厌氧反应器技术的发展及ABR反应器的工艺特点
- 格式:pdf
- 大小:155.00 KB
- 文档页数:3
生物工程设备课程论文厌氧生物处理反应器概述及展望学生姓名:2017年11月厌氧生物处理反应器概述及展望摘要:概述了厌氧消化阶段理论与厌氧消化的主要影响因素;介绍了厌氧生物反应器的发展历史;并对几种典型的高效厌氧生物反应器(上流式厌氧污泥床,厌氧折板反应器,厌氧膨胀颗粒污泥床和内循环式反应器)的工作原理、构造、技术特点、运行机制及其应用情况等做了详尽的阐述;最后,对厌氧反应器今后的研究方向给予了展望。
关键词:厌氧消化;厌氧生物反应器;工作原理;研究方向随着我国工业化进程的不断加快,环境保护压力也越来越大,大量难降解工业废水的处理是摆在我们面前的一个重大难题。
在废水生物处理领域,常用的有好氧法和厌氧法两种,其中好氧生物处理技术的曝气需要大量的能耗,而厌氧生物处理技术相对而言能耗则低的多,并且能够产生沼气达到资源再利用,符合当今节能环保的主题。
因此研究和开发新型高效的厌氧生物处理反应器及其相关工艺具有长远的战略意义。
1 厌氧消化阶段理论厌氧消化,是指在严格厌氧条件下,通过多种微生物(厌氧或兼性菌)的共同作用,将各种复杂有机物进行降解,并产生大量的CH4和CO2等沼气能源的复杂过程[1]。
厌氧消化阶段理论先后经历了两阶段理论、三阶段理论到四菌群学说,其中三阶段理论和四菌群学说描述较为全面和准确,是目前在业内相对得到公认的主流理论,占主导地位。
1.1 三阶段理论M.P.Bryant根据对产甲烷菌和产氢产乙酸菌的研究结果,于 1979 年,在两阶段理论的基础上,提出了三阶段理论[2]。
该理论将厌氧发酵分成三个阶段,即水解和发酵阶段、产氢、产乙酸阶段及产甲烷阶段1.2 四菌群理论1979 年,J.G. Zeikus在第一届国际厌氧消化会议上提出了四菌群理论。
该理论认为参与厌氧消化菌,除了水解发酵菌、产氢产乙酸菌、产甲烷菌外,还有一个同型产乙酸菌种群[3]。
这类菌可将中间代谢物的H2和CO2转化成乙酸。
厌氧发酵过程分为四个阶段,各类群菌的有效代谢均相互密切连贯,处于平衡状态,不能单独分开,是相互制约和促进的过程。
原理ABR反应器是一种高效新型厌氧反应器,ABR反应器内设置若干竖向导流板,将反应器分隔成串联的几个反应室,每个反应室都可以看作一个相对独立的上流式污泥床系统(简称USB),废水进入反应器后沿导流板上下折流前进,依次通过每个反应室的污泥床,废水中的有机基质通过与微生物充分的接触而得到去除[4]。
借助于废水流动和沼气上升的作用,反应室中的污泥上下运动,但是由于导流板的阻挡和污泥自身的沉降性能,污泥在水平方向的流速极其缓慢,从而大量的厌氧污泥被截留在反应室中[5,6]。
由此可见,虽然在构造上ABR可以看作是多个UASB的简单串联,但在工艺上与单个UASB有着显著的不同,ABR更接近于推流式工艺[4]。
ABR反应器独特的分格式结构及推流式流态使得每个反应室中可以驯化培养出与流至该反应室中的污水水质、环境条件相适应的微生物群落[4,6],从而导致厌氧反应产酸相和产甲烷相沿程得到分离,使ABR反应器在整体性能上相当于一个两相厌氧处理系统[5]。
一般认为,两相厌氧工艺通过产酸相和产甲烷相的分离,两大类厌氧菌群可以各自生长在最适宜的环境条件下,有利于充分发挥厌氧菌群的活性,提高系统的处理效果和运行的稳定性[7]。
2.2开发ABR工艺的理论基础微生态系统理论厌氧处理实际上是借助于不同微生物种群间的协同作用并通过水解酸化(产酸及产乙酸)产甲烷等一系列生物反应将有机无底物转化为无机物的过程(图2)。
在此过程中,不仅各类型的微生物对环境条件的要求不同,而且它们通过对不同底物的利用而形成类似于生态系统中的食物链的营养关系,即微生态系统。
