加拿大玩具标准(玩具涂层中可溶性砷、钡、硒、锑、镉的测定)
- 格式:doc
- 大小:48.00 KB
- 文档页数:8
各国玩具检测与认证,提供深圳玩具检测与认证,快捷申请玩具检测与认证国际出口玩具市场销售的玩具,有70%以上在数量来自中国。
美国是世界最大的玩具进口国,其次为德国、日本、英国、法国、加拿大和意大利。
中国作为玩具生产、销售的大国,玩具质量的好坏,直接关系到儿童的身心健康,并且在日趋激烈的国际玩具市场竞争中,直接影响我国玩具的国内外市场的畅通。
因此“玩具安全”已经成为一个国际性的焦点话题,各国和相应组织都推出了自己的玩具标准,并且每年内容在不断的更新,譬如:国家强制性标准GB 6675-2003《国家玩具安全技术规范》、欧盟玩具安全标准EN71、美国玩具安全标准ASTMF963、美国消费品安全改进法CPSIA、日本玩具安全标准ST2002等。
我国许多玩具企业对玩具标准不了解,不能按照标准组织生产,致使产品质量不高,不符合玩具出口国家要求。
特别是玩具的安全性能差,因此而被扣留、销毁、召回事件不断,不仅直接造成儿童的人身伤害,并且仅造成了人力、物力、财力的巨大浪费。
因此,国内玩具企业必须高度重视玩具安全标准的管理,准确理解各国玩具安全标准,未雨绸缪,确保提高产品安全质量。
玩具的分类,玩具具有娱乐性、教育性、安全性3个基本特征。
其品种繁多,分类方法不一:*按原料和工艺分为:金属玩具,塑料玩具,木、竹玩具,布绒玩具,纸玩具和民间玩具;*按状态分为弹力玩具、惯性玩具、发条玩具、电动玩具、音乐玩具、电子玩具;*按年龄分为乳儿玩具、婴儿玩具、幼儿玩具;*按功能分为体育玩具、智力玩具、科教玩具、军事玩具、装饰玩具等。
由于某些玩具存在不安全因素,因此世界许多国家都制定了玩具安全标准。
玩具须经检验,符合标准的,在产品上注明标记,否则不准生产、销售和进口。
各国大多采用国际玩具工业委员会制定的《国际玩具安全标准》。
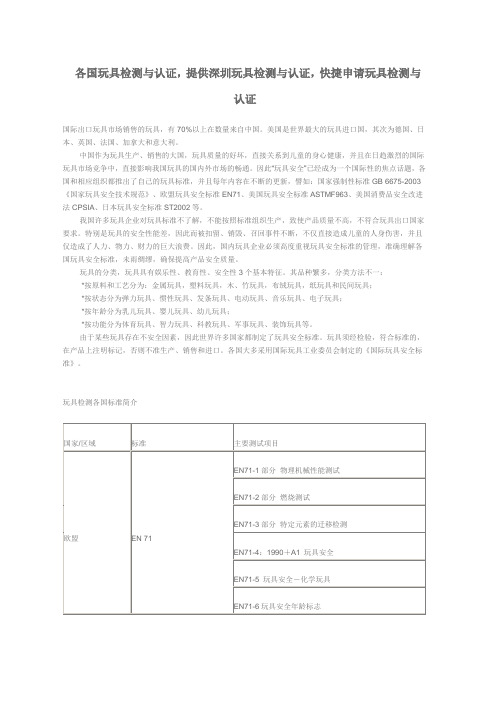
玩具检测各国标准简介玩具检测项目1、物理和机械性测试Physical and mechanical capability testing2、特定元素的迁移检测(铅Pb、镉Cd、铬Cr、砷As、钡Ba、汞Hg、硒Se、锑Sb)3、包装物料的有毒元素测试Poisonous element of package testing4、邻苯二甲酸酯Phthalates(6P)5、有机化合物检测Organic Chemical Compound6、木材防腐剂Wood preservatives7、甲醛Formaldehyde8、总铅Total Lead9、包装材料的有毒元素检测10、镉含量(91/338/EEC) Cadmium Content11、RoHS 2002/95/EC12、偶氮Azo13、其他etc.欧盟EN71介绍EN71-1 玩具安全-第1部分:物理和机械性能该部分主要包括跌落检测、小零件检测、锐利边缘检测、拉力检测、压力检测、线缝检测、耳鼻眼拉力、扭力检测等。
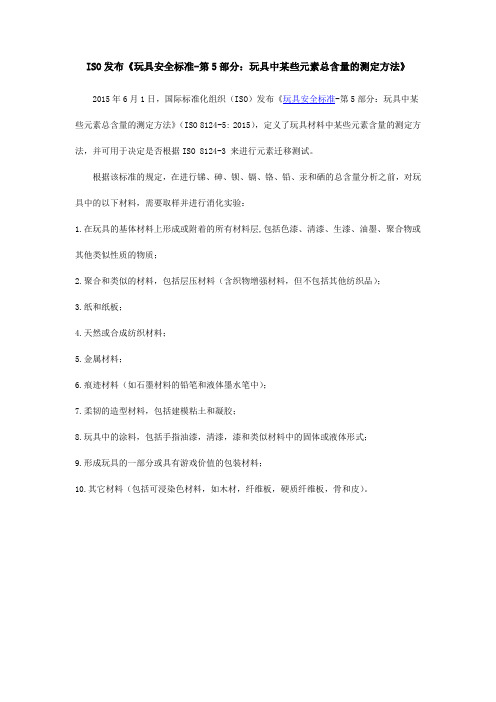
ISO发布《玩具安全标准-第5部分:玩具中某些元素总含量的测定方法》
2015年6月1日,国际标准化组织(ISO)发布《玩具安全标准-第5部分:玩具中某些元素总含量的测定方法》(ISO 8124-5: 2015),定义了玩具材料中某些元素含量的测定方法,并可用于决定是否根据ISO 8124-3 来进行元素迁移测试。
根据该标准的规定,在进行锑、砷、钡、镉、铬、铅、汞和硒的总含量分析之前,对玩具中的以下材料,需要取样并进行消化实验:
1.在玩具的基体材料上形成或附着的所有材料层,包括色漆、清漆、生漆、油墨、聚合物或其他类似性质的物质;
2.聚合和类似的材料,包括层压材料(含织物增强材料,但不包括其他纺织品);
3.纸和纸板;
4.天然或合成纺织材料;
5.金属材料;
6.痕迹材料(如石墨材料的铅笔和液体墨水笔中);
7.柔韧的造型材料,包括建模粘土和凝胶;
8.玩具中的涂料,包括手指油漆,清漆,漆和类似材料中的固体或液体形式;
9.形成玩具的一部分或具有游戏价值的包装材料;
10.其它材料(包括可浸染色材料,如木材,纤维板,硬质纤维板,骨和皮)。

CCPSA认证标准是指加拿大消费品安全法案(Canada Consumer Product Safety Act, CCPSA)中规定的安全标准。
CCPSA是一项加拿大的联邦法律,旨在保护消费者免受不安全消费品的风险。
该法案涵盖了各种消费品,包括玩具、电子产品、家具、化学品等,并规定了这些产品必须符合的安全要求。
CCPSA认证标准的主要内容包括:
1. 机械和物理性能:玩具的结构和组件在正常使用和可预见的滥用情况下应保持完好无损,不会对儿童造成伤害。
例如,玩具的边缘和突出部分不能过于锋利或尖锐。
2. 化学成分:玩具中使用的材料和涂料不应含有对人体有害的化学物质,且在正常使用和可预见的滥用情况下都不会释放出有害物质。
例如,玩具的涂层不能含有重金属。
3. 电气性能:涉及电气玩具的安全性能,包括电压、电流、绝缘等。
4. 标识要求:产品上应包含必要的安全信息、合规性标记、使用说明等。
5. 其他特定要求:例如,针对儿童用品的邻苯二甲酸盐(PHthalates)限制、含铅消费品限制、游戏围栏、表面涂层材料等。
要符合CCPSA认证标准,生产商和进口商需要确保他们的产品满足所有相关法规的要求。


玩具安全标准1.儿童玩具的年龄范围:0 14岁.2.儿童玩具安全标准.2.1美国—消费品安全公署(CPSC)制定之”玩具及儿童用品条例”.ASTMF963-86玩具安全标准.各种金属元素的规定限量列于下表:part per million--ppm元素名称铅LEAD(PB) plumbum可接受之含量0.060 或600PPM 2.2加拿大--危险品(玩具) 条例由加拿大标准学会(GSA) 制定.2.3澳洲--AS.1647玩具安全标准.2.4欧洲--欧洲共市协调标准EN71(88年版).--英国BS5665 --法国NF51-2022.5中国(PRC)--GB6675--86玩具安全.3.玩具之毒性(TOXIGOLOGY)3.1有毒物质--制造玩具的物料及合成玩具的各部分都必须清洁,以防任何细菌的传染.3.2重金属成份--所有制造玩具用的物料,包括塑料,色粉,原料,电度层及润滑济等,均不能含有超量的重金属成份,一般以百分比重(PPM)作计量单位.砒ARSENIC(AS) 0.060 或600PPM镉CADMIUM(CD) 0.060 或600PPM汞MERCURY(HG) 0.060 或600PPM硒selenium(SE) 0.060 或600PPMAS+CD+HG+SE的总量0.060 或600PPM可溶解的重金属化合物锑SB 0.025 或250PPM砒AS 0.010 或100PPM钡BA 0.050 或500PPM硌CR 0.025 或250PPM镉CD 0.010 或100PPM汞HG 0.010 或100PPM4.易燃性能(FLAMMABILITY)--此标准的目的是减低儿童因玩弄易燃玩具而导致灼伤的机会.4.1 ASTMF 963-86A.玩具成品(包括布类及非布类玩具):--将玩具平放燃烧,若速度超过每秒0.1英寸(2.5MM)便不合格.B.布料:将一块2X6布料平放在已用车缝线绕好的”U”形燃烧架上,在开口的一端点火规格要求: 燃烧速度不可大于于10IN/MIN4.2 EN71--主要针对玩具面具,假发,假胡须,玩具服装,玩具营帐及布面填充玩具.5.年龄标记(AGE GRADING)每个玩具都必须有清楚的年龄标记,以供顾客选择合适的玩具.玩具的设计必须与其年龄标记相符.年龄标记只是一种劝告的标志,如果一个玩具的设计或外形是适合年龄标志外的儿童,制造商必须改良设计,使该年龄外的儿童亦能安全使用此玩具,制造商不能以年龄标记为后盾,推卸设计失误的责任.6.容易误吞食物体(SMALL ITEM)--此标准是为了减小儿童因误吞或者误叽细小物体而引起致室息的危险.定义:任何物体能安全放入平面形状之容易误吞物测试筒内为容易误吞物.( 31.75X57.15MM) --此标准适合于三岁以下儿童使用之产品不能有任何容易误吞物.1) 三岁以下儿童的玩具.2) 用口部起动的玩具(如:哨子)3) 所有弹射物.6.1多孔的物体.如粗棉布,绳,戍珠等不容易误吞物.6.2腊笔,粉笔,纸做的书本等不容易误吞物.6.3不适合三岁以下儿童使用产品必须在成品包装上注明:“FOR AGE 3 AND UP“(三岁或以上)6.4成品上不可以有任何公认供儿童放在口部使用之容易误吞物,如口部使用的玩具和针,大头针,车缝针等.6.5成品上突出部分不属容易误吞物.--在正常玩耍滥用测试前后,均必须测试玩具及其它脱离玩具主体的部分.--评定,测试样本是以任何一角度可以放入测试筒内,即判定此测试样本为容易误吞物.7. 