
其中活塞杆是减振器中重要元件,在工作中主要承受上下往复的运动。
由于汽车要在不同工况下工作,活塞杆就要承受不同高度的运动,为了检测活塞杆在工作能承受工作载荷的极限设计了液压式减振器活塞杆拉断试验台。
试验台采用四根立柱做为支撑,并对四根立柱做了强度和刚度的校核满足设计要求。
四根立柱支撑上横梁采用光杠固定式,由上横梁上的液压缸施行拉断实验。
并对试验台中的缸,泵,阀进行了计算选取了标准的元件。
由于它采用液压油做为动力源,因而具有使用灵活和噪声小,性能较高的特点。
此外本设计还应用了较为先进的设计手段,用C语言进行计算编程和用CAXA软件绘图。
关键词:拉断;液压;试验台;减振器AbstractHydraulic shock absorber, vehicle suspension damping system in the main components, the performance cars have a direct bearing on the safety and comfort. In the shock absorber piston rod which is an important component in the work of the major bear reciprocating movement from top to bottom. As car in different conditions, different piston rod to withstand high degree of movement, in order to detect rod in the workplace can withstand the work load limit was designed hydraulic shock absorber piston rod pull off test-bed. Test-bed for a four column support, and four pillars done a strength and stiffness of the check to meet the design requirements. 4 column on the support beams by light bars fixed by the beams on the implementation of hydraulic cylinders pull off experiments. Taichung and test the tanks, pumps, valves were calculated select a standard component. Because it used hydraulic oil as a power source, so they have flexibility in the use of noise and small, high performance characteristics. In addition the design of a more advanced design tools, calculated using C-language programming and graphics software with CAXA.Keywords : pull off; hydraulic; test-bed; shock absorber目录第1章绪论............................................. .. (1)1.1 液压式减振器活塞杆拉断试验台设计......................... . (1)1.1.1 概述............................................. .. .11.1.2 题目任务的内容和要求 (1)1.2试验台的功能设 (2)第2章试验台的性能计算 (3)2.1 试验台的尺寸控制图计算 (3)2.2外购件选择计算 (3)第3章试验台的结构设计 (7)3.1 活塞杆与夹具连接的螺栓强度校核 (7)3.2下底座螺栓强度校核 (7)3.3 试验台上横梁的计算 (8)第4章零件结构设计 (16)4.1 下底座的设计 (16)4.2上横梁的设计 (18)4.3 立柱的设计 (19)4.4 V型块夹具的设计 (22)第5章半轴的设计与计算 (21)5.1 半轴的设计与校核 (21)5.2 半轴的材料及热处理 (22)第6章桥壳的强度校核 (23)第7章制造工艺分析............................................. ..24 第8章轴承的寿命计算. (28)7.1 作用在主减速器主动齿轮上的力 (28)7.2 轴承载荷的计算 (29)7.3 主动齿轮轴承寿命计算 (30)7.4 从动齿轮轴承寿命计算 (30)第9章结论............................................. . (32)参考文献............................................. . (33)致谢............................................. .. (34)附录 A 程序............................................. . (35)附录 B 外文翻译及原文 (49)第1章绪论1.1液压式减振器活塞杆拉断试验台设计1.1.1 概述本设计针对的是汽车减振器活塞杆性能的测试。
~~~~~~~有限公司文件~~字(2012)第~号~~~~~~~~公司生产流转过程管理制度1 目的为加强各生产车间作业现场管理,优化在制产品生产及流转过程,规范产品零部件转运行为,特制定本制度。
2 适用范围制造中心、外委外协、各车间.3 主要生产流转管理用票据及要求3.1 《材料投料单》(以下简称《投料单》)用于办理原材料出库、毛坯件入库或缴送至热处理工序的凭据。
