数控加工实训PPT课件
- 格式:ppt
- 大小:10.14 MB
- 文档页数:153
- 1 - 数控加工操作实训报告
学号 姓名
第一章 数控机床机床仿真部分
第一节 数控铣床仿真部分
一、数控铣床的对刀过程和坐标系的确定过程
加工零件时的坐标原点的确定。是这样确定的:⑴先将所用的铣刀装到主轴上并使主轴旋转;⑵用手动的方式移动铣刀沿X方向靠近被测边,直到铣刀轻微接触工件表面,将铣刀沿Z轴方向移动退离工件;⑶按“区域转换”键使其回到主菜单,按“参数”对应的“软菜单”键,然后按其与“零点偏移”对应的“软菜单”键进入零点偏值窗口,把光标移动到X轴对应的待修改区域,按“测量”软键,进入选刀具窗口;⑷按“数字键”选择刀具号,按“确认”键,进入测量零点偏值窗口;⑸按“轴﹢”软键,将光标移到“半径”选择区,按“选择/转换”键,选择计算半径补偿的符号“+”、“-”,不考虑补偿值时选择“无”;⑹将光标移到“零偏”输入区,输入试刀位置距工件原点的距离,按“计算”软键;⑺按“确认”软键,完成X轴对刀;⑻按“轴﹢”软键选择Y轴,重复步骤⑵至步骤⑺,完成Y轴的对刀;⑼按“轴﹢”软键选择Z轴,沿Z轴的方向靠近工件的上表面,直到铣刀轻微接触工件,重复步骤⑶至步骤⑺,完成Z轴对刀。此时工件坐标系建立完成,这时在加工操作菜单中按“MDI”在加工显示面板中输入G54X0Y0Z20S300M03后,在工件坐标系中的各坐标值为0,同时应注意对比检查在机床坐标系和工件坐标系中的各值是否一致。在对刀的过程中,我们要做到在刀具接近工件的时候要慢点使刀具靠近工件直到有轻微的接触,方可停止进刀。
第二章 实际操作部分
第一节 数控车床的实际操作
一、实训目的与要求
(1)强化数控编程代码的理解。
(2)掌握数控系统常用指令的编程技巧。
(3)通过对零件的加工,了解数控车床的工作原理。
(4)了解典型零件的数控撤车削加工工艺。

《数控加工实训》课程建设研究
【摘 要】随着制造业的发展,企业对数控技术人才的知识、能力结构提出了新的要求。《数控加工实训》课程是数控技术专业一门重要的实训课程,必须加快教学改革的步伐,既要突出教学内容的实用性,采用“典型零件+六步全真”的教学模式,更要采用灵活多样的先进教学方法,以全面提高学生的动手能力和综合素质。
【关键词】数控技术;实训课程;课程建设
随着我国装备制造业的迅猛发展,企业对数控技术技能人才的需求发生了很大变化,我院作为“数控技术紧缺人才培养基地”,以培养“高素质、高技术、高技能、零适应”的特色人才作为我们的主要目标。近几年来,我们通过学院牵头、广泛调研,制定了《数控加工岗位职业标准》,针对本专业培养“数控机床操作人员”、“工艺程序编制人员”和现场管理人员的目标[1],界定了数控生产操作及工艺实施相应岗位人员的专业知识、职业技能和职业素养等要求,构建了新的课程体系。并按照工学结合、校企合作、基于工作过程的思路,开发了具有鲜明高职特色的《数控加工实训》课程。并将本课程作为培养学生“数控实作技能”的核心专业课程之一。经过不断的改革和创新,取得了显著的教学效果。
一、课程内容的实用性
1、教学内容的选取
根据数控加工岗位职业标准i级和ii级岗位以及国家数控加工
职业标准中级和高级涉及的数控加工知识和技能的要求,结合企业零件加工的工作流程,按照“操作从简单到复杂、精度从低级到高级、任务从单一到综合”的思路设计教学过程,以完成生产实际典型零件的数控加工的行动能力和数控机床操作人员素养培养作为目标,设计相应的学习情景,突出教学内容的针对性。
2、教学内容的组织安排
《数控加工实训》课程分为《数控加工实训一》和《数控加工实训二》两部分,学时数都是120学时。《数控加工实训一》在第四学期开设,按照零件加工方法的不同划分为“零件的车削加工实训”、“零件的镗铣加工实训”、“零件的电火花加工实训”、“企业现场生产实习”四个学习模块,共有22个子学习情景。针对不同的机床进行认识和学习。
