关于NBT 47014实施的若干意见(修订版)
- 格式:doc
- 大小:48.00 KB
- 文档页数:4


NB/T 47014-2011《承压设备焊接工艺评定》标准解析一、我国压力容器焊接工艺评定标准的制定和演变过程。
我国压力容器焊接工艺评定标准的建立要追溯到七十年代末,随着焊接工艺技术的发展以及对工艺评定认识的加深,该标准经过了多次修订。
其演变过程为:(1)1980年颁布的JB741-80《钢制焊接压力容器技术条件》附录二。
(2)1985年颁布的JB3964-85《压力容器焊接工艺评定》代替JB741-80附录二。
(3)1992年颁布的JB4708-92《钢制压力容器焊接工艺评定》代替JB3964-85。
(4)2000年颁布的JB4708-2000《钢制压力容器焊接工艺评定》代替JB4708-92。
(5)2011年颁布的NB/T47014-2011《承压设备焊接工艺评定》代替JB4708-2000。
在2000年颁布JB4708-2000版后,为了对按92版标准评定的项目适用性做出答复,国家质监局于2001年下发了质技监办发【2001】003号文(关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见),提出了以往按92版做的工艺评定哪些可继续有效,哪些需要补做项目,并要求对继续有效的评定,要按2000版进行转化。
在GB713-2008《锅炉压力容器用钢板》标准发布后,国家质检总局以质检特函【2008】64号文《关于GB713-2008实行过渡期安排的通知》中,提出了由于钢板钢号的改变,对已进行的工艺评定需进行转换,但如何转换,没有明确规定。
二、NB/T 47014修订原则修订原则是国际上通用标准接轨并结合中国的法规和国内的实际情况,参照采用ASMEⅨ制定适用于我国锅炉、压力容器、压力管道三类产品的统一的焊接工艺评定标准。
目前国际上焊接方面的标准,虽然不断有ISO国际标准出台,但实际使用的还是两大体系的标准,即欧洲标准和泛太平洋地区使用的美国标准;焊接工艺评定也一样,欧洲采用的标准是EN288《金属材料的焊接工艺规程及评定》。


关于实施NB/T47014等标准的注意事项根据国家特设局质检特函〔2011〕102号文件和NB/T47014等标准宣贯的要求,NB/T47014-2011《承压设备焊接工艺评定》、NB/T47015-2011《压力容器焊接规程》、NB/T47016-2011《承压设备产品焊接试件的力学性能检验》三份新标准,各压力容器制造企业应着手开始执行。
具体要求如下:一、对NB/T47014-2011《承压设备焊接工艺评定》,各制造单位的焊接责任人应根据此标准的条款,逐步整理以前的老焊接工艺评定报告PQR,主要是对其中的“焊接工艺评定指导书”进行更改,更改内容为:①母材的类别号和组别号;②焊接厚度范围;③焊缝金属厚度范围;④焊接位置;⑤焊后热处理的温度范围和保温时间(如不符合NB/T47015的要求,应重新做)。
整理完毕后,在报告的封面上签上或盖上:“本焊接工艺评定报告已符合NB/T47014-2011的要求”等字样。
二、NB/T47015-2011《压力容器焊接规程》和NB/T47016-2011《承压设备产品焊接试件的力学性能检验》二份新标准,各制造单位应立即开始执行。
三、实施上述新标准的注意事项:1、NB/T47014的注意事项①新的焊接工艺评定须按NB/T47014的要求进行。
②过去是焊接工艺指导书,现在是预焊接工艺规程,推荐格式见附录F表F·1(P71)。
③焊接试件的试验位置用:1G、2G、3G、4G、5G、5GX、6G、6GX;1F、2F、3F、4F等来表示。
④焊接方法改变,需要重新进行焊接工艺评定。