因而,为使厌氧处理系统持续稳定的运行,需创造适合于不同微生物种群生长的环境条件,使反应过程中物质的转化及能量的流动顺利地进行。
因而,两相及多相厌氧反应器(SMPAR,可由一个反应器或多个反应器串联实现,因而它并非特指某个反应器)技术的研究已成为开发新型厌氧反应器技术的生态学基础。
2.3 ABR反应器的类型ABR反应器自从80年代初诞生以来,科研人员为了进一步提高它的性能或者处理某些特别难降解的废水,对它进行了不同形式的优化改造。
厌氧处理器的发展及新技术的特点、原理、启动要素厌氧生物处理,又被称为厌氧消化、厌氧发酵,是指在厌氧条件下由厌氧或兼性微生物的共同作用,使有机物分解并产生甲烷和二氧化碳的过程。
最初的厌氧处理工艺仅被应用于生活污水的处理,之后又被应用于污泥消化分解,进而应用于工业废水的处理,并且发展了很多效果良好的厌氧生物处理工艺。
传统厌氧生物处理技术具有水力停留时间长、有机负荷低、池容大等的缺点,制约了厌氧生物处理技术的推广和应用。
随着对全球能源短缺和温室效应等问题的关注,可再生能源的重要性日益显现,而厌氧生物处理技术可将污废水转化为乙酸、甲烷、氢气等可再生能源,既能实现资源化、能源化利用,又能减轻环境污染。
因此,对于厌氧处理技术、厌氧反应器的开发研究也变得越来越多。
随着对厌氧消化机理研究的不断深人和各种高效厌氧反应器的飞速发展,污废水的生物处理技术已经成为资源和环境保护的核心技术之一。
同时,污水厌氧生物处理技术以其成本低廉、稳定高效等特点,在高浓度有机废水、难降解有机度水的处理领域中得到了广泛的应用。
厌氧生物处理工艺的发展第一代厌氧反应器早在19世纪,人们就利用厌氧工艺处理废水废物。
1881年,法国工程师Louis Mouras发明了用以处理污水污泥的“自动净化器”,从而开始了人类利用庆氧生物过程处理废水废物的历程。
1896年英国出现了第一座用于处理生活污水的厌氧消化池,产生的沼气用于照明。
1904 年德国的工程师Imhoff将其发展成为Imhoff双层沉淀池(即腐化池),这一工艺至今仍然在有效地利用。
1912 年英国的伯明翰市建立了第一个用土堤围成的露天敞开式消化池。
至1914年,美国有14座城市建立了厌氧消化池。
1925 年至1926年,美国、德国相继建成了较为标准的消化池。
二战结束后,厌氧处理技术的发展又掀起了一个高潮,高效的、可加温和搅拌的消化池得到了发展,厌氧污泥与废水的加温、搅拌提高了处理效率。
但从本质上,反应器中的微生物(即厌氧污泥)与废水或废料是完全混合在一起的,污泥在反应器里的停留时间(SRT) 与废水的停留时间(HRT)是相同的,因此污泥在反应器里浓度低,废水在反应器里要停留几天到几十天之久,处理效果差。
厌氧反应器原理、性能、优缺点介绍分析!1.厌氧处理原理概述厌氧处理技术是有机废弃物生物处理方法的一种,近年来在污水处理领域内发展很快,是消减有机污染物、降低运行成本的有效途径。
污水中的有机废弃物始终是造成环境污染最重要的污染物,它是使水域变质、发黑发臭的主要原因。
有机废弃物在废水中可以以悬浮物、胶状物或溶解性有机物的方式存在,在水污染控制中主要以TS (固体物含量)、化学需氧量(COD)和生化需氧量(BOD)作为监测目标。
一般而言,生物方法是去除废水中有机物最经济有效的方法,特别是对废水中BOD 含量较高的有机废水更为适宜。
利用微生物生命过程中的代谢活动,将有机废弃物分解为简单无机物从而去除有机物污染的过程被称之为废水的生物处理。
根据代谢过程中对氧的需求情况,微生物可以分为好氧微生物、厌氧微生物和介于二者之间的兼性微生物,因此,相应的污水处理工艺也可以分为三大类。