《投料单》应一式三联,一联钢材库存根,二联财务,三联接收单位(毛坏库或热处理)。
3.2 《领料单》主要用于车间从毛坯库、原材料库或热处理组领取毛坯件、原材料或热处理件的凭据。
《领料单》应一式三联,一联领料车间存根,二联物料仓库记账,三联制造中心计划统计.3。
3 《车间派工单》(以下简称《派工单》)用于车间安排工人当日生产任务。
《派工单》一式一联,由车间工时统计员统计留存。
3。
4 《零部件加工流转卡》(以下简称《流转卡》)用于车间内部跟踪、记录在制工装、产品零部件全部加工过程和质量状况.《流转卡》一式一份,产品零部件完工后,焊接零件的《流转卡》随产品转入焊接库房,由焊接库管员整理留存,其他零部件的《流转卡》在零部件转出车间时,由在制品统计员整理核对、留存备查。
3.5 《缴送通知单》(以下简称《缴送单》)用于工装或产品零部件跨车间转运。
《缴送单》应一式三联,一联转出车间统计员留存,二联接收车间统计员记账,三联各相关人员签章后返回转出车间进行统计核查.3。
6 票据填写和防护要求各相关人员填写以上票据必须字迹清晰,票面所列各项内容要填写齐全、完整、准确,不得缺省;相应人员签章时不得代签或不签;持票人员必须确保票面干净无缺损.通用产品、借用产品、相似产品、不同批次的同一种产品,必须分别开票或填卡,不得合并。
3。
7 流转过程管理要求车间从毛坯库、原材料库、热处理组领料必须办理领料手续,填写《领料单》。
零部件跨车间转运必须开《缴送单》,跨车间返修的零部件应在《缴送单》上备注“返修”字样,并与《返修单》一起转入修理车间。
一、活塞杆镀硬铬后要求:1、镀层厚度0.03-0.05mm (单边);2、硬度HV800-1000;3、超精加工表面粗糙度达Ra=0.2;4、其他:表面光亮、无针孔、麻点、镀层结合力强,冲击时铬层无脱落;二、钨基合金电镀后活塞杆的检测状况:1、镀层:0.03-0.05mm(单边),加镀后可达0.1-0.2mm;2、硬度:热处理前(镀后)HV600-700,硬度波动范围大;热处理后HV850-900;3、表面光泽:与不锈钢颜色相近,弱暗,手感比镀铬细腻,局部有亮点;表面粗糙度:超精加工后可达Ra0.2,镀层与镀硬铬相比表层色彩不一样,稍逊于镀硬铬;5、雾盐实验后,耐蚀性比镀铬要好;6、活塞杆装配后,运动中镀层与密封件磨擦系数与铬层接近;三、钨基合金电镀工艺分析:1、节能:钨基合金电镀工艺路线为:去油→清洗→去离子水清洗→反向刻蚀→电镀→清洗回收→清洗电镀工艺路线在总体上与镀硬铬工艺相似,电镀时电流密度7安培/平方分米,比镀硬铬时要小的多,约只有镀硬铬时的1/10-1/20。
镀前处理比镀硬铬要求高。
2、环保:钨基合金镀层整个过程中无六价铬,主要是镍盐、钨盐,只要对电镀过程中产生的氨气稍作处理,因此,环保处理费用小。
3、电镀后的加工性:A、通常电镀铬后只要进行一道超精加工工序(如抛磨或油石珩磨等),但钨基合金电镀后需要一道热处理工序,以提高其显微硬度。
即加温至540℃±20 ℃,保温30至60分钟左右;图中一直升的为钨基合金电镀加温维氏硬度变化曲线图。
如下图:B、磨削加工性:水平杆尺寸Φ45-0.02-0.06 用同一台外圆珩磨机对镀层进行加工:钨基合金镀层与硬铬镀层均珩掉8-15μm;C、基体的精度要求提高:钨基合金为透明性镀层,基体材料有在强度允许范围内的缺陷时,表面仍清晰可见,有时会误认为镀层的缺陷。
四、钨基合金电镀从工艺需解决的问题:热处理方式:活塞杆采用井式、箱式炉加热保温杆体易产生磕碰,温控不易保证,表面有氧化色现象,可采用高、中频加热方式,但对长大活塞杆(如8米)较难实现。
镀铬活塞杆表层裂纹分析与解决高继文1,刘洲2,(1.国营芜湖机械厂,安徽芜湖241007;2.北京航空材料研究院,北京100095)摘要:本文分析了伺服作动器活塞杆表层裂纹形成的机理,确定了活塞杆表层裂纹的性质和产生原因,以及裂纹的深度范围。
采用具有压应力的爆炸喷涂WC/Co工艺代替电镀硬铬工艺解决活塞杆因深度裂纹而报废的问题,制定了可行的维修方案和技术路线,并确定了维修工序和参数。
结果表明,修复的活塞杆满足图样尺寸及技术要求,经综合性能比较及磨合实验验证,WC/Co涂层优于电镀硬铬层。
关键词:表层裂纹;爆炸喷涂;碳化钨/钴中图分类号:TQ153文献标识码:AAnalysis and Solution of Surface Crack of Chromium PlatingPiston RodGAO Jiwen1,LIU Zhou2(1.State-Owned Wuhu Machinery Factory,Wuhu241007,China;2.Beijing Institute of Aeronauti⁃cal Materials,Beijing100095,China)Abstract:In this paper,the formation mechanism of surface layer crack on piston rod of servo actuator was analyzed,the properties and causes of the surface layer cracks and the deepness scope of the crack were determined.The technology of detonation spray WC/Co were used to replace the hard chromium plating process in order to solve the problem of piston rod scrapped caused by deep cracks,the feasible maintenance plans and technical routes were worked out,and the maintenance procedure and parame⁃ters were determined.The results show that the piston rod repaired satisfies the drawing size and techni⁃cal requirements,and the properties of WC/Co coating is better than the hard chromium plating,accord⁃ing to the comprehensive performance comparison and running-in test.Keywords:surface layer crack;detonation spraying;WC/Co某型飞机进修理厂大修,其伺服作动器活塞杆磁粉探伤时发现表面存在微裂纹[1]。