⑤母材主评定规则:a、类别的评定规则:除下列以外类别号、组别号改变要重新评定(螺柱焊、摩擦焊除外),对于SMAW、SAW、GMAW、GTAW、PAW的填丝工艺,Fe-1~Fe-5A高类别号母材相焊的评定,适用于该类别号母材与低类别号母材相焊。
b、组别评定规则,除下列外需要重新进行评定:同类别同组别;在同类别号中,高组别号母材评定适用于该高组号母材与低组别号母材相焊;组别号为Fe-1-2的母材评定,适用于组别号为Fe-1-1的母材。
【2017年整理】关于执行NBT47014及工艺评定转化的建议关于执行质检特函〔2011〕102号“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见”的意见根据质检特函〔2011〕102号文“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见”的规定,从2011年11月22日起,锅炉、压力容器(不含气瓶)制造、安装、改造单位(以下简称生产企业),进行新的焊接工艺评定以及修改原有焊接工艺评定时应当执行NB/T 47014。
生产企业按《蒸汽锅炉安全技术监察规程》附录I、《钢制压力容器焊接工艺评定》(JB 4708-2000)、《铝容器焊接工艺评定》JB/T 4734-2002附录B)、《钛容器焊接工艺评定》(JB/T 4745-2006附录B)、《铜制压力容器的焊接工艺评定》(JB/T 4755-2006附录B)、《镍及镍合金制压力容器的焊接工艺评定》(JB/T 4756-2006附录B)、《换热管与管板接头的焊接工艺评定》(GB151-1999附录B)评定合格的焊接工艺评定项目继续有效。
因NB/T 47014-2011与JB4708-2000及《蒸汽锅炉安全技术监察规程》附录I 等原焊接工艺评定标准相比变化很大,因此NB/T 47014-2011实施以后,继续有效的焊接工艺评定项目需要进行系统的整理和修改(即转化),将可以使用的评定项目按NB/T 47014-2011进行转化,而不能继续使用的原有评定项目,根据不同情况按NB/T 47014-2011 规定做出项目的修改和转化、补充、废止等决定。
1、从2011年11月22日起,制作产品焊接工程规程时,应按NB/T47014-2011选择焊接工艺评定。
当需要补充新的焊接工艺评定时,应按NB/T47014-2011进行评定;选用原继续有效的焊接工艺评定时,应对原焊接工艺评定项目按NB/T47014-2011规定进行补充和转化。
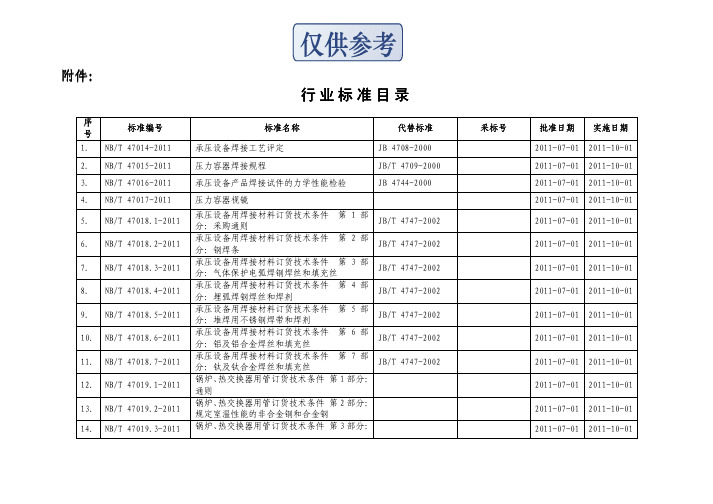
NB/T 47014-2011(JB/T 4708)《承压设备焊接工艺评定》1标准修订的背景1.1过程简介1.2国内承压设备制造安装企业简况据国家质检总局特种设备安全监察局统计公布的,2009年特种设备制造、安装企业数量见表1。
至2010年底为止,国内取得美国ASME制造认证钢印共有502家企业。
国内承压设备制造、安装等企业数量最多的省份依次为江苏、辽宁、山东、四川。
全国承压设备制造、安装企业将近1万家,所拥有的焊接工艺评定项目数量惊人。
1.3国内实施的焊接工艺评定标准在锅炉、压力容器和压力管道行业内实施的焊接工艺评定标准:(1)JB 4708-2000《钢制压力容器焊接工艺评定》;(2)JB/T 4734-2002《铝制焊接容器》附录B“铝容器焊接工艺评定”;(3)JB/T 4745-2002《钛制焊接容器》附录B“钛容器焊接工艺评定”;(4)JB/T 4755-2006《铜制压力容器》附录B“铜制压力容器的焊接工艺评定”;(5)JB/T 4756-2006《镍及镍合金制压力容器》附录B“镍及镍合金制压力容器的焊接工艺评定”;(6)GB151-1999《管壳式换热器》附录B“换热管与管板接头的焊接工艺评定”;(7)GB150-1998《钢制压力容器》附录C“低温压力容器”;(8)《蒸汽锅炉安全技术监察规程》附录Ⅰ“焊接工艺评定”;(9)DL/T 868-2004《焊接工艺评定规程》;(10)GB 50236-1998《现场设备、工业管道焊接工程施工及验收规范》;(11)SY/T 4103-1995《钢质管道焊接及验收》;(12)SY/T 0452-2002《石油天然气金属管道焊接工艺评定》。