利边(SHARP EDGE)凡适合八岁以下儿童的玩具,在正常玩耍及滥用测试前后都不能接触到利边,如适合4~8岁的儿童玩具必须要有功能性的利边时,应在显眼处警告性语句以示提醒,并可能加上保护罩.8. 利角(SHARP POINDGE)凡适合八岁以下儿童的玩具,在正常玩耍及滥用测试前后都不能接触到利角.9. 接触标准﹕玩具的任何部分是否被儿童之手指接触到之试验标准.10. 孔洞与间隙(HOLESAND CLEARANCE).11. 包装模(PARKAGING FILM).12. 绳类物料标准.13. 撞击玩具:所有玩具不能产生撞击性噪音高于138KB(分贝).14. 凸出物.15. 浮水玩具16. 婴儿玩具/手摇发声玩具标准.17. 弹射玩具18. 玩具测试前之处理.--冰冻处理(PRE-CONDITIONING)所有非全布类或非金属类玩具,在进行所有测试(包括滥用测试ABUSE TEST)之前,必须先于0 5 (-10 2)之温度冷冻四小时,取出后存放至于室温四小时,再放进炉四小时,炉温为130 5,57 3,然后取出存放至于室温四小时,重复如上述步骤作第二次循环处理.--洗水处理(WASHING)所有洗水玩具在进行所有测试(包括滥用测试)之前,必须用洗衣机及用离心干衣机甩干,共作六次循环处理.19. 滥用测试此类测试是模拟儿童对玩具所做的破坏性行为,如投掷,拉,扭,拗及挤压等动作,在进行测试后,须检查玩具及其它部是否存在安全性问题.19.1投掷试验—测试玩具在正常或滥用中的防撞击力,投掷面应为特定的媒介,按«国际性标准»作投掷试验.19.2扭力,拉力测试—--所有玩具如有任何凸出部分,装配部分能让儿童咬到或手指抓到的,都需要作此测试,测试时,每个测试部分需作扭力试验,然后再作拉力试验.--扭力测试是测试部分于5秒内扭至 180 或扭至规定扭力磅数,然后维持10秒, 方向是平行部之主轴,跟着是重要部件主轴,把部件拉至规定磅数.--ASTM要求适应年龄于: 扭力(IN-LBS) 拉力(LBS)0至18个月 2.2IN-LB 10.5LBS18至36个月 3.2IN-LB 15.5LBS36至96个月 4.2IN-LB 15.5LBS--EN71要求:A.若可抓到并且其尺寸小于6MM需接受50N(11.5LBS)B.若可抓到并且其尺寸大于6MM需接受90N(20.5LBS)19.3布缝力,拉力测试--适合于一切用于车缝的布料及由布料车缝,手针成的产品包括衣服,公仔身等.--因A-22钳在需测试之布缝边,两边各相1/2英寸位置钳好,然后扭至所需之磅数.--要求:A.布做的公仔衬衣之缝边拉力要求为 9LBS.--B.布做的公仔或充棉产品之缝边拉力要求为 18LBS.--测试之后,检查缝口是否因线断或布料爆裂而导致有安全问题,如容易误吞物,利角,利边等.19.4软件玩具之附体拉力测试(STATIC TEST )--适应于所有软件玩具上攘打于布料上的所有配件(如:眼鼻,嘴的硬胶配件).--将攘打于布料上的测试配件,钳扣紧于台中有空间的中央,于5秒内加上指定的磅数,保持最少5分钟.--规格要求:加拿大标准:要求至少20LBS.19.5咬吞测试(BITE TEST)--所有玩具如有任何部件或配件能进入口部,厚度小于1.25英寸,进入口部深度大于1/4英寸者,均须接受此测试.--将测试品放入咬吞测试器中,在5秒内加至所需之压力,然后停留10秒.压力要求如下: 0—18个月25LBS18—36个月50LBS36-96个月100LBS--测试后,无具安全问题(如容易误吞,利角,利边等).19.6屈曲测试(FLEXURE TEXT)--所有玩具如含有金属线且金属线能在外力施加下,可屈曲60度和直立的玩具配件,均需接受此测试.--测试方法:将测试品夹在两边直径为3/8英寸的物体上,以夹位2英寸长的位置用力,沿逆时针方向将测试品屈曲60度(或达到要求最大力度),再将测试品向顺时方向屈曲120度,以2秒1循环的速度屈曲,来回120度为1循环,共屈曲30 循环.--规格要求: 适合年龄于最大屈曲力适用于0—18个月10LBS18—36个月15LBS36-96个月15LBS--经屈曲测试后,玩具无容易误吞物(三岁以下儿童玩具),利边,利角等为合格.19.7拗力测试(BENDING TEST)--玩具中任何凸出部分装配部分抵受拗曲之能力测试.--测试方法:将产品要测试部分固定在适当的位置,拗力之方向应与产品要测试部分之主轴成90度,在5秒内拗至所定角度或拗力磅数,然后停留10秒.--测试要求:A. 4岁以下儿童玩具拗力15LBS ,屈力为90 .B. 4岁以上儿童玩具拗力15LBS ,屈力为45 .--测试之后无利边,利角,容易误吞物(适合 4岁以下儿童玩具)等安全问题为合格.19.8压力测试(COMPRESSION TEST)--评估玩具中任何被儿童接触之部分抵抗被挤压的能力.--测试方法:将产品放置在紧硬之平面上,金属圆饼1.125英寸(128.6MM),直径0.375英寸(9.5MM)厚,圆饼边缘有0.03125英寸(0.79MM)为半径,垂直压于测试部分,在5秒内压至所需磅数,然后停留10秒.--规格要求: 适合年龄于0—-18个月20LBS18—36个月25LBS36--96个月30LBS--测试之后无利边,利角,容易误吞物(适合 4岁以下儿童玩具)等安全问题为合格.测试(试验)的方法和程序1)单独的组件,啤件个别试验.2)部分或整体装配试验.3)成品检验试验.以上1),2)根据产品的特性,要求及规格进行个别的试验,而3)则是成品的全过程试验和要求,整个试验程序分可靠性试验和安全性试验二部分.可靠性试验(RELIABILTY)(一)外观(ASRECD)外箱:1)装错箱严重(MAJ)2)入错包装严重(MAJ)3)字麦不清楚,无法辨认严重(MAJ)4)箱规格偏大,偏小严重(MAJ)5)箱烂,污染严重(MAJ)6)外箱边缘开口,爆开严重(MAJ)A.10 缺陷 20 轻微(MIN)B.缺陷 20 严重(MAJ)7)漏印或错印严重(MAJ)8)箱内包装组合错误严重(MAJ)9)包装品露出外箱严重(MAJ)10)漏装成品或漏放警告书极严重(CR)包装:1)包装方式与签办不相符严重(MAJ)2)叽塑,透明度差严重(MAJ)3)叽塑烂,离口,胶袋封口A.总的封口周围 10 缺陷≤20或3/4” 缺陷≤1/2”长轻微(MIN)B.缺陷 20 或 1”严重(MAJ)4)叽塑边外露:A.长度 1/16”,但≤1/8”轻微(MIN)B.长度 1/8”严重(MAJ)5)彩盒,卡纸印刷不良长度 1/8”,但≤1/4”或 0.01平方寸,但≤0.04平方寸轻微(MIN)超过则严重(MAJ)6)彩盒,彩卡,叽塑,成品弄脏,污秽,损伤,刮花,套色移位.A.缺陷长度 1/8”,但≤1/4”或 0.01平方寸,但≤0.04平方寸轻微(MIN)B. 缺陷长度 1/8”或面积 0.04平方英寸严重(MAJ)C. 彩盒漏贴胶纸严重(MAJ)D. 漏放说明书严重(MAJ)E. 彩盒接缝开口长度 5 ,但≤10 胶水粘合的总长度轻微(MIN)长度 10 胶水粘合的总长度严重(MAJ)F.漏移印,喷油,贴纸,配件. 严重(MAJ)G.啤件混色,变形,缩小,夹水纹,起泡,批锋等,视其面积而定.以上之外观要求应在正常日光灯下距离12”肉眼对照样办辨别.(二)运转试验(TRANSTF)当完成外观试验后,将产品的缺陷情况做好记录,并在缺陷的部位标注缺陷程度:MAJ或MIN而注明是BEFOKE TRANSIT,即运输试验之前,将其简化成B/T,然后将产品按原来之包装方法装好封口放在运输试验机上进行运输试验.1)运输试验的目的:仿真产品在于搬运,运输,储存过程中,抵抗连续振动,投掷,迭压及防盗等情况的能力,其中包括卡通香,产品的包装方法,是否完善和符合要求达到包装保护产品的目的.2)试验内容:A.振动试验B.卡通箱投掷C.静压力测试3)试验样板:最小需要3个卡通箱成品,其中2个卡通箱用于振箱及投掷,另一个箱则用于静压力测试.4)试验设备:A.振机(振动位)B.L ABDROP TEXT地胶板C.法码—需有二百至三百磅重.D.标准平板—3/4”(厚度按测试样板)5)试验程度I.振箱试验(VIBRATIOX TEXT)A.检查两卡通箱封口完整后,放置于振动台上,其中一箱封口向上,而另一箱封口向下,两箱成品成90度摆放.B.卡通箱放在振动台,以使其不会翻倒为准,卡通箱在1英寸直径的圆形轨迹上运转.C.把振动台的振动频率调至200转/分±裂10.D.测试时间为最小60±0.5分钟.E.完成振箱试验后,每个样板箱都接着做以下试验.II.投箱试验(DROPCTN)A.投掷高度依据一箱成品的毛重决定:0---25LBS 30in26---40LBS 24in41---60LBS 18in61---100LBS 12inB.投掷方向(顺序): 一角三边六面完成以上程序,必须检查外箱及成品的受损程度将试验后的缺陷程度等情况,做好记录,作为反应成品程度的依据.