课程设计说明书题目:十字头加工艺018.0020+Φ工装夹具设计专业:机械设计制造及其自动化 班级:机自082班 :锴学号:**********指导老师:志峰目录第一部分:工艺设计说明书.............................................................. 错误!未定义书签。
一、零件图的工艺分析 ......................................................................................................... 错误!未定义书签。
1.1 十字头零件的功用和原理分析............................................................................................................................. - 1 - 1.2 十字头的结构分析.................................................................................................................................................... - 1 -1.3 零件图纸分析 ............................................................................................................................................................. - 1 -1.4 主要技术条件 ............................................................................................................................................................. - 2 -二、毛坯的材料及生产类型的确定.................................................................................................................... - 3 -2.1 毛坯类型和批量的确定........................................................................................................................................... - 3 -2.2 毛坯制造方法的确定 ............................................................................................................................................... - 3 -三、工艺规程的编制................................................................................................................ 错误!未定义书签。
油缸活塞杆热处理作者:梁合意彭朝晖唐志英来源:《中国科技纵横》2014年第20期【摘要】 45钢活塞杆经调质处理获得良好强韧性配合的综合力学性能。
表面淬火的目的是获得高的表面硬度,以支撑表层镀铬层,从而提高活塞杆的耐磨性与耐蚀性。
去应力退火安排在磨削加工之后电镀之前,以充分消除活塞杆内部残余应力,提升镀层质量与产品合格率。
【关键词】活塞杆镀层裂纹原因分析1 前言液压油缸是工程机械液压系统中重要的执行元件,用于执行往复运动,驱动工程机械完成各种功能。
活塞杆是液压油缸中连接活塞和工作部件的技术要求较高的关键传力零件,工作过程中需承受较大拉应力,因此,活塞杆必须具有足够的强度、刚度、韧性,同时因使用中受磨粒冲刷,极易产生磨损,还须具有较高的耐磨性。
长缸活塞杆采用45钢制造,其加工工艺路线为:锻材(轧材)—下料—调质—校直—机械加工—表面淬火、回火—校直—杆头焊接—机加工—磨削—去应力退火-抛光—镀硬铬—抛光—清洗—装配。
活塞杆热处理是保证活塞杆内在质量与力学性能的关键工序,热处理质量的好坏直接关系到整个液压系统的寿命和可靠性,如果热处理不当,造成活塞杆使用过程中早期断裂,轻则损毁其他零件,严重时可能造成整个设备的毁坏与人员伤亡。
2 调质处理调质处理的目的是使活塞杆具有强度、硬度、塑性、韧性良好匹配的综合力学性能,内部组织为均匀细小的回火索氏体,为后续表面淬火作好组织准备。
长缸活塞杆长度达3800-4200,直径为Φ90-Φ110mm,因此其加热设备采用150KW的井式电阻炉或600KW悬挂式连续电阻加热炉,温度分上下两区控制。