好氧生物处理利用好氧微生物的代谢活动来处理废水,它需要不断向废水中补充大量空气或氧气,以维持其中好氧微生物所需要的足够的溶解氧浓度。
在好氧条件下,有机物最终被氧化为水和二氧化碳等,部分有机物被微生物同化以产生新的微生物细胞,活性污泥法、生物转盘法和好氧滤器等都属于好氧处理工艺。
厌氧生物处理则利用厌氧微生物的代谢过程,在无需提供氧气的情况下把有机物转化为无机物和少量的细胞物质,这些无机物主要包括大量的生物气(即沼气)和水。
沼气的主要成分是约2/3 的甲烷和1/3 的二氧化碳,是一种可回收的能源。
厌氧废水处理是一种低成本的废水处理技术,它又是把废水处理和能源回收利用相结合的一种技术。
包括中国在内的大多数发展中国家面临严重的资金不足。
这些国家需要既有效、简单又费用低廉的技术。
厌氧技术因而是特别适合我国国情的一种技术。
厌氧废水处理技术同时可以作为能源生产和环境保护体系的一个核心部分,其产物可以被积极利用而产生经济价值。
例如,处理过的洁净水能被用于鱼塘养鱼、灌溉和施肥;产生的沼气可作为能源;剩余污泥可以作为肥料并用于土壤改良。
新型厌氧反应器技术说明(1)序批间歇式厌氧生物反应器(ASBR)20 世纪90 年代,美国艾奥瓦州立大学的Dague 及其合作者将好氧生物处理中的序批式反应器用于厌氧处理,开发了厌氧序批式反应器(ASBR),该工艺彻底解决了厌氧污泥容易流失的问题,具有投资省、操作灵活、稳定高效等优点。
(2)移动式厌氧污泥床反应器(AMBR)AMBR(Anaerobic Migrating Blanket Reac- tor)是一种新型高效处理工艺,可以用来处理工业废水和城市污水。
AMBR 工艺是在充分研究UASB 反应器和ASBR 反应器的基础上由美国艾奥瓦州大学的Dague 课题组开发的新型厌氧反应器,也是第三代厌氧反应器的代表之一。
厌氧移动式污泥床反应器是在UJASB和ASBR 反应器的基础上,将ASBR 工步应用到连续流系统中,构造如图7-12 所示。
AMBR 反应器有两种不同的构造形式。
一种在相邻格室中间设置一系列垂直安装的导流板(导流板间距可调),以减少底物的短路循环。
导流板与反应器壁要有足够的距离以防止大的颗粒污泥通过时发生阻塞。
该种构型的反应器适用于HRT 较低的情况,此外在相同的条件下,使用具有导流板的反应器发生短路循环的机会将会大大降低。
这种形式的反应器的水力停留时间(HRT)通常较长。
另外—种是在反应器中间格室底部有一圆形开孔,(圆孔,尺寸可以调整),底部的小孔可以使底物与污泥充分接触,保证污泥的迁移,同时可防止发生短路循环。
当COD 负荷增加时,产气量也会增加从而导致进水室的扰动增大,污泥迁移速率增大,此时增加孔的尺寸可以显著地减小污泥迁移速率。
AMBR 反应器至少有3个格室,串联运行,反应器两侧各有进、出水口。
运行时进水从反应器的一端水平流入,从另一端流出,因而出水室中的有机底物浓度最低,生物体对底物的利用效率也最低,产气量小,出水室可作为内部澄清池,减少出水中的生物量。
为了防止微生物在出水室累积,定期反向运行,出水室变为进水室,进水室变为出水室。
厌氧折流板反应器ABR简介1、什么是ABR反应器?ABR被称为第三代厌氧反应器,其不仅生物固体截留能力强,而且水力混合条件好。
随着厌氧技术的发展,其工艺的水力设计已由简单的推流式或完全混合式发展到了混合型复杂水力流态。
第三代厌氧反应器所具有的特点包括:反应器具有良好的水力流态,这些反应器通过构造上的改进,使其中的水流大多呈推流与完全混合流相结合的复合型流态,因而具有高的反应器容积利用率,可获得较强的处理能力;具有良好的生物固体的截留能力,并使一个反应器内微生物在不同的区域内生长,与不同阶段的进水相接触,在一定程度上实现生物相的分离,从而可稳定和提高设施的处理效果;通过构造上改进,延长水流在反应器内的流径,从而促进废水与污水的接触。