在通常程序下,测试卡通箱成品必须先进行投箱试验,方向对被测试卡通成品进行检查(包括卡通箱,包装彩盒或叽塑包装,包装配件,成品的外观及功能部分)但在特殊情况下,测试卡通箱成品在完成振箱试验后,可全面检查再缺陷程度情况,作为振箱试验依据,然后再按原来方法包装成品,进行投箱测试.投掷地板要求:混凝土地面2.5”厚表面用1/8”厚专用“岩塘牌”LAB TEXT胶地板,以模拟欧美国家家庭地板状况.III.静压力测试(STATIC COMPRESSION TEXT)A.把测试卡通箱成品(按卡通箱成品于仓库存放摆放姿势)摆放在标准的平板上,再于卡通箱上盖上平板.B. L=W X [(H-D)/D]L:测试所需砝码重量(单位:磅)W:测试卡通成品的毛重(即除去卡通箱的重量,单位:磅)D:卡通箱高度(按卡通箱在测试时量取其高度得出,单位:英寸)H:未测试前卡通箱高度(单位:英寸)依据程序计算所需负加重量,把所需的砝码平均施压在测试卡通箱之平板上.C.测试进行60 0.5分钟.D.测试完成后,把砝码移开,并全面检查(包括卡通箱,包装彩盒叽塑包装,包装配件,产品的外观及功能部分)评定:A.振箱测试及投箱测试项目:次品问题次品级别产品外观严重受损极严重CR产品失去应有功能极严重CR包装彩盒严重受损极严重CR产品于包装盒内位置颠倒混乱严重MAJ包装彩盒严重被擦花磨损严重MAJ其它轻微MIN严重MAJ不能超过测试样本总的5%(其中2CR=3MAJ,10MIN=1MAJ)B.静压力测试项目.测试后,产品本身不能有任何损毁,仍必须具有保护产品在运输,储存中免盗窃的能力,此为本项目的合格评定.(三)功能(FUNCTION)功能要求分为一般功能要求,特殊功能要求和装配功能要求.1) 一般功能要求:例如一个产品可以平稳地站立或卧倒在平面的台上,叽塑卡能平稳的竖立在平台上等.2)特殊功能要求:根据客户和不同产品特征要求进行功能检验.3)装配功能要求:所有装配部分,能自由装卸(用胶水粘合,螺丝固定的除外).2磅<装卸力 4磅轻微(MIN)装卸力>4磅严重(MAJ)4) 3”功能投掷主要针对装卸部分而定,其程序是将全部可拆部件安装后,以3”的高度在平面上投掷3次,观察装卸部件是否脱落,监别3”功能投掷的缺陷程度:投掷3次,其中1次装卸部件脱落----------轻微.投掷3次,其中2次装卸部件脱落----------严重.(四)老化试验(AGING)试验目的:仿真产品存储或运输途中爆晒或产品外露环境下的情况.试验范围:A.包装成品---即连同彩盒或卡通箱进行B.个别产品或配件.试验条件:将成品或个别配件放置于攫氏54 3的焗炉之内进行老化过程的试验, 放置焗炉时间为48 1小时.试验程序:1)测试前对外观,功能作检查.2)测试样本保持在正常放存的状态.3)试验样本的外观出炉后在室温下放置4小时以上.4)对样本的外观,功能作检查.5)检查后的样本再进行其它项目的试验.6)试验范围只限于可靠性试验的范围之内.(室温条件25 C 5)(五)潮湿试验(HWMMIDITY)试验目的:仿真产品在储存或运输涂中遇到潮环境下对产品的影响程度.试验范围:A)包装成品---连同彩盒或卡通箱进行.B)个别产品或配件(金属配件必须做此项试验)试验条件:将成品或配件放于密封容器中,物体需隔离水平,把装有成品或配件密封容器放于焗炉内加温至攫氏54 C 3,相对湿度95%,以上焗至24小时.试验程序:1)放入密封容器之前,先对外观,功能作检测.2)测试样办保持正常存放时的状态.3)试验样办出炉后在室温下放置4小时.4)对样办的外观,功能作检查(对电子产品更为重要)评定:任何金属及金属配件生锈,或失去功能,贴纸脱落,要视其程度而定.(六)擦油试验(ABRASION TEST)试验目的:检验产品金属于非金属表面涂层对抗摩擦的能力.试验范围:所有产品表面之涂层(包括喷油,移印,丝印,烫印,电镀表层等).试验程序:1)金属和非金属表面涂层必须干透.2)用沙胶笔施于1磅压力擦的时候要重点涂.3)在涂层表面上移动1英寸,从开始的位置推出,然后回到原来的位置为1个周期.4)试验需完成10个周期.试验工具:BLAISDALL 536-T 1/4”直径,沙胶笔,水胶笔头切成平面.评定: 5个周期涂层被擦除露出底色或基材严重.5个周期≤ 10个周期后涂层被擦除露出底色或基材轻微.(七)介油试验(ADHESION TEST)试验目的:检验产品表面涂层或基材的附着力.试验范围:所有产品表面涂层(包括喷油,移印,丝印,烫金等).试验程序:1)金属和非金属表面涂层必须干透.2)选取平面部分,用介刀在表面介11条相距1/16”的介痕,介痕必须介入基材.3)在场11介痕上再加11条介痕与其垂直的介痕.4)将胶纸贴在介痕上用手指平面力压紧,切勿用指甲或其它硬物压.5)将胶纸贴在介痕上枪后,应放置1分钟后将胶纸成45度用力拉出.评定: 10% 被胶纸揭脱的涂层面积占总面积≤20% 轻微被胶纸揭脱的涂层面积占总面积≥20% 严重(八)冲沙试验(SAND ABRASION TEST)试验目的:检验产品涂层对抗摩擦的能力.试验范围: 所有产品表面涂层(包括喷油,移印,丝印,烫金等),特别是对于形状不规则而无法做介油试验的表面涂层.试验设备:1)冲沙装置.2)标准沙粒,沙粒直径为6.00μM.3)冲沙口与试验产品成45度.试验条件:1)冲沙速度:2公斤沙在21—23秒内流放完毕.2) 喷油, 丝印,烫金用2公斤.3) 移印,用1公斤.试验程序: 1)样办表面涂层必须干透.2)将所需容积的沙放在漏斗中.3)把样办放在柱管下,成45度角,保持距离1”.4)打开开关,让沙流下.5)检查涂层表面授损情况程度.评定: 样办在一半用量冲沙时,爆露出底色或基材严重样办在全部用量冲沙后,爆露出底色或基材轻微附注:按规定沙粒在进行50次试验后即丢弃.(九)铅笔硬度试验(PENCIL HARDNESS)试验目的:检验涂层应具有的硬度特征.试验范围: 所有产品表面涂层(包括喷油,移印,丝印,烫金等)试验设备:1)标准”HB”,”1H”铅笔.2)”0”号水磨沙纸.3)介刀.试验程序: 1)样办表面涂层必须干透.2)用”0”号水磨沙纸磨尖铅笔尖成45度角.3)用铅笔尖垂直在涂面刮.4)用1磅力将笔尖刮涂层表面1〃以上的距离.评定:1)用”1H”铅笔刮后能使涂层下之底色或基材爆露轻微2)用”HB”铅笔刮后能使涂层下之底色或基材爆露严重(十)盐水试验(ASLT SOLUTION TEST)试验目的:检验产品或配件(特别是金属配件)遇水抵抗氧化或腐蚀的能力.试验范围:所有在水中玩或充水的玩具及配件.试验条件:盐水成分由蒸馏水加10%食盐溶解液.试验程序:1)准备盐水.2)把测试样办浸在盐水中24小时.评定:视氧化生锈的程度.(十一)拉力试验(PULL TEST)试验目的: 检验成品或配件所能承受的拉力磅数能否达到指定要求.试验范围:凡玩具上用螺丝,胶水装配而成的,用手握住的部分或配件.试验设备:1)拉力磅2)台钳3)拉力钳4)砝码试验程序: 1)将被拉部分用拉力钳钳紧或扣紧.(在不伤害配件的情况下)2)拉力磅校空,用5秒的时间将拉力升至指定的磅数,然后保持拉力时间为10秒.3)拉力可分为平衡力,垂直力和拗力.4)可靠性拉力通常在15磅以下,安全性拉力在15---25磅.5)吊重时间和重量:吊重时间最少5秒钟及25磅吊重砝码.评定:在要求时间内测试甩出,则为合格.若是拉力过程中配件烂或甩出时,要对甩出的配件套用”利边,利角,小物体”等安全性标准来评定是否有安全性问题. (十二)布缝拉力试验(SEAM PULL TEST)试验目的:检验布缝拉力试验的标准.试验范围:1)一切用于车缝的织物(布料,毛戍料).2)由布料车缝,手缝的产品.试验设备:1)拉力磅.2)A-22平口拉力钳2把(1把钳口上有3/4”的圆形铁口).试验程序:1)用A-22钳在缝边两边各距缝口1/2”位置钳紧,然后作拉力试验(即钳与钳之间的距离1”).(2)试验所用的样板分别对经纱和纬纱作拉力(十三)生熟测试(CURING TEST)试验目的: 检查搪胶件的生熟程度.试验范围: 一切搪胶(PVC)的产品配件.试验条件: 1)丙(ACETONE)2)丁(M.E.K)与甲笨(TALUENE)各半混合的溶液10分钟.3)毛笔(排笔)4)亚士通.(十四)扭力测试(TORQUE TEST)试验目的: 检验成品,配件所应承受的扭力磅数是否符合规定要求.试验范围: 所有能够用手指可捏住的部位或配件(包括:胶水粘合,螺丝装配的部件).试验设备: 1)扭力磅. 2)A-22钳.试验程序: 1)将测试的部份钳在扭力磅上,(在不伤害配件的情况下)2)将钳固定另一部分.3)用5秒的时间将扭力升至指定的磅数,然后保持其扭力时间10秒.4)可靠性扭力,扭力磅行事先需较量.A.在扭力能够达到2LN-LBS时,只需扭至指定的磅数(分+,-方向).B.在扭力不能够达到指定的磅数时,就应按角度 90 来作扭力.5)安全性扭力.A.在扭力能够达到4LN-LBS时,只需扭至指定的磅数(分+,-方向).B.在扭力不能够达到指定的磅数时,就应按角度 180 来作扭力.