热处理工艺参数:在井式炉中一炉悬空装4支,淬火加热温度为830±10℃,保温160min后分2次出炉淬火,每次淬2支,采用循环冷却水冷却,淬火冷却时上下摆动,以保证最大限度的冷却均匀,冷却到100℃左右(杆冒蒸汽但不起泡)出水入井式回火炉回火。
然后4支一次采用550±10℃加热、保温190min回火后水冷。
目录第一章零件工艺分析及生产类型的确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯31.1零件图样的分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯31.2零件的工艺分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯31.3审查零件的结构工艺性⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯41.4确定零件的生产类型⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4第二章选择毛坯、确定毛坯尺寸、设计毛坯图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯42.1毛坯的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯52.2锻件质量⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯52.3锻件形状复杂系数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯52.4锻件材质系数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯52.5绘制活塞杆锻造毛坯简图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5第三章拟定活塞杆工艺路线⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯63.1基准的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73.2各表面加工方案的确定⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73.3加工顺序的安排⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73.4划分阶段⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73.5工序的集中与分散⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73.6机械加工工序的安排⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73.7热处理工序的安排⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯73.8辅助工序的安排⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯83.9确定工艺路线⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8第四章确定机械加工余量、工序尺寸及公差⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯9第五章选择机床及工艺设备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯105.1选择机床⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯115.2选择刀具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯115.3选择夹具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯115.4选择量具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯11第六章确定切削用量及基本工时⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯116.1工序 4 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯116.2工序 5 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯136.3工序 6 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯156.4工序 8 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯166.5工序 9 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯176.6工序 10 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯186.7工序 11 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯196.8工序 13 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯206.9工序 15 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯216.10工序 17 数据计算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯22第一章零件工艺分析及生产类型的确定1.1 零件图样的分析( 1)φ 5000.025mm× 770mm自身圆度公差为0.005mm。