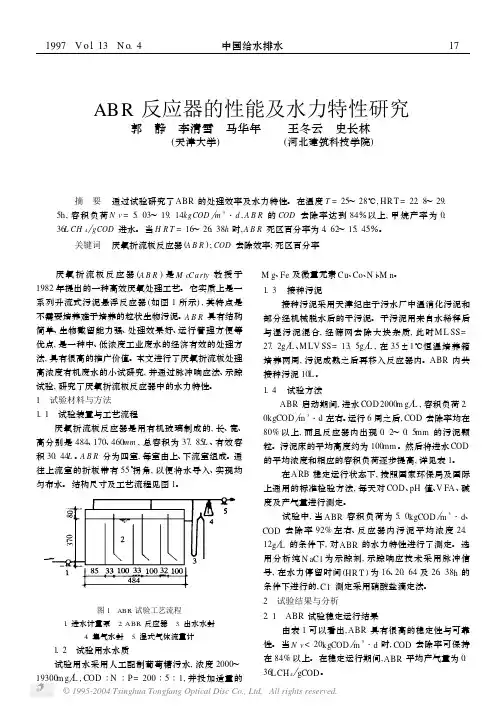
厌氧折流反应器是在UASB基础上开发出的一种新型高效厌氧反应器,厌氧折流反应器(ABR)的优点:2、ABR反应器的基本原理及其工艺构造:ABR反应器中使用一系列垂直安装的折流板使被处理的废水在反应器内沿折流板作上下流动,借助于处理过程中反应器内产生的沼气应器内的微生物固体在折流板所形成的各个隔室内作上下膨胀和沉淀运动,而整个反应器内的水流则以较慢的速度作水平流动。
由于污水在折流板的作用下,水流绕折流板流动而使水流在反应器内的流径的总长度增加,再加之折流板的阻挡及污泥的沉降作用,生物固体被有效地截留在反应器内。
由此可见,虽然在构造上ABR可以看作是多个UASB的简单串联,但在工艺上与单个UASB有着显著的不同,UASB可近似看作是一种完全混合式反应器,ABR 则由于上下折流板的阻挡和分隔作用,使水流在不同隔室中的流态呈完全混合态(水流的上升及产气的搅拌作用),而在反应器的整个流程方向则表现为推流态。
在反应动力学的角度,这种完全混合与推流相结合的复合型流态十分利于保证反应器的容积利用率、提高处理效果及促进运行的稳定性,是一种极佳的流态形式。
同时,在一定处理能力下,这个复合型流态所需的反应器容积也比单个完全混合式的反应器容积低很多。
1.4.2 ABR的类型及工艺特征1.4.2.1 ABR反应器的类型ABR反应器自从80年代初诞生以来,科研人员为了进一步提高它的性能或者处理某些特别难降解的废水,对它进行了不同形式的优化改造,其最终目的是为了:提高反应器截留污泥的能力,使进水分布均匀,泥水混合良好,有利于颗粒污泥形成,增强ABR反应器的稳定性。
1981年,Fannin等人[]为了提高推流式反应器截留产甲烷菌的能力,在推流反应器中增加了一些竖向挡板,从而得到了ABR反应器的最初形式(图1.3(A)),结果表明增加了挡板后,在COD容积负荷为1.6Kg/(m3·d)的条件下,气体中甲烷含量由30%提高到了55%。
Bachmann[]等人做了如图(1.3(B))所示的改进,进行了减少降流区宽度及增加导流板折角对反应器性能影响的研究,研究结果表明虽然经过改造后,其处理效率和甲烷的产率都得到了提高,但产生的沼气中甲烷的含量却减少了;减少降流区宽度可以使更多的微生物集中到主反应区(升流区内),有利于厌氧污泥停留在上向流室中,使反应器成为上向流室污泥床,其优点是水流方向与产气上升方向一致,一方面减少了堵塞的机会,另一方面加强了对污泥床的搅拌作用,有利于微生物与进水基质的充分混合,也有助于形成颗粒污泥;折板边缘折起将进水引向流室中心,实现布水的均匀性,导流板增加折角可以使水流流向升流区的中心部分,从而增加水力搅拌作用。
为了提高细胞平均停留时间以有效的处理高浓度废水,Tiche和Yang等人[] 于1987年对ABR反应器作了较大的改动(图1.5(C)),主要体现在:最后一隔室后增加了一个沉降室,流出反应器的污泥可以沉积于此。
Boopathy和Sivers[]在利用ABR反应器处理养猪场废水时,为了降低水流的上升速度,从而减小污泥的流失,设计了一种两隔室的ABR反应器图(1.5(D)),其中第一隔室是第二隔室的两倍,第一隔室体积的增大不仅可以减少水流的上升速度,而且还可以促进水中悬浮物尽可能多的的沉积于此,增加了悬浮物的停留时间,Boopathy将这种经过改造的ABR反应器与另一等体积的三隔室ABR反应器进行了对比研究,结果表明,改造后的两隔室ABR反应器的污泥流失量大大减少,但处理效率却不升反降。