评定:在小于或等于10秒内测试件甩出,则为合格.若是拉力过程中配件烂或甩出时,要对甩出的配件套用”利边,利角,小物体”等安全性标准来评定是否有安全性问题.(十五)投掷试验(DROP TEST)试验目的:检验成品受撞击的伤害程度.试验范围:成品,半成品或配件.试验设备:投掷试验用的地板(参照前,投掷地板要求)试验程序:1)将产品或部件在投掷试验的地板进行.2)可靠性投掷30”X4次.3)安全性投掷36”X4次.4)18个月以下投掷54”X10次.评定:1)可靠性投掷,检验功能受损程度.2)安全性投掷检验产品是否符合安全标准.(十六)屈曲测试(FLEXURE TEST)试验目的:制定一测试标准以评估玩具在预期使用中经屈曲是否造成损坏.试验范围:适用于含有金属线而且金属线能在外力施压下可屈曲60 和直立的玩具或配件.试验程序:1)将测试产品夹在两边直径为3/8”的物上.2)在自夹位起2”长的位置用力,测试品向逆时针方向屈曲60 (或达到要求最大力度).3)再将测试品向顺时针方向屈曲120 .4)以2秒/CYOKS的速度重复2),3)条步骤,共30CYOKS.5)屈曲来回120 为1CYOKS.要求: 适合年龄 18个月,最大屈曲力适合用于10LBS.适合年龄10~36个月,最大屈曲力适合用于15LBS.适合年龄36~96个月,最大屈曲力适合用于15LBS.A)36个月以下儿童玩具测试后无利角,利边,容易误吞物为合格.B)三岁到八岁之儿童玩具测试后无利角,利边为合格.(十七)屈曲力测试(BENDING TEST)试验目的:产品在正常使用或烂用中会受到屈曲力的模拟测试.试验范围:产品上任何凸出部分或装配部分,或会受到屈曲情况.试验样办数量:至少10PCS.试验设备: A)拉力磅. B)金属圆饼.试验程序:1)将产品要测试部分固定在适当位置.2)屈曲力之方向与产品要测试部分之主轴成90 角.3)用5秒时间屈曲至指定之角度或屈曲力,然后停留10秒.要求:A.四岁儿童以上之儿童玩具,屈曲力15LBS或屈曲角度90 ,试验之后无利边, 利角为合格.B.四岁以下的儿童玩具屈曲力为15LBS屈曲角为45 ,试验后无利边,利角,容易误吞物为合格.二安全性试验(SAFETY)(十八)压力实验COMPRESSION TEST)试验目的:检验产品受压力的程度.试验范围:任何在安全性投掷时,未能直接撞击的部位.试验设备:1)压力磅2) 压力饼DIA3/4”试验程度:1)投掷时不能直指撞击的部位.需做压力试试.2)压力磅数为50~10磅.3)以5秒钟的时间将压力升对指定磅数.在指定的磅数内停留10秒.试验要求:检验产品的受损程度及是否有安全性问题.(十九)咬力试验(BITE TEST)试验目的:检验产品咬力承受磅数.试验范围:成品或半成品.试验设备:咬力器.试验程序:1)在产品外露最薄弱的位置进行.12个月以下的玩具需要做此项试验.2)咬力磅数为50~10磅3)以5秒钟的时间将胶力升至指定磅数.在指定磅数内停留十秒钟.评定: 检验产品是否被咬裂咬断存在(小物体)的安全性问题.(二十).燃烧试验试验目的:检验产品的燃烧速度是否符合标准.试验范围:所有布公仔’塑料件.试验设备:蜡烛.燃烧实验支架.i.试验程序☺)将指定的蜡烛点燃至正常燃烧.甲、☺☺将实验用的布或胶件钳在支架.乙、☺☺☺被燃烧物体长度为12”4)将蜡烛用5秒种时间燃烧被测物体’5)5秒钟后将蜡烛移开.6)若蜡烛移开后.自动熄灭是否符合安全标准.7)若蜡烛移开后.物体继续燃烧.10秒种时间后已燃烧长度小于6英寸.亦为符合安全标准.8)若燃烧长度大于或等于6英寸.则下符合安全标准.(二十一). 保护试验试验目的:防止产品失窃.试验范围:封口胶纸.吸塑包装.窗口彩盒(WINDOW BOX)试验设备:1)手指2)锌3)试胶纸座.针试验程序:1)试胶纸.将2”长的胶纸贴在胶纸座上.把压针装在压力磅上.以14LBS插入孔内,保持10秒时间胶纸不能穿孔.2)窗口彩盒胶片试验,在距离角位1”的位置将手指垂直压10磅力, 10秒时间,分3个位置压(角位,边位,磳).要求:爆开口的长度小于或等于1”.3)铲:吸塑彩盒玻璃纸.在距离角位2”的位置.用3LBS力平衡铲入.保持10钞钟时间.要求:铲入深度小于或等于1”(二十二): 利边标准SHARP EDGE STD试验目的:利定一测试标准以限制测试样本存有利边应用范围:适合八岁以下的儿童使用之产品.不可以存有利边.(二十三): 利角(尖点)测试(SHARP POINT TEST)试验目的:检定测试样本是否有利角.应用范围:任何车玩具或其配件让可被触及的部份.试验设备:利角测试器(SHARP POINT TESTER)试验程序:1)依据(PSCISOO.58CC)之定义.任何可怀疑的利角.均需接受测试.2)把利角测试器的调节螺丝转动至红灯刚显示为止.。
玩具材料镉含量标准
玩具材料镉含量标准是指对于玩具材料中镉元素的含量进行限制的标准。
镉是一种有毒有害的重金属元素,对人体健康和环境都有一定的
危害。
因此,对于玩具材料中的镉含量进行限制,是保障儿童健康和
环境安全的重要措施。
玩具材料镉含量标准的主要内容包括以下几个方面:
1.限制镉含量的范围:根据国家标准,玩具材料中镉的含量应该小于0.01%。
这个限制范围是根据镉的毒性和儿童对玩具的接触频率等因
素综合考虑而制定的。
2.检测方法和标准:对于玩具材料中镉含量的检测,通常采用化学分析方法进行。
国家标准规定了具体的检测方法和标准,包括样品的准备、检测仪器的选择和校准、检测过程中的控制等方面的要求。
3.适用范围和对象:玩具材料镉含量标准适用于所有生产、销售和进口的玩具材料,包括塑料、橡胶、金属、纺织品等各种材料。
检测对象
主要是玩具材料中的镉元素含量,而不是成品玩具的镉含量。
4.监督和管理:为了确保玩具材料镉含量标准的有效实施,国家对生产、
销售和进口的玩具材料进行了监督和管理。
相关部门会对市场上的玩具材料进行抽样检测,对不符合标准的产品进行处罚和召回。
玩具材料镉含量标准的实施,对于保障儿童健康和环境安全具有重要的意义。
同时,也提醒消费者在购买玩具时要注意产品的质量和安全性,选择符合标准的产品,避免给孩子带来潜在的健康风险。
加拿大玩具标准(玩具涂层中可溶性砷、钡、硒、锑、镉的测定)加拿大产品安全参考手册卷5:实验室方针和程序加拿大卫生部B部分:测试方法部分方法C03涂层中可溶砷、硒、镉、锑、钡的测定1.范围1.1 该方法大致介绍了《危险品法案》目录1中第1部分第9条中提到的装饰或保护性涂层中可溶砷、硒、镉、锑、钡的测定程序。
2.引用文件2.1 ASTM测试方法中的精度和偏差的常规做法2.2实验室内部质量控制方法和低水平数据报告的讨论方法2.3约翰·柯南·泰勒,化学方法的质量保证2.4加拿大国家标准:保护性涂层中毒性微量元素的测试方法2.5 C·华生:涂层中可溶砷、硒、镉、锑、钡的测定方法的优化2.6 A·巴布科克:涂层中可溶砷、硒、镉、锑、钡的测定方法的优化3.试剂和仪器3.1 配备了一个可以添加内标的三通的安捷伦7500 a的ICP-MS3.2 1000ppm的砷、硒、镉、锑、钡标准物质,或10pp m±0.5%的砷、硒、镉、锑、钡(加其他元素)的混合标准物质,SCP科学或替代物,可以追溯到美国国家标准及技术研究所,为校准用3.3 10ppb的砷、硒、镉、锑、钡校正控制标准物质3.4 1000ppm的镓,铟和铋的标准物质,SCP科学或其等价物,可以追溯到美国国家标准及技术研究所,用来内部校准3.5 不含砷、硒、镉、锑、钡的超纯水3.6 盐酸,浓度为37%(质量比),痕量金属级,世尔科技3.7 硝酸,浓度为69%(质量比),痕量金属级,世尔科技3.8 手术刀或其他合适的刮削工具3.9四氢呋喃,高效液相色谱级,卡列登实验室有限公司3.10电动研磨机3.11研钵和研杵3.12空气对流加热炉3.13干燥器3.14筛子,250和500微米的网格3.15盛放筛漏油漆的样品瓶3.16分析天平,精度为0.1毫克3.17称量容器3.18玻璃烧杯,50毫升3.19震动热板或电磁搅拌器3.20滤纸,沃特曼40号3.21漏斗,适合50毫升容量瓶或试管3.22容量瓶,50毫升和2升3.23样品管、螺旋帽,50毫升认证体积3.24移液管,10-100微升,100-1000微升,0.5-2.5毫升,1-10毫升3.25美国国家标准及技术研究所1633 b,粉煤灰,用作质量控制4.测试步骤4.1用手术刀或其他合适的刮削工具从待测样品上刮下涂层,一定要小心,不要把任何基材刮下来。
