JUKI-贴片机保养讲课教案
- 格式:doc
- 大小:28.00 KB
- 文档页数:3
贴片机的介绍与使用目录一:贴片技术与贴片机关系讲解二:贴片机的编程循序三:贴片机的保养目的贴片技术与贴片机关系讲解(一)X-Y 与Z轴X-Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X-Y 传动系统在导轨内设有冷却系统;在高速机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。
西门子贴片机是采用同步带-直线轴承驱动,该系统运行噪声低,工作环境好。
X-Y 伺服系统(定位控制系统)由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。
位移传感器有园光栅编码器、磁栅尺和光栅尺。
1.园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。
铬线的多少也表示精度的高低。
其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器。
园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。
编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。
该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。
2.磁栅尺由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量。
磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代表一定年度具有一定波长的方波或正弦波磁轨迹信号。
磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。
磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0.02mm。
JUKI SMT生产线培训资料目录一、培训计划二、培训内容1.安全生产2.操作规程3.工艺规程注意:本资料仅供参考,详细内容以JUKI公司提供的设备说明书为准。
SMT生产线培训计划1. SMT生产线的组成:KL205上板机KS1700印刷机KE750贴片机KE760通用贴片机KZ115检测段KR310N回流焊KU205下板机2. 培训的主要内容:2.1设备的操作规程包括安全注意事项、设备按钮的功能说明、操作步骤、设备的日常维护、重要的注意事项(简要)2.2 SMT工艺流程包括各工艺的工艺规程安全生产一、人身安全实际使用贴片机和附属装臵的操作人员以及保养、维修人员为了避免发生人身伤害事故,须注意以下事项:1.为了防止触电事故,在打开电源的情况下请不要打开电器箱。
2.为了防止人身伤害,请不要在卸掉安全外罩、装臵等情况下运转机器。
3.为了防止人身伤害,请不要把头发、衣服等卷进传送带链条中。
4.工作中不要戴手套。
5.为了防止人身伤害,维修时(加油、调整、日常维修)请关掉电源。
6.为了防止人身伤害,请在供电电路上安装漏电断路器。
7.机器运转时,注意手不要碰到驱动部分。
8.为了防止炎症,皮肤皱裂,如果眼睛或身体上沾到润滑油请立即清洗。
9.为了防止突然启动造成事故,维修之前请卸掉空气供给源的管子,排放出内部的空气后再进行维修。
10.为了防止人身伤害,进行修理、调整、更换零件的作业后,请一定确认螺丝、螺母是否拧紧。
11.拔掉电源时,请手拿插头,不要拿电线拔。
12.机器运转时,请不要将身体探入机器内。
二、设备安全1.发生异常、故障或停电时,请立即关掉电源。
2.机器抬起或移动时,请注意不要让机器翻倒或倒下。
3.为了避免机器在工作中移动发生事故,请把脚轮固定锁紧。
4.设备应水平放臵。
5.为了防止触电、漏电、火灾事故,机器工作中请不要对电缆施加力量。
6.为了防止因不熟练造成的事故,请由熟悉机器的维修人员来修理、调整机器。

JUKI贴片机的保养方法一、日保养:1 每天工作前10分钟由技术员指导操作员开始停机做日保养工作;2 用干净白布清洁机器表面灰尘,包括机身表面、显视器、键盘、鼠标、按键、开关等,必要时用碎布蘸一点肥皂水擦拭机器表面,必须要拧干不滴水才使用,绝对不允许用酒精、洗板水之类溶剂清洗;3 检查气压是否达到0.5MPA气压值;4 检查PCB传送带运转是否顺畅,使用PCB进行试验没有卡板即可;5 检查各安全装置是否正常,包括前后安全门、FEEDER浮高SENSOR,还要检查区域SENSOR是否正常,在运行且暂停的状态下试验各SENSOR的功能在显示屏能正常显示SENSOR报警状态;6 用吸尘器清洁机器里面散落的元件;7 用镜头纸清洁LASER SENSOR VCS镜片上的灰尘;8 暖机听机器响声是否有异常现象,未见异常后开始生产。