厌氧反应器的发展及ABSBR 的工艺特点*朱易春1,2 冯秀娟1 张光明2(1.江西理工大学环境资源法研究中心 江西赣州341000; 2.哈尔滨工业大学 哈尔滨150001)摘 要 新型高效厌氧反应器的发展使生活污水的厌氧处理成为可能。
介绍了ABSBR(恒水位操作厌氧生物膜序批式反应器,Anaerobic Biofil m Sequenci ng Batch Reactor)的工艺特点,并对其处理生活污水进行了初步研究。
试验结果表明,ABSBR 工艺是活性污泥法与生物膜法的结合,具有强的生物固体截留能力和良好的水力混合条件。
系统能提高有机物和悬浮固体的去除,此外还具备较强的抗冲击负荷和抗低温能力。
关键词 生活污水 高效厌氧反应器 ABSBR 水力条件Development o f A naerobic Reactor and Technological Features o f ABSBRZHU Yichun 1,2 FENG Xiuj uan 1 ZHANG Guangming 2(1.Jiangxi U nive rsity of Science &Technology Ganzhou ,Jiangxi 341000)Abstract The developments of the new high-rate anaerobic re ac tor ena ble anaerobi c treat ment of s ewa ge.This paper introduce s the tec hnological features of ABSBR (Anaerobic Bi ofil m Sequenci ng Batch Reactor)and c onduc ts prelimi nary study on i ts s ewage treatment.The ABSBR pro cess is the combination of activated sl udge and biofilm,which has a strong biol ogical s olid retention capaci ty and good water mixed conditi ons.The system can enhance the removal of organics and sus pended s olids,als o a s trong anti-lo w -te mperature and anti-shock-load capaci ty.Key Words se wage high-rate anaerobic reactor ABSBR hydraulic condi ti ons0 引言从1881年法国Louis Mouras 开发出处理污水污泥的自动净化器开始,厌氧生物处理技术至今已有120多年的历史。
厌氧折流板反应器(ABR)系统的特性及调控研究厌氧折流板反应器(ABR)系统的特性及调控研究摘要:在当今环境保护日益受到重视的背景下,厌氧折流板反应器(Anaerobic Baffle Reactor,ABR)作为一种高效的污水处理技术逐渐受到研究者的关注。
本文通过综述相关文献,阐述了ABR系统的一些基本特性及其调控研究进展。
结果表明,ABR系统具有体积小、占地面积小、能耗低、低污泥产量等特点,并且在COD(化学需氧量)、氨氮和总氮的去除方面表现出较好的水平。
同时,本文还对ABR系统的调控研究进行了探讨和总结,包括回流比、有机负荷、水力停留时间、温度和PH值等因素对ABR系统运行性能的影响,以及控制BOD(生化需氧量)、COD和氨氮的策略。