----------------------------玩具安全标准1.儿童玩具的年龄范围:014岁.2.儿童玩具安全标准.2.1美国—消费品安全公署(CPSC)制定之”玩具及儿童用品条例”.ASTMF963-86玩具安全标准.各种金属元素的规定限量列于下表:part per million--ppm元素名称铅LEAD(PB) plumbum可接受之含量0.060或600PPM 2.2加拿大--危险品(玩具) 条例由加拿大标准学会(GSA) 制定.2.3澳洲--AS.1647玩具安全标准.2.4欧洲--欧洲共市协调标准EN71(88年版).--英国BS5665 --法国 NF51-2022.5中国(PRC)--GB6675--86玩具安全.3.玩具之毒性(TOXIGOLOGY)3.1有毒物质--制造玩具的物料及合成玩具的各部分都必须清洁,以防任何细菌的传染.3.2重金属成份--所有制造玩具用的物料,包括塑料,色粉,原料,电度层及润滑济等,均不能含有超量的重金属成份,一般以百分比重(PPM)作计量单位.砒ARSENIC(AS) 0.060或600PPM镉CADMIUM(CD) 0.060或600PPM汞MERCURY(HG) 0.060或600PPM硒selenium(SE) 0.060或600PPMAS+CD+HG+SE的总量0.060或600PPM可溶解的重金属化合物锑SB 0.025或250PPM砒AS 0.010或100PPM钡BA 0.050或500PPM硌CR 0.025或250PPM镉CD 0.010或100PPM汞HG 0.010或100PPM4.易燃性能(FLAMMABILITY)--此标准的目的是减低儿童因玩弄易燃玩具而导致灼伤的机会.4.1 ASTMF 963-86A.玩具成品(包括布类及非布类玩具):--将玩具平放燃烧,若速度超过每秒0.1英寸(2.5MM)便不合格.B.布料:将一块2X6布料平放在已用车缝线绕好的”U”形燃烧架上,在开口的一端点火规格要求: 燃烧速度不可大于于10IN/MIN4.2 EN71--主要针对玩具面具,假发,假胡须,玩具服装,玩具营帐及布面填充玩具.5.年龄标记(AGE GRADING)----------------------------每个玩具都必须有清楚的年龄标记,以供顾客选择合适的玩具.玩具的设计必须与其年龄标记相符.年龄标记只是一种劝告的标志,如果一个玩具的设计或外形是适合年龄标志外的儿童,制造商必须改良设计,使该年龄外的儿童亦能安全使用此玩具,制造商不能以年龄标记为后盾,推卸设计失误的责任.6.容易误吞食物体(SMALL ITEM)--此标准是为了减小儿童因误吞或者误叽细小物体而引起致室息的危险.定义:任何物体能安全放入平面形状之容易误吞物测试筒内为容易误吞物.(31.75X57.15MM) --此标准适合于三岁以下儿童使用之产品不能有任何容易误吞物.1) 三岁以下儿童的玩具.2) 用口部起动的玩具(如:哨子)3) 所有弹射物.6.1多孔的物体.如粗棉布,绳,戍珠等不容易误吞物.6.2腊笔,粉笔,纸做的书本等不容易误吞物.6.3不适合三岁以下儿童使用产品必须在成品包装上注明:“FOR AGE 3 AND UP“(三岁或以上)6.4成品上不可以有任何公认供儿童放在口部使用之容易误吞物,如口部使用的玩具和针,大头针,车缝针等.6.5成品上突出部分不属容易误吞物.--在正常玩耍滥用测试前后,均必须测试玩具及其它脱离玩具主体的部分.--评定,测试样本是以任何一角度可以放入测试筒内,即判定此测试样本为容易误吞物.7. 利边(SHARP EDGE)凡适合八岁以下儿童的玩具,在正常玩耍及滥用测试前后都不能接触到利边,如适合4~8岁的儿童玩具必须要有功能性的利边时,应在显眼处警告性语句以示提醒,并可能加上保护罩.8. 利角(SHARP POINDGE)凡适合八岁以下儿童的玩具,在正常玩耍及滥用测试前后都不能接触到利角.9. 接触标准﹕玩具的任何部分是否被儿童之手指接触到之试验标准.10. 孔洞与间隙(HOLESAND CLEARANCE).11. 包装模(PARKAGING FILM).12. 绳类物料标准.13. 撞击玩具:所有玩具不能产生撞击性噪音高于138KB(分贝).14. 凸出物.15. 浮水玩具16. 婴儿玩具/手摇发声玩具标准.17. 弹射玩具18. 玩具测试前之处理.--冰冻处理(PRE-CONDITIONING)所有非全布类或非金属类玩具,在进行所有测试(包括滥用测试ABUSE TEST)之前,必须先于05(-102)之温度冷冻四小时,取出后存放至于室温四小时,再放进炉四小时,炉温为1305,573,然后取出存放至于室温四小时,重复如上述步骤作第二次循环处理.--洗水处理(WASHING)所有洗水玩具在进行所有测试(包括滥用测试)之前,必须用洗衣机及用离心干衣机甩干,共作六次循环处理.19. 滥用测试此类测试是模拟儿童对玩具所做的破坏性行为,如投掷,拉,扭,拗及挤压等动作,在进行测试后,须检查玩具及其它部是否存在安全性问题.19.1投掷试验—测试玩具在正常或滥用中的防撞击力,投掷面应为特定的媒介,按«国际性标准»作投掷试验.19.2扭力,拉力测试—--所有玩具如有任何凸出部分,装配部分能让儿童咬到或手指抓到的,都需要作此测试,测试时,每个测试部分需作扭力试验,然后再作拉力试验.--扭力测试是测试部分于5秒内扭至180或扭至规定扭力磅数,然后维持10秒,方向是平行部之主轴,跟着是重要部件主轴,把部件拉至规定磅数.--ASTM要求适应年龄于: 扭力(IN-LBS) 拉力(LBS)0至18个月 2.2IN-LB 10.5LBS18至36个月 3.2IN-LB 15.5LBS36至96个月 4.2IN-LB 15.5LBS--EN71要求:A.若可抓到并且其尺寸小于6MM需接受50N(11.5LBS)B.若可抓到并且其尺寸大于6MM需接受90N(20.5LBS)19.3布缝力,拉力测试--适合于一切用于车缝的布料及由布料车缝,手针成的产品包括衣服,公仔身等.--因A-22钳在需测试之布缝边,两边各相1/2英寸位置钳好,然后扭至所需之磅数.--要求:A.布做的公仔衬衣之缝边拉力要求为9LBS.--B.布做的公仔或充棉产品之缝边拉力要求为18LBS.--测试之后,检查缝口是否因线断或布料爆裂而导致有安全问题,如容易误吞物,利角,利边等.19.4软件玩具之附体拉力测试(STATIC TEST )--适应于所有软件玩具上攘打于布料上的所有配件(如:眼鼻,嘴的硬胶配件).--将攘打于布料上的测试配件,钳扣紧于台中有空间的中央,于5秒内加上指定的磅数,保持最少5分钟.--规格要求:加拿大标准:要求至少20LBS.19.5咬吞测试(BITE TEST)--所有玩具如有任何部件或配件能进入口部,厚度小于1.25英寸,进入口部深度大于1/4英寸者,均须接受此测试.--将测试品放入咬吞测试器中,在5秒内加至所需之压力,然后停留10秒.压力要求如下: 0—18个月25LBS18—36个月50LBS36-96个月100LBS--测试后,无具安全问题(如容易误吞,利角,利边等).19.6屈曲测试(FLEXURE TEXT)--所有玩具如含有金属线且金属线能在外力施加下,可屈曲60度和直立的玩具配件,均需接受此测试.--测试方法:将测试品夹在两边直径为3/8英寸的物体上,以夹位2英寸长的位置用力,沿逆时针方向将测试品屈曲60度(或达到要求最大力度),再将测试品向顺时方向屈曲120度,以2秒1循环的速度屈曲,来回120度为1循环,共屈曲30 循环.--规格要求: 适合年龄于最大屈曲力适用于0—18个月10LBS18—36个月15LBS36-96个月15LBS--经屈曲测试后,玩具无容易误吞物(三岁以下儿童玩具),利边,利角等为合格.19.7拗力测试(BENDING TEST)--玩具中任何凸出部分装配部分抵受拗曲之能力测试.--测试方法:将产品要测试部分固定在适当的位置,拗力之方向应与产品要测试部分之主轴成90度,在5秒内拗至所定角度或拗力磅数,然后停留10秒.--测试要求:A.4岁以下儿童玩具拗力15LBS ,屈力为90.B.4岁以上儿童玩具拗力15LBS ,屈力为45.--测试之后无利边,利角,容易误吞物(适合4岁以下儿童玩具)等安全问题为合格.19.8压力测试(COMPRESSION TEST)--评估玩具中任何被儿童接触之部分抵抗被挤压的能力.--测试方法:将产品放置在紧硬之平面上,金属圆饼1.125英寸(128.6MM),直径0.375英寸(9.5MM)厚,圆饼边缘有0.03125英寸(0.79MM)为半径,垂直压于测试部分,在5秒内压至所需磅数,然后停留10秒.--规格要求: 适合年龄于0—-18个月20LBS18—36个月25LBS36--96个月30LBS--测试之后无利边,利角,容易误吞物(适合4岁以下儿童玩具)等安全问题为合格.测试(试验)的方法和程序1)单独的组件,啤件个别试验.2)部分或整体装配试验.3)成品检验试验.以上1),2)根据产品的特性,要求及规格进行个别的试验,而3)则是成品的全过程试验和要求,整个试验程序分可靠性试验和安全性试验二部分.可靠性试验(RELIABILTY)(一)外观(ASRECD)外箱:1)装错箱严重(MAJ)2)入错包装严重(MAJ)3)字麦不清楚,无法辨认严重(MAJ)4)箱规格偏大,偏小严重(MAJ)5)箱烂,污染严重(MAJ)6)外箱边缘开口,爆开严重(MAJ)A.10缺陷20轻微(MIN)B.