数控车削加工实训
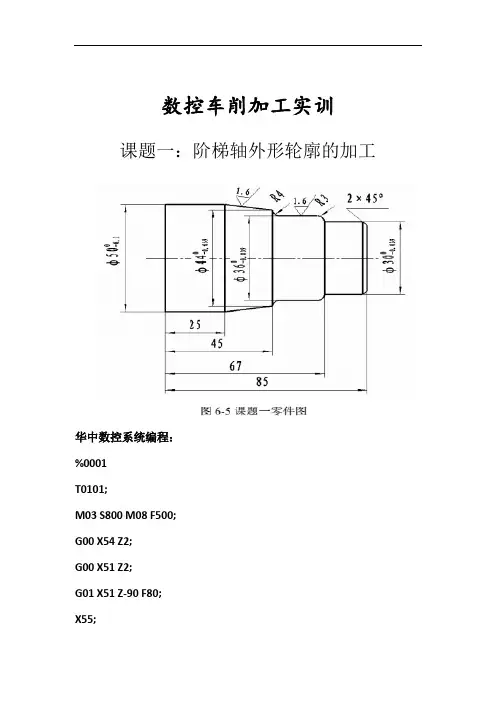
课题一:阶梯轴外形轮廓的加工
华中数控系统编程:
%0001
T0101;
M03 S800 M08 F500;
G00 X54 Z2;
G00 X51 Z2;
G01 X51 Z-90 F80; X55;
G00 X55 Z5;
X46;
G01 X46 Z-40;
X51 Z-60;
G00 Z5;
X42;
G01 X42 Z-36;
X46;
G00 Z5;
X38
G01 X38 Z-36;
X42
G00 Z5;
X32
G01 X32 Z-18;
X38;
G00 Z5;
X26;
S1200;
G01 X26 Z0;
X30 Z-2;
Z-18;
G03 X36 Z-21 R3 F200;
G01 Z-36;
G02 X44 Z-40 R4;
G01 X50 Z-60;
Z-90;
G00 X100 Z100;
M05 M09;
M30
课题二:套类零件内外轮廓的加工
华中数控系统编程:
%0002
T0101
G50 S3000;
G96 S150 M03;
G00 X55 Z5 M08;
G71 U2 R1 P10 Q20 X0.2 Z0.1 F200;
N10 G42 G00 X44 Z2;
G01 X44 Z0;
X46 Z-1;
Z-18; X48;
N20 G40 X50 Z-19;
G00 X100 Z50;
M05 M09;
M30
内孔:
%0002
T0202
M03 S600 M09;
T0202
M03 S600 M08;
G00 X0 Z5;
G71 U1 R0.5 P10 Q20 X0.4 Z0.1;
N10 G42 G00 X10 Z5;
G01 X26 Z0;
X20 Z-13;
X18;
Z-43.5;
N20 G40 X21 Z-45;
G00 X10
Z50
M05 M09;
M30
课题三:槽的加工
%0031

1 / 9
数控加工实训课程教学内容产品化设计与实践
从国家的“教育规划纲要”颁布以来,示范院校的建设、各项专业技能大赛的开展,都极大地推动了职业教育的发展。将校门对准厂门与学生毕业等于就业的行动已经成为各职业院校重点建设的内容。然而,学生从学校毕业时所具备的专业能力与真实的岗位能力之间存在着较大的出入。如近几年来麦克斯调查报告中的数据显示,高职院校的毕业生对实践教学效果的满意程度不高。其主要问题是校内的实践课程与真实的岗位能力所需有较大的区别,可以说通过实践课程的学习并不能胜任岗位所需。这样的实践课程已经成为纯实习性、偏理论性的实践课程。数控加工实训课程作为数控加工技术专业实习的必修课其教学状况和课程建设一直受到多方关注。
实际上,很多职业院校更关注专业的发展与建设,一直没有注意到实践课程与生产实际情况的脱节现象。本文提出的数控加工实训课程教学内容产品化系统的构建,旨在把数控加工实训课程建设成为符合企业生产实际的应用型技术职业教育。把数控加工实训与零件生产实际结合起来,并且与浙江区域行业经济相结合,增强学生的专业实践能力。 2 / 9
一、数控加工实训课程的教学特性分析
数控加工实训课程是学生初次真实地接触数控机床,进入数控车间的首门课程。对于这样的课程,传统的教学过程中,学生所练习的作品并不是产品,练习件与生产产品之间存在着天壤之别。练习件存在的主要问题是不实用、不能用,是为了纯粹的技术能力的训练而进行的设计。学生加工和完成了这类的练习件和训练模式之后,没有一个很好的产品质量观念。也与学生上岗后不能及时上手存在着重大的关系。因此,高职教育作为国家职业教育的主阵地,其实践能力的培养问题是个复杂的系统工程,需要进一步深化。因此,数控加工实训课程要适应职业院校学生对课程的技术性要求、主体性要求、整体性要求。将数控加工实训课程与企业生产实际结起来,以真实的零件生产和课程内容教学相结合,优化课程的教学模块。