二、日保养注意事项:1 检查出异常情况要立即上报技术员处理;2 清理散落元件时不能用风枪吹,以免吹落到机器板卡上,造成电路故障;3 做保养要在停机状态下进行;4 清洁LASER SENSOR时,不允许用不干净的粗糙的东西二、周保养:1 先做点检,检查配气管及接头是否泄露,各单元气缸工作是否正常;2 检查传送带、滑轮、档片是否损坏,损坏的立即做维护或更换处理;3 从ATC上取下所有NOZZLE放入超声波内清洗(超声波里加入酒精),大约5分钟后取出,用风枪吹干净,然后后棉棒沾上少量1#油涂抹在头部活动插上,注意505、506、507、508等较头NOZZLE清洁时务必胶头朝上,并且不能沾上酒精;4 用白布将ACT滑块擦干净后,在活动滑块固定螺丝处加上少许1#机油;5 用白布条将传送部气缸、皮带、滑块、宽度调整丝插,擦干净并在档块、滑轮上加少量1#机油,在宽度调整丝插上加少量一层印工黄油;6 用白布条将XY线性导轨擦干净并重新加上薄薄一层印工黄油;7 用镜头纸将LASER WINDOW擦干净;8 在SET UP内重新测试一次所有NOZZLE,并保存退出;9 在手动菜单内查看LASER曲线量滞擦拭干净;10打开前盖慢速暖机2分钟后,用白布条将多余黄油擦掉。

JUKI贴片机保养一、JUKI贴片机保养维修项目注意:为防止因意外启动而导致事故,请在切断电源后进行检修。
JUKI贴片机在日常工作中应对其进行保养维护,对各部件进行及时检修,以便能更好的对其进行使用,延长使用寿命。
下面向大家介绍下日常检修项目及其对应的处理办法。
检修调整项目:1.空气压力处理确认方法:1.确认为0.49MPa2.配管及接头 2.空气泄漏3.各单元气缸 3.操作确认4.空气过滤器(贴片头) 4.是否无污垢5.空气过滤器(CAL 块) 5.-6.开机指示灯 6.确认点亮7.传送带 7.磨损、破损、松弛8.传送滑轮 8.动作确认9.挡片 9.磨损、破损10.电气类 10.电压、电缆、连接器清扫:1.X、Y 轴直动单元处理确认方法:1.除去灰尘、油污2.传送带 2.除去灰尘、异物3.各传送传感器 3.清扫4.激光校准传感器 4.清扫传感器视窗的赃污5.吸嘴 5.清扫吸嘴6.吸嘴外轴 6.清扫轴的内部7.ATC 托架 7.除去灰尘、油污8.CVS(可选) 8.除去灰尘、异物9.送料器台、统一交换台 9.除去异物10.OCC(偏光滤镜) 10.除去灰尘、异物11.VCS(仅限于11.清扫上面的赃污KE-2060)12.CAL 块 12.除去灰尘、异物13.跟踪球 13.除去灰尘、异物14.共面性(可选) 14.清扫传感器视窗的赃污注油:1.X、Y 轴直动单元导轨处理确认方法:1.润滑脂(EP2)2.传送螺杆(轴) 2.润滑脂(EP2)3.传送导轴 3.润滑脂(EP2)4.基板挡块部分 4.润滑脂(EP2)5.滚珠丝杠与直线型(贴片5.润滑脂(C 润滑脂)头部)6.校准轴(贴片头部) 6.润滑脂(C 润滑脂)7.吸嘴7.润滑油8.吸嘴外轴 8.润滑油、润滑脂(EP2)9.统一交换台 9.润滑脂(EP2)10.支撑台 10.润滑脂( C 润滑脂)注意:1. 加润滑油脂时,请使用附带的润滑油脂类。
JUKI 贴片机SMT生产线培训资料目录SMT生产线培训计划培训内容1、安全生产2、操作规程3、工艺规程注意:本资料仅供参考,详细内容以JUKI公司提供的设备说明书为准。
SMT生产线培训计划1、SMT生产线贴片机的组成:KE-2050L高速贴片机和KE-2060L高速多功能贴片机+TR-6SN矩阵式托盘供料器2、贴片机培训的主要内容:设备的操作规程包括安全注意事项、设备按钮的功能说明、操作步骤、设备的日常维护、重要的注意事项(简要)2.2 SMT工艺流程包括各工艺的工艺规程培训内容一、缩略语的说明ATC:Automatic Tool Changer自动吸嘴更换装置OCC:Offset Correction Camera位置校正照相机HLC:Host Line Computer主控计算机HOD:Handheld Operating Device手持操作装置MTC:Matrix Tray Changer矩阵托盘供料器PWB:Printed Wiring Board印刷电路板VCS:Visual Centering System图像识别元件位置校正装置HMS:Height Measurement System高度测量装置BOC:电路板偏移校正照相机KE-2060L高速多功能贴片机培训资料一、设备简介1.KE-2060L高速多功能贴片机1.1本机标准装备R贴装头为高分辨率视觉贴装头×1台(1吸嘴)、L贴装头为激光贴装头×1台(4吸嘴)。