缺陷20严重(MAJ)7)漏印或错印严重(MAJ)8)箱内包装组合错误严重(MAJ)9)包装品露出外箱严重(MAJ)10)漏装成品或漏放警告书极严重(CR)包装:1)包装方式与签办不相符严重(MAJ)2)叽塑,透明度差严重(MAJ)3)叽塑烂,离口,胶袋封口A.总的封口周围10缺陷20或3/4”缺陷1/2”长轻微(MIN)B.缺陷20或1” 严重(MAJ)4)叽塑边外露:A.长度1/16”,但1/8” 轻微(MIN)B.长度1/8” 严重(MAJ)5)彩盒,卡纸印刷不良长度1/8”,但1/4”或0.01平方寸,但0.04平方寸轻微(MIN)超过则严重(MAJ)6)彩盒,彩卡,叽塑,成品弄脏,污秽,损伤,刮花,套色移位.A.缺陷长度1/8”,但1/4”或0.01平方寸,但0.04平方寸轻微(MIN)B. 缺陷长度1/8”或面积0.04平方英寸严重(MAJ)C. 彩盒漏贴胶纸严重(MAJ)D. 漏放说明书严重(MAJ)E. 彩盒接缝开口长度5,但10胶水粘合的总长度轻微(MIN)长度10胶水粘合的总长度严重(MAJ)F.漏移印,喷油,贴纸,配件. 严重(MAJ)G.啤件混色,变形,缩小,夹水纹,起泡,批锋等,视其面积而定.以上之外观要求应在正常日光灯下距离12”肉眼对照样办辨别.(二)运转试验(TRANSTF)当完成外观试验后,将产品的缺陷情况做好记录,并在缺陷的部位标注缺陷程度:MAJ或MIN而注明是BEFOKE TRANSIT,即运输试验之前,将其简化成B/T,然后将产品按原来之包装方法装好封口放在运输试验机上进行运输试验.1)运输试验的目的:仿真产品在于搬运,运输,储存过程中,抵抗连续振动,投掷,迭压及防盗等情况的能力,其中包括卡通香,产品的包装方法,是否完善和符合要求达到包装保护产品的目的.2)试验内容:A.振动试验B.卡通箱投掷C.静压力测试3)试验样板:最小需要3个卡通箱成品,其中2个卡通箱用于振箱及投掷,另一个箱则用于静压力测试.4)试验设备:A.振机(振动位)B.L ABDROP TEXT地胶板C.法码—需有二百至三百磅重.D.标准平板—3/4” (厚度按测试样板)5)试验程度I.振箱试验(VIBRATIOX TEXT)A.检查两卡通箱封口完整后,放置于振动台上,其中一箱封口向上,而另一箱封口向下,两箱成品成90度摆放.B.卡通箱放在振动台,以使其不会翻倒为准,卡通箱在1英寸直径的圆形轨迹上运转.C.把振动台的振动频率调至200转/分裂10.D.测试时间为最小600.5分钟.E.完成振箱试验后,每个样板箱都接着做以下试验.II.投箱试验(DROPCTN)A.投掷高度依据一箱成品的毛重决定:0---25LBS 30in26---40LBS 24in41---60LBS 18in61---100LBS 12inB.投掷方向(顺序): 一角三边六面完成以上程序,必须检查外箱及成品的受损程度将试验后的缺陷程度等情况,做好记录,作为反应成品程度的依据.在通常程序下,测试卡通箱成品必须先进行投箱试验,方向对被测试卡通成品进行检查(包括卡通箱,包装彩盒或叽塑包装,包装配件,成品的外观及功能部分)但在特殊情况下,测试卡通箱成品在完成振箱试验后,可全面检查再缺陷程度情况,作为振箱试验依据,然后再按原来方法包装成品,进行投箱测试.投掷地板要求:混凝土地面2.5”厚表面用1/8”厚专用“岩塘牌”LAB TEXT胶地板,以模拟欧美国家家庭地板状况.III.静压力测试(STATIC COMPRESSION TEXT)A.把测试卡通箱成品(按卡通箱成品于仓库存放摆放姿势)摆放在标准的平板上,再于卡通箱上盖上平板.B. L=W X [(H-D)/D]L:测试所需砝码重量(单位:磅)W:测试卡通成品的毛重(即除去卡通箱的重量,单位:磅)D:卡通箱高度(按卡通箱在测试时量取其高度得出,单位:英寸)H:未测试前卡通箱高度(单位:英寸)依据程序计算所需负加重量,把所需的砝码平均施压在测试卡通箱之平板上.C.测试进行600.5分钟.D.测试完成后,把砝码移开,并全面检查(包括卡通箱,包装彩盒叽塑包装,包装配件,产品的外观及功能部分)评定:A.振箱测试及投箱测试项目:次品问题次品级别产品外观严重受损极严重CR产品失去应有功能极严重CR包装彩盒严重受损极严重CR产品于包装盒内位置颠倒混乱严重MAJ包装彩盒严重被擦花磨损严重MAJ其它轻微MIN严重MAJ不能超过测试样本总的5%(其中2CR=3MAJ,10MIN=1MAJ)B.静压力测试项目.测试后,产品本身不能有任何损毁,仍必须具有保护产品在运输,储存中免盗窃的能力,此为本项目的合格评定.(三)功能(FUNCTION)功能要求分为一般功能要求,特殊功能要求和装配功能要求.1) 一般功能要求:例如一个产品可以平稳地站立或卧倒在平面的台上,叽塑卡能平稳的竖立在平台上等.2)特殊功能要求:根据客户和不同产品特征要求进行功能检验.3)装配功能要求:所有装配部分,能自由装卸(用胶水粘合,螺丝固定的除外).2磅<装卸力4磅轻微(MIN)装卸力>4磅严重(MAJ)4) 3”功能投掷主要针对装卸部分而定,其程序是将全部可拆部件安装后,以3”的高度在平面上投掷3次,观察装卸部件是否脱落,监别3”功能投掷的缺陷程度:投掷3次,其中1次装卸部件脱落----------轻微.投掷3次,其中2次装卸部件脱落----------严重.(四)老化试验(AGING)试验目的:仿真产品存储或运输途中爆晒或产品外露环境下的情况.试验范围:A.包装成品---即连同彩盒或卡通箱进行B.个别产品或配件.试验条件:将成品或个别配件放置于攫氏543的焗炉之内进行老化过程的试验,放置焗炉时间为481小时.试验程序:1)测试前对外观,功能作检查.2)测试样本保持在正常放存的状态.3)试验样本的外观出炉后在室温下放置4小时以上.4)对样本的外观,功能作检查.5)检查后的样本再进行其它项目的试验.6)试验范围只限于可靠性试验的范围之内.(室温条件25C5)(五)潮湿试验(HWMMIDITY)试验目的:仿真产品在储存或运输涂中遇到潮环境下对产品的影响程度.试验范围:A)包装成品---连同彩盒或卡通箱进行.B)个别产品或配件(金属配件必须做此项试验)试验条件:将成品或配件放于密封容器中,物体需隔离水平,把装有成品或配件密封容器放于焗炉内加温至攫氏54C3,相对湿度95%,以上焗至24小时.试验程序:1)放入密封容器之前,先对外观,功能作检测.2)测试样办保持正常存放时的状态.3)试验样办出炉后在室温下放置4小时.4)对样办的外观,功能作检查(对电子产品更为重要)评定:任何金属及金属配件生锈,或失去功能,贴纸脱落,要视其程度而定.(六)擦油试验(ABRASION TEST)试验目的:检验产品金属于非金属表面涂层对抗摩擦的能力.试验范围:所有产品表面之涂层(包括喷油,移印,丝印,烫印,电镀表层等).试验程序:1)金属和非金属表面涂层必须干透.2)用沙胶笔施于1磅压力擦的时候要重点涂.3)在涂层表面上移动1英寸,从开始的位置推出,然后回到原来的位置为1个周期.4)试验需完成10个周期.试验工具:BLAISDALL 536-T 1/4”直径,沙胶笔,水胶笔头切成平面.评定: 5个周期涂层被擦除露出底色或基材严重.5个周期 10个周期后涂层被擦除露出底色或基材轻微.(七)介油试验(ADHESION TEST)试验目的:检验产品表面涂层或基材的附着力.试验范围:所有产品表面涂层(包括喷油,移印,丝印,烫金等).试验程序:1)金属和非金属表面涂层必须干透.2)选取平面部分,用介刀在表面介11条相距1/16”的介痕,介痕必须介入基材.3)在场11介痕上再加11条介痕与其垂直的介痕.4)将胶纸贴在介痕上用手指平面力压紧,切勿用指甲或其它硬物压.5)将胶纸贴在介痕上枪后,应放置1分钟后将胶纸成45度用力拉出.评定: 10%被胶纸揭脱的涂层面积占总面积20% 轻微被胶纸揭脱的涂层面积占总面积20% 严重(八)冲沙试验(SAND ABRASION TEST)试验目的:检验产品涂层对抗摩擦的能力.试验范围: 所有产品表面涂层(包括喷油,移印,丝印,烫金等),特别是对于形状不规则而无法做介油试验的表面涂层.试验设备:1)冲沙装置.2)标准沙粒,沙粒直径为6.00μM.3)冲沙口与试验产品成45度.试验条件:1)冲沙速度:2公斤沙在21—23秒内流放完毕.2) 喷油, 丝印,烫金用2公斤.3) 移印,用1公斤.试验程序: 1)样办表面涂层必须干透.2)将所需容积的沙放在漏斗中.3)把样办放在柱管下,成45度角,保持距离1”.4)打开开关,让沙流下.5)检查涂层表面授损情况程度.评定: 样办在一半用量冲沙时,爆露出底色或基材严重样办在全部用量冲沙后,爆露出底色或基材轻微附注:按规定沙粒在进行50次试验后即丢弃.(九)铅笔硬度试验(PENCIL HARDNESS)试验目的:检验涂层应具有的硬度特征.试验范围: 所有产品表面涂层(包括喷油,移印,丝印,烫金等)试验设备:1)标准”HB”,”1H”铅笔.2)”0”号水磨沙纸.3)介刀.试验程序: 1)样办表面涂层必须干透.2)用”0”号水磨沙纸磨尖铅笔尖成45度角.3)用铅笔尖垂直在涂面刮.4)用1磅力将笔尖刮涂层表面1〃以上的距离.