综上所述,ABR系统在实际应用中表现出了良好的技术特性和调控性能,并且在进一步研究和开发中有着广阔的应用前景。
一、引言随着人口的增加和工业化的发展,污水处理已成为当代社会中的一个重要环节。
同时,人们对环境质量的要求也越来越高。
传统的污水处理技术往往存在着处理成本高、处理效果差、占地面积大等问题。
因此,研发一种高效、节能、占地面积小的污水处理技术显得尤为重要。
二、ABR系统的特性ABR系统,即厌氧折流板反应器系统,是一种采用厌氧生物技术处理有机废水的新型装置。
该系统由反应器本体、进水管、出水管、折流板等组成。
ABR系统具有以下特性:1. 体积小:ABR系统相对于传统的污水处理设备来说,体积更小。
这使得它在使用过程中占地面积较小,特别适用于场地有限的情况。
2. 能耗低:ABR系统的能耗远低于传统的曝气池等处理设备。
这主要是因为ABR系统采用了厌氧生物技术,无需额外供氧。
3. 低污泥产量:ABR系统处理废水时,产生的污泥量明显低于传统的处理设备。
这不仅节省了后续处理的成本,还有利于污泥的资源化利用。
4. 较好的处理效果:ABR系统在污染物去除方面表现出较好的水平。
目前相关研究已证实,ABR系统在COD、氨氮和总氮的去除方面有着较高的去除率,对废水的处理效果明显优于传统的处理设备。
4 郑元景等1污水厌氧生物处理1北京:中国建筑工业出版社,1988115~281第一作者 周晓东,女,1967年11月生,1989年毕业于湘潭大学化学工程系,环境工程学学士,现任湖南省环境保护科学研究所工程室副主任,助理研究员,主要从事污染治理工程研究与设计。
2000-08-30收稿厌氧折流板反应器(ABR)的水动力学及污泥特性3赵丹 王承武(苏州城建环保学院,苏州215011)沈濯良 王惠民(河海大学水力环境工程学院博士后流动站,南京250000)摘要 ABR 作为一种新型的厌氧反应器工艺,具有许多优良的性能,如良好的水力条件及抗冲击能力、简单的构造、良好的生物种群分布及处理效果等。
目前,其在不同废水处理中运行效果已得到越来越多的研究和实际应用。
在此就该工艺的水力流态及污泥性能作了探讨。
关键词 厌氧折流板反应器 水动力特征 颗粒污泥 废水处理3江苏省“青蓝工程”及中国博士后基金课题。
1 概述厌氧折流板反应器(ABR )是McCarty 等人在对厌氧生物转盘改进的基础上开发的一种新型厌氧处理工艺。
与其它工艺相比,具有许多优点,见表1。
近几年来,在美国和英国等正得到越来越深入的研究和日渐增多的实际应用。
表1 厌氧折流板反应器的优点工艺构造生物体操作设计简单污泥无须特殊沉降性能HRT 短无运动部件污泥产率低可间歇运行无须机械混合泥龄长耐冲击负荷能力强造价及运行费低无须用填料或沉淀池抗有毒物能力强不易堵塞不需专门的三相分离器可长时间不排泥 ABR 的一个突出的特点是,由于上下折流板的阻挡和分隔作用,使水流在不同隔室中的流态呈完全混合态(水流的上升及产气的搅拌作用),而在反应器的整个流程方向则表现为推流态。
从反应动力学的角度,这种完全混合与推流相结合的复合型流态十分利于保证反应器的容积利用率、提高处理效果及促进运行的稳定性,是一种极佳的流态形式。
ABR 工艺的另一个特点在于其在反应器中设置了上下折流板而在水流方向形成依次串联的隔室,从而使其中的微生物种群沿长度方向的不同隔室实现产酸和产甲烷相的分离,在单个反应器中进行两相或多相运行。
工艺方法——厌氧生物反应器及其原理工艺简介1、升流式厌氧污泥床反应器(UASB)UASB是(Up-flow Anaerobic Sludge Bed/Blanket)的英文缩写。
名叫上流式厌氧污泥床反应器,是一种处理污水的厌氧生物方法,又叫升流式厌氧污泥床。
由荷兰Lettinga教授于1977年发明。