活塞杆工艺流程
《活塞杆工艺流程》
活塞杆是发动机中的重要零部件,其工艺流程是制造活塞杆的关键步骤。
活塞杆的制造过程包括以下几个步骤:
1. 材料准备:活塞杆通常采用高强度合金钢或铝合金制造,因此首先需要准备优质的原材料。
这些原材料经过精确的化学成分和力学性能检测后才能进行下一步的加工。
2. 热处理:在加工之前,原材料需要进行适当的热处理,以提高其机械性能和耐磨性。
热处理包括淬火、回火等工艺步骤,确保材料具有良好的强度和韧性。
3. 精密加工:活塞杆经过车、铣、镗、磨等多道工艺加工,确保其形状和尺寸精准。
特别是在活塞杆的连接孔和销轴孔等关键部位,需要进行高精度的加工,以确保活塞杆与活塞和曲轴等零部件的匹配精度。
4. 表面处理:活塞杆表面需要进行镀铬、喷涂等表面处理,以提高其耐磨性和抗腐蚀性。
这些表面处理需要严格控制,以确保活塞杆具有良好的表面质量和使用寿命。
5. 总装检验:在活塞杆制造完成后,需要进行总装和严格的质量检验。
包括尺寸偏差、外观质量、力学性能等方面的检测,确保活塞杆具有良好的质量和可靠性。
通过以上工艺流程,活塞杆可以具有良好的机械性能和使用寿命,确保发动机的稳定和可靠运行。
同时,精细的工艺流程也体现了制造技术的精湛和品质管理的严谨。
活塞杆工艺路线
根据各加工表面的加工精度和表面粗糙度的要求,选定如下加工方法:
工序00 下料Φ91×310mm 模锻成最大直径为Φ91mm 的阶梯轴 工序01 对阶梯轴进行正火,使其硬度达到230~250HB (车外圆,退刀槽)
工序02 车左端面,以外圆毛坯表面为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金外圆车刀;
工序03 钻毛坯左端中心孔,以外圆毛坯表面为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金外圆车刀; 工序04 粗车至86.1ϕ外圆,以左中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YG8硬质合金外圆车刀;
工序05 车右端面,以外圆毛坯表面为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金外圆车刀;
工序06 钻毛坯右端中心孔,以外圆毛坯表面为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金外圆车刀; 工序07 粗车至3729ϕϕ、外圆,以右中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YG8硬质合金外圆车刀;
工序08 半精车台阶,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金外圆车刀;
工序09 修研两中心孔,采用钳工台;
工序10 车退刀槽,以两中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金切断刀;
工序11 车越程槽,以两中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金切断刀;
工序12 车倒角C2、C1.5,以两中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金45︒车刀;
(镗孔)
工序13 镗孔6746⨯ϕ,以两中心孔为基准,采用TX68镗床加专用夹具,硬质合金镗刀;
工序14 镗孔5161⨯ϕ,以两中心孔为基准,采用TX68镗床加专用夹具,硬质合金镗刀;
工序15 镗45.67⨯ϕ退刀槽,以两中心孔为基准,采用TX68镗床加专用夹具,硬质合金镗刀;
工序16 镗孔268ϕ⨯,以端面为基准,采用TX68镗床加专用夹具,硬质合金镗刀;
(车螺纹)
工序17 车27 1.56M h ⨯-外螺纹,以两中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YT15外螺纹车刀;
工序18 车682M ⨯内螺纹,以两中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YT15外螺纹车刀;
工序19 车2816M H ⨯⨯-内螺纹,以端面为基准,采用CA6140车床加专用夹具三爪卡盘,YT15外螺纹车刀;
工序20 修研中心孔,钳工;
工序21 车左面倒角C2,以两中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金45︒车刀;
工序22 车右面倒角C0.5、C1.5,以两中心孔为基准,采用CA6140车床加专用夹具三爪卡盘,YG6硬质合金45︒车刀; 工序23 粗磨至85.536.528.5ϕϕϕ、、外圆,以两中心孔为基准,采用M131万能外圆磨床专用夹具,棕刚玉粗磨砂轮; 工序24 粗磨62ϕ内圆,以两中心孔为基准,采用M131万能外圆磨床专用夹具,棕刚玉粗磨砂轮;
工序25 半精磨至85236.228.2ϕϕϕ、、外圆,以两中心孔为基准,采用M131万能外圆磨床专用夹具,棕刚玉半精磨砂轮; 工序26 半精磨62ϕ内圆,以两中心孔为基准,采用M131万能外圆磨床专用夹具,棕刚玉半精磨砂轮;
工序27 渗氮热处理至6265HRC ;
工序28 精磨至853628ϕϕϕ、、外圆,以两中心孔为基准,采用M131万能外圆磨床专用夹具,棕刚玉精磨砂轮;
工序29 精磨62ϕ内圆,以两中心孔为基准,采用M131万能外圆磨床专用夹具,棕刚玉精磨砂轮;
工序30 清洗,按图样检验尺寸;。