评定:1)用”1H”铅笔刮后能使涂层下之底色或基材爆露轻微2)用”HB”铅笔刮后能使涂层下之底色或基材爆露严重(十)盐水试验(ASLT SOLUTION TEST)试验目的:检验产品或配件(特别是金属配件)遇水抵抗氧化或腐蚀的能力.试验范围:所有在水中玩或充水的玩具及配件.试验条件:盐水成分由蒸馏水加10%食盐溶解液.试验程序:1)准备盐水.2)把测试样办浸在盐水中24小时.评定:视氧化生锈的程度.(十一)拉力试验(PULL TEST)试验目的: 检验成品或配件所能承受的拉力磅数能否达到指定要求.试验范围:凡玩具上用螺丝,胶水装配而成的,用手握住的部分或配件.试验设备:1)拉力磅2)台钳3)拉力钳4)砝码试验程序: 1)将被拉部分用拉力钳钳紧或扣紧.(在不伤害配件的情况下)2)拉力磅校空,用5秒的时间将拉力升至指定的磅数,然后保持拉力时间为10秒.3)拉力可分为平衡力,垂直力和拗力.4)可靠性拉力通常在15磅以下,安全性拉力在15---25磅.5)吊重时间和重量:吊重时间最少5秒钟及25磅吊重砝码.评定:在要求时间内测试甩出,则为合格.若是拉力过程中配件烂或甩出时,要对甩出的配件套用”利边,利角,小物体”等安全性标准来评定是否有安全性问题. (十二)布缝拉力试验(SEAM PULL TEST)试验目的:检验布缝拉力试验的标准.试验范围:1)一切用于车缝的织物(布料,毛戍料).2)由布料车缝,手缝的产品.试验设备:1)拉力磅.2)A-22平口拉力钳2把(1把钳口上有3/4”的圆形铁口).试验程序:1)用A-22钳在缝边两边各距缝口1/2”位置钳紧,然后作拉力试验(即钳与钳之间的距离1”).(2)试验所用的样板分别对经纱和纬纱作拉力(十三)生熟测试(CURING TEST)试验目的: 检查搪胶件的生熟程度.试验范围: 一切搪胶(PVC)的产品配件.试验条件: 1)丙(ACETONE)2)丁(M.E.K)与甲笨(TALUENE)各半混合的溶液10分钟.3)毛笔(排笔)4)亚士通.(十四)扭力测试(TORQUE TEST)试验目的: 检验成品,配件所应承受的扭力磅数是否符合规定要求.试验范围: 所有能够用手指可捏住的部位或配件(包括:胶水粘合,螺丝装配的部件).试验设备: 1)扭力磅. 2)A-22钳.试验程序: 1)将测试的部份钳在扭力磅上,(在不伤害配件的情况下)2)将钳固定另一部分.3)用5秒的时间将扭力升至指定的磅数,然后保持其扭力时间10秒.4)可靠性扭力,扭力磅行事先需较量.A.在扭力能够达到2LN-LBS时,只需扭至指定的磅数(分+,-方向).B.在扭力不能够达到指定的磅数时,就应按角度90来作扭力.5)安全性扭力.A.在扭力能够达到4LN-LBS时,只需扭至指定的磅数(分+,-方向).B.在扭力不能够达到指定的磅数时,就应按角度180来作扭力.评定:在小于或等于10秒内测试件甩出,则为合格.若是拉力过程中配件烂或甩出时,要对甩出的配件套用”利边,利角,小物体”等安全性标准来评定是否有安全性问题.(十五)投掷试验(DROP TEST)试验目的:检验成品受撞击的伤害程度.试验范围:成品,半成品或配件.试验设备:投掷试验用的地板(参照前,投掷地板要求)试验程序:1)将产品或部件在投掷试验的地板进行.2)可靠性投掷30”X4次.3)安全性投掷36”X4次.4)18个月以下投掷54”X10次.评定:1)可靠性投掷,检验功能受损程度.2)安全性投掷检验产品是否符合安全标准.(十六)屈曲测试(FLEXURE TEST)试验目的:制定一测试标准以评估玩具在预期使用中经屈曲是否造成损坏.试验范围:适用于含有金属线而且金属线能在外力施压下可屈曲60和直立的玩具或配件.试验程序:1)将测试产品夹在两边直径为3/8”的物上.2)在自夹位起2”长的位置用力,测试品向逆时针方向屈曲60(或达到要求最大力度).3)再将测试品向顺时针方向屈曲120.4)以2秒/CYOKS的速度重复2),3)条步骤,共30CYOKS.5)屈曲来回120为1CYOKS.要求: 适合年龄18个月,最大屈曲力适合用于10LBS.适合年龄10~36个月,最大屈曲力适合用于15LBS.适合年龄36~96个月,最大屈曲力适合用于15LBS.A)36个月以下儿童玩具测试后无利角,利边,容易误吞物为合格.B)三岁到八岁之儿童玩具测试后无利角,利边为合格.(十七)屈曲力测试(BENDING TEST)试验目的:产品在正常使用或烂用中会受到屈曲力的模拟测试.试验范围:产品上任何凸出部分或装配部分,或会受到屈曲情况.试验样办数量:至少10PCS.试验设备: A)拉力磅. B)金属圆饼.试验程序:1)将产品要测试部分固定在适当位置.2)屈曲力之方向与产品要测试部分之主轴成90角.3)用5秒时间屈曲至指定之角度或屈曲力,然后停留10秒.要求:A.四岁儿童以上之儿童玩具,屈曲力15LBS或屈曲角度90,试验之后无利边,利角为合格.B.四岁以下的儿童玩具屈曲力为15LBS屈曲角为45,试验后无利边,利角,容易误吞物为合格.二安全性试验(SAFETY)(十八)压力实验COMPRESSION TEST)试验目的:检验产品受压力的程度.试验范围:任何在安全性投掷时,未能直接撞击的部位.试验设备:1)压力磅2) 压力饼DIA3/4”试验程度:1)投掷时不能直指撞击的部位.需做压力试试.2)压力磅数为50~10磅.3)以5秒钟的时间将压力升对指定磅数.在指定的磅数内停留10秒.试验要求:检验产品的受损程度及是否有安全性问题.(十九)咬力试验(BITE TEST)试验目的:检验产品咬力承受磅数.试验范围:成品或半成品.试验设备:咬力器.试验程序:1)在产品外露最薄弱的位置进行.12个月以下的玩具需要做此项试验.2)咬力磅数为50~10磅3)以5秒钟的时间将胶力升至指定磅数.在指定磅数内停留十秒钟.评定: 检验产品是否被咬裂咬断存在(小物体)的安全性问题.(二十).燃烧试验试验目的:检验产品的燃烧速度是否符合标准.试验范围:所有布公仔’塑料件.试验设备:蜡烛.燃烧实验支架.i.试验程序)将指定的蜡烛点燃至正常燃烧.甲、将实验用的布或胶件钳在支架.乙、被燃烧物体长度为12”4)将蜡烛用5秒种时间燃烧被测物体’5)5秒钟后将蜡烛移开.6)若蜡烛移开后.自动熄灭是否符合安全标准.7)若蜡烛移开后.物体继续燃烧.10秒种时间后已燃烧长度小于6英寸.亦为符合安全标准.8)若燃烧长度大于或等于6英寸.则下符合安全标准.(二十一). 保护试验试验目的:防止产品失窃.试验范围:封口胶纸.吸塑包装.窗口彩盒(WINDOW BOX)试验设备:1)手指2)锌3)试胶纸座.针试验程序:1)试胶纸.将2”长的胶纸贴在胶纸座上.把压针装在压力磅上.以14LBS插入孔内,保持10秒时间胶纸不能穿孔.2)窗口彩盒胶片试验,在距离角位1”的位置将手指垂直压10磅力, 10秒时间,分3个位置压(角位,边位,磳).要求:爆开口的长度小于或等于1”.3)铲:吸塑彩盒玻璃纸.在距离角位2”的位置.用3LBS力平衡铲入.保持10钞钟时间.要求:铲入深度小于或等于1”(二十二): 利边标准SHARP EDGE STD试验目的:利定一测试标准以限制测试样本存有利边应用范围:适合八岁以下的儿童使用之产品.不可以存有利边.(二十三): 利角(尖点)测试(SHARP POINT TEST)试验目的:检定测试样本是否有利角.应用范围:任何车玩具或其配件让可被触及的部份.试验设备:利角测试器(SHARP POINT TESTER)试验程序:1)依据(PSCISOO.58CC)之定义.任何可怀疑的利角.均需接受测试.2)把利角测试器的调节螺丝转动至红灯刚显示为止.3)对准刻度指标.把调节螺丝沿熄灯方向退五格刻刻,4)若待测试之利角于测试过程中.因有物料而阻碍测试时可用剪刀阻碍物料去除.5)把利角测试器垂直地面.对准测试利角依靠测试器垂直自然落下.评定: 测试时利角测试器之灯亮起.即评定此测试属利角.附注: 利角测试器探测之尺寸为:045”(长)X0.040”(宽)X0.02”(深)(二十四): 胶袋安全标准(POLY BAG STD)试验目的:制定一测试标准以提防保障儿童于玩需玩具时.误将胶罩头不会引起致室息.试验范围: 所有产品包装之胶袋.胶片.试验标准: 1)所有包装用之胶袋及胶片之厚度必须小于0.0015”.2)胶袋之开口直径不可以大于等于7”(圆围14”).3)胶袋之开口圆围大于14”.必须满足:胶袋深度十开口圆围小于或等于23”。
加拿大产品安全参考手册卷5:实验室方针和程序加拿大卫生部B部分:测试方法部分方法C03涂层中可溶砷、硒、镉、锑、钡的测定1.范围1.1 该方法大致介绍了《危险品法案》目录1中第1部分第9条中提到的装饰或保护性涂层中可溶砷、硒、镉、锑、钡的测定程序。