UASB由污泥反应区、气液固三相分离器(包括沉淀区)和气室三部分组成。
在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和凝聚性能的污泥在下部形成污泥层。
要处理的污水从厌氧污泥床底部流入与污泥层中污泥进行混合接触,污泥中的微生物分解污水中的有机物,把它转化为沼气。
沼气以微小气泡形式不断放出,微小气泡在上升过程中,不断合并,逐渐形成较大的气泡,在污泥床上部由于沼气的搅动形成一个污泥浓度较稀薄的污泥和水一起上升进入三相分离器,沼气碰到分离器下部的反射板时,折向反射板的四周,然后穿过水层进入气室,集中在气室沼气,用导管导出,固液混合液经过反射进入三相分离器的沉淀区,污水中的污泥发生絮凝,颗粒逐渐增大,并在重力作用下沉降。
沉淀至斜壁上的污泥沿着斜壁滑回厌氧反应区内,使反应区内积累大量的污泥,与污泥分离后的处理出水从沉淀区溢流堰上部溢出,然后排出污泥床。
2、厌氧颗粒污泥膨胀床反应器(EGSB)EGSB(Expanded Granular Sludge Blanket Reactor),中文名膨胀颗粒污泥床,是第三代厌氧反应器,于20世纪90年代初由荷兰Wageingen农业大学的Lettinga等人率先开发的。
其构造与UASB反应器有相似之处,可以分为进水配水系统、反应区、三相分离区和出水渠系统。
与UASB反应器不同之处是,EGSB 反应器设有专门的出水回流系统。
EGSB反应器一般为圆柱状塔形,特点是具有很大的高径比,一般可达3-5,生产装置反应器的高度可达15-20米。
颗粒污泥的膨胀床改善了废水中有机物与微生物之间的接触,强化了传质效果,提高了反应器的生化反应速度,从而大大提高了反应器的处理效能。
文献综述环境科学厌氧氨氧反应器性能分析80年代初,美国Stanford大学的McCarty及其合作者在厌氧生物转盘反应器的基础上改进开发出了厌氧折板反应器ABR(Anaerobic Baffled Reactor,ABR)。
该反应器因具有结构简单、污泥截留能力强、稳定性高等多种优点,一经出现即引起了广大研究者的注意,20年来对它的研究一直没有间断过,近年来更是成为厌氧反应器领域内的研究热点之一。
国内外研究现状1 结构的发展自从ABR反应器问世以来,研究者对ABR反应器的结构作了多种改进,其最终目的是:加强厌氧污泥的停留,针对不同废水水质,使进水分布均匀,泥水混合良好。
这些改进使ABR反应器性能稳定,处理效果好。
尽管对ABR反应器的结构做了研究,但还存在一些没有解决的问题。
许多文献中上下向流室的宽度比一般在1:1~4:1范围内,但没有说明确定该比值的依据是什么。
目前对该问题所做的研究还很少,作者认为这一比值应该是根据具体的水质和各格室的作用而有所不同。
导流板的折起角度、起折点高度、导流板下缘距底板的高度等参数直接影响着布水的均匀性、反应器死区的太小,目前还没有相关的研究报导。
2 水力特性ABR反应器内的流体动力学特性和混合程度强烈地影响着基质和微生物的接触程度,控制着物质传输,因而水力特性是反应器性能的一个重要方面。
反应器的死区又分为水力死区和生物死区。
水力死区是由反应器的结构和流动方式引起的,倾向于发生在堰下和拐角处,形成停滞不动的涡流;而生物死区则来源于污泥所占的体积、流动中污泥颗粒的干扰(尤其是颗粒周围有不流动的液体层)及污泥对水力条件的改变,也是一定范围的不流动区域。
反应器实际运行中的死区表现为存在死角、短流及沟流,使基质在反应器内的实际停留时间小于理论停留时间,导致运行工况与预期效果之间出现偏差。
国内外的研究表明,影响ABR反应器水力特性的主要因素有:ABR反应器的结构、水力停留时间(HRT)、固体浓度及回流等。