上述锅炉、压力容器和压力管道行业中主要的焊接工艺评定标准,除SY/T 4103外,都是参照采用ASME《锅炉压力容器规范》第Ⅸ卷“焊接和钎接评定”,ASME Ⅸ的权威性与广泛性一直为世界各国所公认。
近些年来,欧洲标准EN 288《金属材料的焊接工艺规程及评定》,后来发展为ISO 9956《金属材料焊接工艺规程和评定》,现又改为ISO 15609,逐渐被国标认可。
NB/T 47014‐2011(JB/T 4708)《承压设备焊接工艺评定》(宣贯大纲)1标准修订的背景1.1过程简介1.2国内承压设备制造安装企业简况据国家质检总局特种设备安全监察局统计公布的,2009年特种设备制造、安装企业数量见表1。
全国承压设备制造安装企业 (家)锅炉 压力容器气瓶 压力管道有许可证的制造企业 1269 3693 129 4047 有许可证设备(元)件制造企业105 3282 安装改造维修企业 3763 680 3186至2010年底为止,国内取得美国ASME制造认证钢印共有502家企业。
国内承压设备制造、安装等企业数量最多的省份依次为江苏、辽宁、山东、四川。
全国承压设备制造、安装企业将近1万家,所拥有的焊接工艺评定项目数量惊人。
1.3国内实施的焊接工艺评定标准在锅炉、压力容器和压力管道行业内实施的焊接工艺评定标准:(1) JB 4708‐2000《钢制压力容器焊接工艺评定》;(2) JB/T 4734‐2002《铝制焊接容器》附录B“铝容器焊接工艺评定”;(3) JB/T 4745‐2002《钛制焊接容器》附录B“钛容器焊接工艺评定”;(4) JB/T 4755‐2006《铜制压力容器》附录B“铜制压力容器的焊接工艺评定”;(5) JB/T 4756‐2006《镍及镍合金制压力容器》附录B“镍及镍合金制压力容器的焊接工艺评定”;(6) GB151‐1999《管壳式换热器》附录B“换热管与管板接头的焊接工艺评定”;(7) GB150‐1998《钢制压力容器》附录C“低温压力容器”;(8) 《蒸汽锅炉安全技术监察规程》附录Ⅰ“焊接工艺评定”;(9) DL/T 868‐2004《焊接工艺评定规程》;(10) GB 50236‐1998《现场设备、工业管道焊接工程施工及验收规范》;(11) SY/T 4103‐1995《钢质管道焊接及验收》;(12) SY/T 0452‐2002《石油天然气金属管道焊接工艺评定》。
关于NB/T 47014-2011实施的若干意见
各有关科室:
《承压设备焊接工艺评定》(NB/T 47014-2011(JB/T 4708),以下简称NB/T 47014)已经国家能源局批准发布,并于2011年10月1日起实施。
为了顺利实施此标准,国家质检总局下发了“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见”(质检特函〔2011〕102号)。
考虑到大连市的具体情况,经研究,现提出如下指导性的实施意见:一、关于NB/T 47014-2011的实施日期
对于锅炉和压力容器(不含气瓶,下同),凡是在2011年11月22日之后(含)重新进行焊接工艺评定的,应该按照NB/T 47014进行。
二、关于继续有效的焊接工艺评定项目
1. 一般规定