2.引用文件2.1 ASTM测试方法中的精度和偏差的常规做法2.2实验室内部质量控制方法和低水平数据报告的讨论方法2.3约翰·柯南·泰勒,化学方法的质量保证2.4加拿大国家标准:保护性涂层中毒性微量元素的测试方法2.5 C·华生:涂层中可溶砷、硒、镉、锑、钡的测定方法的优化2.6 A·巴布科克:涂层中可溶砷、硒、镉、锑、钡的测定方法的优化3.试剂和仪器3.1 配备了一个可以添加内标的三通的安捷伦7500 a的ICP-MS3.2 1000ppm的砷、硒、镉、锑、钡标准物质,或10pp m±0.5%的砷、硒、镉、锑、钡(加其他元素)的混合标准物质,SCP科学或替代物,可以追溯到美国国家标准及技术研究所,为校准用3.3 10ppb的砷、硒、镉、锑、钡校正控制标准物质3.4 1000ppm的镓,铟和铋的标准物质,SCP科学或其等价物,可以追溯到美国国家标准及技术研究所,用来内部校准3.5 不含砷、硒、镉、锑、钡的超纯水3.6 盐酸,浓度为37%(质量比),痕量金属级,世尔科技3.7 硝酸,浓度为69%(质量比),痕量金属级,世尔科技3.8 手术刀或其他合适的刮削工具3.9四氢呋喃,高效液相色谱级,卡列登实验室有限公司3.10电动研磨机3.11研钵和研杵3.12空气对流加热炉3.13干燥器3.14筛子,250和500微米的网格3.15盛放筛漏油漆的样品瓶3.16分析天平,精度为0.1毫克3.17称量容器3.18玻璃烧杯,50毫升3.19震动热板或电磁搅拌器3.20滤纸,沃特曼40号3.21漏斗,适合50毫升容量瓶或试管3.22容量瓶,50毫升和2升3.23样品管、螺旋帽,50毫升认证体积3.24移液管,10-100微升,100-1000微升,0.5-2.5毫升,1-10毫升3.25美国国家标准及技术研究所1633 b,粉煤灰,用作质量控制4.测试步骤4.1用手术刀或其他合适的刮削工具从待测样品上刮下涂层,一定要小心,不要把任何基材刮下来。
另外,作为一种替代方法,也可以用四氢呋喃或某种合适的溶剂取下涂层,然后将之收集到合适的容器中,再将之放到一个温度恒定为60℃±3℃空气对流烘箱中,使涂层中的溶剂,蒸发干燥到质量恒定,该过程可能需要几个小时。
接着从烘箱中取出容器,然后在干燥器中冷却。
4.2把取下的涂层放到研钵中用研杵进行研磨。
如果样品非常难于研磨的话,就可能需要使用电动研磨机。
用500微米的网筛进行筛选涂层。
能通过500微米网筛的涂层,再让其通过250微米的网筛进行筛选。
如果已研磨的涂层不能通过500微米和250微米的网筛,则将其作为检测对象。
将之收集到称量容器中,再将之放到一个温度恒定为60℃±3℃空气对流烘箱中,使涂层中的溶剂,蒸发干燥到质量恒定,该过程可能需要几个小时。
接着从烘箱中取出容器,然后在干燥器中冷却。
4.3准备好5%(体积比)的盐酸过滤溶液,可以通过将50毫升的高浓度(大约质量比为37%)的盐酸溶液用超纯水稀释到1000毫升制得。
4.4把大约100毫克干燥后的涂层放到干净的100毫升烧杯里,然后以0.1毫克的精度称量。
加入20毫升的5%(体积比)的盐酸过滤液,并立即使用震动热板或电磁搅拌器,使其在20℃±3℃的温度下振动10±1分钟。
待到振动结束的时候,立即通过沃特曼40号滤纸漏斗过滤溶液,并将其过滤到一个50毫升的容量瓶或经经计量的50毫升的样品试管中,用少量超纯水冲洗,加入1毫升高浓度硝酸,然后用超纯水定容。
每个涂层样品至少要进行三次重复分析测试。
4.5制备一个空白溶液,即通过加入20毫升5%(体积比)的盐酸滤液到100毫升烧杯中,并立即使用震动热板或电磁搅拌器,使其在20℃±3℃的温度下振动10±1分钟。
待到振动结束的时候,立即通过沃特曼40号滤纸漏斗过滤溶液,将其过滤到一个50毫升的容量瓶或经计量好的50毫升的样品试管中,用少量超纯水冲洗,加入1毫升高浓度硝酸,然后用超纯水定容。
4.6制备2%(体积比)的硝酸,即通过加入超纯水,把20毫升高浓度(69%,质量比)的硝酸稀释到1000毫升。
4.7加入2%(体积比)的硝酸,把滤出物(即4.4部分中50毫升的滤出物)稀释十倍。
5.校准5.1在一个2升的容量瓶中,制备包含0.2%(体积比)盐酸和2%(体积比)的硝酸的酸溶液。
可以通过用超纯水,把4毫升高浓度的盐酸和40毫升高浓度的硝酸定容到2升制得。
将该溶液作为空白标准溶液,也可以当试液超出了仪器的线性动态范围的时候,用来稀释样品。
5.2至少制备三个工作标准溶液,使其均在仪器检测线性范围以内的,并且满足线性校正曲线的相关性系数至少为0.99。
这些标准溶液的浓度应当在下述范围之内:0ppb到100或200ppb之间,可以从10ppm多元素的标准溶液稀释得来。
然后再用0.2%(体积比)盐酸和2%(体积比)的硝酸定容所有的标准溶液。
5.3制备大约100-250毫升的100ppb的镓、铟、钡的标准溶液,作为内部标准,并以5%硝酸作为介质。
该内标在通过附加三通(该三通在蠕动泵后面)被吸入ICP-MS雾化室之前,先和待测样品的试液混合。
5.4分别制备10ppb的混合元素质量控制溶液,或者购买现成的由美国国家标准及技术研究所提供的可追溯的分析认证的混标。
5.5应用ICP-MS方法中的5个重复读数中的最小值来测定标准溶液。
并用同样的方法分析测试空白样品、质量控制样品和待测样品。
由此,将会得到一条由每秒的电离子计数和浓度组成的校正曲线,并在测试样品前据此分析每个待测元素的适用性(例如异常和线性、曲线拟合)。
6.测定6.1在每组样品测定前后检测方法空白值。
6.2通过检测10ppb多元素混合质量控制溶液,来检验标准曲线。
如果得到的结果不在标准曲线的线性范围之内,则需要重新制备质量控制溶液和(或)标准溶液。
6.3测试质控样品(美国国家标准及技术研究所1633 b,粉煤灰)中所有的5个元素的结果。
并在方法控制日志表格中记录结果(使用CCPro软件)。
6.4在ICP-MS方法中,使用5个重复的读数中的最小的一个来分析检测样品溶液。
使用9个或更多重复读数可以有更好的统计学结果,但是可能会少量延长分析时间。
如果必要的话,为保证检测结果在标准曲线的范围之内,可以利用0.2%的盐酸2.0的硝酸(5.1中制备的)稀释样品。
7.计算和报告7.1通过下面的公式,计算滤出元素的质量在测试样品的干燥涂层中的百分比滤出元素的百分比(质量比)﹦Ci × 50 × 10 × Df/m × 10,000,000其中,Ci﹦从6.4中仪器分析结果中得到的滤液中待测元素的浓度50﹦待测的滤出物的体积(经过过滤、冲洗、酸化后的体积),即4.5中提到的。
10﹦滤出物的稀释倍数,即4.7中提到的。
Df﹦其他稀释因子(为保证在校准曲线范围之内而采取的其他必要稀释倍数),即6.4中提到的。
M﹦测试样品的质量(g),即4.4中提到的。
7.2如果待测样品的数量充足并且切实可行的话,分析测试的结果应当报告为三个独立重复测定结果的最小值,而且其精度应当满足第8部分的规定。
7.3如果可行的话,应当计算重复测定的平均值和样品标准值的之间的偏差,其结果以下列格式报告出来:(表格略)8质量控制程序8.1为了保证仪器操作的恰当性和方法分析的精度满足方法的要求,下面的质量控制程序应当随着待测样品的分析检测而同时进行。
8.2正常和无误的ICP-MS操作,可以根据下列指引来得到验证:8.2.1运行ICP-MS调整程序,保证调试溶液元素的相关值(每秒的电离数)在历史经验值可以接受的范围内。
计数值的逐渐降低可能是由于检测器磨损了相当长(大约2年)的时间。
在ICP-MS操作日志里记录调试元素值,和样品调试程序打印件的复印件或报告文件。
如果调试值过低的话,需要进行重新调试,以得到更合适的值。
最小可以接受的值为Li 6400, Y 16000, Tl 96008.3正常和无误的测试方法的操作,应当可以通过下列指引来得到验证:8.3.1在涂层样品测试相同的实验条件下(除了研磨和筛选),运行美国国家标准及技术研究所1633 b,粉煤灰的滤出物的分析测试。
并在ICP-MS质控日志里记录所有元素的分析测试结果。
验证结果是否在控制表格可以接受的范围以内,如果是的话,输入一个音符,就表明测试方法是在可以控制的范围之内。
如果质量控制样品的检测结果不在可以控制的范围之内,则整个分析检测过程都应当重复。
9.精度和偏差9.1重复性(r):使用同样的仪器,在不变的操作条件下,在正常无误正确的测试方法下,重复检测得到的结果的偏离,应当在95%的置信水平下不超过下面的重复性限值。
As: 11% Se: 100% Cd: n/a Sb: n/a Ba: 50%9.2偏差:偏差不能是由油漆中的可以接受的滤出物产生。
10.检出限10.1方法检出限,通过对ICP-MS的检测结果进行计算得出:砷: 0.00018%(质量比)硒: 0.00015% (质量比)镉: 0.00019% (质量比)锑: 0.00043% (质量比)钡: 0.00041% (质量比)11.定量限11.1方法的定量限,通过对ICP-MS的检测结果进行计算得出:砷: 0.00055%(质量比)硒: 0.00047%(质量比)镉: 0.00059% (质量比)锑: 0.0013% (质量比)钡: 0.0012% (质量比)。