生产企业按下述标准(以下简称“旧版评定标准”)评定合格的焊接工艺评定项目继续有效:
《蒸汽锅炉安全技术监察规程》附录Ⅰ;
《钢制压力容器焊接工艺评定》(JB 4708-2000);
《铝容器焊接工艺评定》(JB/T 4734-2002附录B);
《钛容器焊接工艺评定》(JB/T 4745-2006附录B);
《铜制压力容器的焊接工艺评定》(JB/T 4755-2006附录B);
《镍及镍合金制压力容器的焊接工艺评定》(JB/T 4756-2006附录B);
《换热管与管板接头的焊接工艺评定》(GB151-1999附录B)。
2. 特别规定
按照旧版评定标准进行的焊接工艺评定,生产企业可以进行修订,但应满足下述要求:(1)母材、填充金属的分类、分组
按照旧版评定标准进行的母材的分类、分组,应该按照NB/T 47014-2011重新划分类别、组别。
按照旧版评定标准完成的焊评,应该逐步按照NB/T 47014对于填充金属的要求,重新划分类别。
对于NB/T 47014范围以外的母材、填充金属,应逐步按照标准附录B(规范性附录)
的要求完善相应的技术和管理文件。
(2)母材、熔敷金属厚度的适用范围
按照旧版评定标准进行的焊接工艺评定,生产企业应按照NB/T 47014重新核定其母材、熔敷金属厚度的适用范围,上下限均应重新核定(不允许按照旧版评定标准核定适用范围下限,而按照NB/T 47014核定适用范围上限)。
(3)按照JB 4708-92进行的焊评
按照质技监办发[2001]003号文转化为JB 4708-2000的,等同于符合JB 4708-2000,继续有效。
(4)焊评的冲击试验
①除了下述②的例外,焊接工艺评定时冲击试验温度不得高于产品设计温度的最低值。
②对于按照旧版评定标准进行的焊接工艺评定,如果其冲击试验在“常温”、“室温”或类似“25℃”等高于0℃的情况下进行,且其冲击试验方法和冲击功指标满足NB/T 47014表14的相应要求,仅在产品设计温度的最低值≥0℃的工况继续有效,视同满足NB/T 47014的要求;否则,该焊评失效。
③焊接工艺评定时,冲击试验温度不允许低于试验用材料标准规定的最低值。
(5)其他的重要因素和补加因素
如果NB/T 47014对于某种焊接方法的重要因素和/或补加因素的规定有变化,生产单位在修订时应逐项识别。
当相关各方有要求时,生产单位应采取可核实的方式进行验证。
(6)修订方法
为了确保可追溯性,各生产单位应编制“继续有效的焊接工艺评定审查报告”(附件给出了示例,各单位可根据实际情况进行修订,但至少应包括附件表中的信息),该报告应纳入各单位的质量保证体系文件,并处于受控状态。
该报告应提交相应的监督检验机构审查后生效。
不允许在原PQR上进行刮改、涂改或杠改。
完成修订的焊接工艺评定报告,应统一加盖“经审查,符合NB/T 47014-2011”印章,印章样式由各生产单位确定。
三、其他
(1)焊接材料
按照NB/T 47014进行焊接工艺评定时,原则上应该按照该标准规定的焊接材料评定准则进行。
鉴于按照NB/T 47018-2011生产的焊接材料市场供应并不充足,也允许按照旧
版评定标准规定的焊接材料评定准则继续进行评定。
待时机成熟,比如GB 150-2011正式实施并强制执行后,再按照NB/T 47014规定的焊接材料评定准则进行。
(2)无损检测方法
按照NB/T 47014进行对接焊缝的焊接工艺评定时,无损检测应采用RT等可以对缺欠或缺陷进行定性的方法,以判断是否存在裂纹。
一般不允许采用UT代替。
(3)焊评的拉伸试验
焊评的拉伸试样应在受拉状态下断裂,并在焊评报告中记载“断裂特征”。
此项规定也适用于按照旧版评定标准完成的项目。
附件:继续有效的焊接工艺评定审查报告
编制:审核:批准:
日期:日期:日期:
监督检验机构:监检员:
日期:。