备注:各吸嘴轴的上下移动和旋转动作由独立的AC伺服马达来控制。
1.2安装在L贴装头的视觉识别照相机可以贴装0.4mm间距的QFP元件。
1.3本机装备的0.3mm照相机(选件)可以贴装管脚间距0.3mm的元件。
1.4可贴元件尺寸:0603(英制0201)元件~50*150mm芯片。
1.5可贴元件对象:R、C、SOT、SOP、SOJ、QFP、PLCC、BGA、连接插座等。
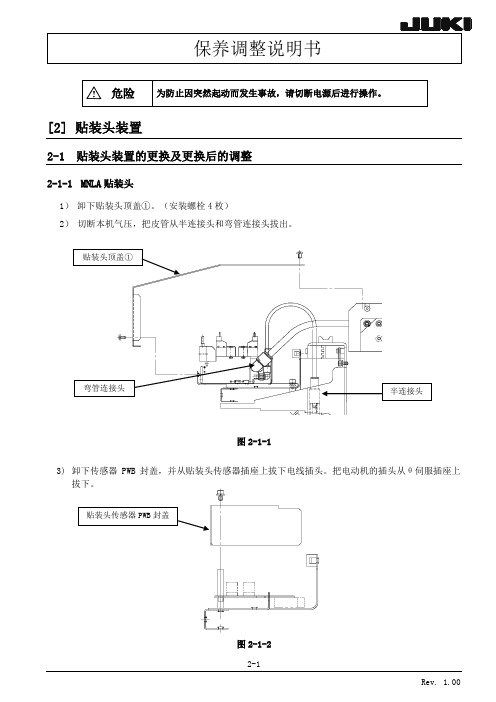
危险[2] 贴装头装置2-1 贴装头装置的更换及更换后的调整2-1-1 MNLA贴装头1)卸下贴装头顶盖①。
(安装螺栓4枚)2)切断本机气压,把皮管从半连接头和弯管连接头拔出。
4)下拆卸机底座②。
(安装螺栓4枚)6)为使贴装头不掉下来,请在拆带垫片内六角螺钉(6枚)时按住贴装头。
2-2 电动机的更换2-2-1 Z电动机(MNLA贴装头)在更换Z电动机以后,需重新输入与Z轴高度,激光器相关的MS参数。
(输入项目请参照2-9项)<顺序>①把螺栓插入Z电动机的螺栓孔中,并在按箭头方向21.6N(2.2kgf)拉力状态下,用紧钉螺钉固定。
②确认张力大小是否介于10.5±1N之间。
2-2-2 θ电动机(MNLA贴装头)电动机更换以后,需重新输入与轴原点相关的MS参数。
(输入项目请参照2-9项)2-3 Z传感器的更换Z传感器更换以后,需重新输入与Z轴高度相关的MS参数。
(输入项目请参照2-9项)2-3-1 MNLA贴装头2-4 激光传感器的更换2-4-1 MNLA的更换更换MNLA以后,需重新输入与激光器相关的MS参数。
(输入项目请参照2-9项)更换后,请用干净的棉纱等擦洗MNLA的激光头。
1)取下插座,拆下安装螺栓(3处)。
2)安装请按照相反的顺序进行。
※在传感器安装螺栓(3枚)上涂上锁定漆242后,以5.1Nm的扭矩旋紧固定。
※安装传感器时,把传感器的销插入支架的定位孔,定位后再固定传感器。
2-5 贴装头支撑弹簧的更换2-5-1 MNLA贴装头<贴装头支撑弹簧SP的更换>1)按照2-1-1项中1)的方法,卸下贴装头保护罩。
2)更换贴装头支撑弹簧SP。
2-6 皮带的更换2-6-1 MNLA贴装头<同步皮带Z的更换>更换同步皮带Z以后,需重新输入与Z轴高度相关的MS参数。
(输入项目请参照2-9项)1)按照2-2-1项中1)~ 3)的方法,松开同步皮带Z。
2)更换同步皮带Z。
1.目的确保JUKI贴片机正常工作,延长机器使用寿命,保证操作人员的人身安全。
2.范围本公司所有JUKI贴片机。
3.职责3.1 工程师:负责技术指挥,对技术员工作的监督落实3.2 技术员:负责设备维护、保养、编程、指导操作员处理常见故障及日、周、月的保养。
3.3操作员:负责机器操作,常见故障处理,当遇到机器异常时,及时向技术员、工程师报告,严格按作业指导书作业。
4.定义:无5.内容5.1操作前准备:5.1.1检查气压供给必须在0.5MPa以上。
5.1.2检查Feeder必须保持水平方向安装。
5.1.3检查工作头上吸嘴必须都已放回吸嘴站上。
5.1.4 检查X、Y轴不能有杂物。
5.1.5 检查紧急开关必须是解除。
5.1.6 检查DTS或MTC上不能有异物;5.1.7 检查DTS或MTC电源必须与机器接好;5.2开机:5.2.1 打开总电源及总气源开关。
5.2.2 打开机身主电源开关。
5.2.3 机器自动进入屏幕菜单,按<ORIGIN>键,执行各轴回归原点。
5.3生产:5.3.1 用球标点击<prod>生产菜单,进入PCB程序菜单。
5.3.2 选择需生产的PCB程序文件,然后点击<open>打开文件,进入生产状态画面。
5.3.3 然后按绿色<开始键>开始生产。
5.3.4 若在生产时,需立即停止时,直接按红色<STOP键>,停止生产。
5.3.5 按<SINGLE CYCLE>键,把正在生产的一块板卡生产完毕后,停止生产。
5.4关机:5.4.1 将机器各轴回归原点。
5.4.2 保存并退出生产菜单,回到主菜单。
5.4.3 点击<EXIT>键退出主菜单。
5.4.4 在机器提示下,将机身主电源开关打至OFF位置。
5.4.5 关闭总电源和气压开关。
5.5操作注意事项:5.5.1 不能有任何带磁性物体靠近X、Y轴磁尺。
5.5.2 机器安全盖打开后,机器仍可慢动作运转,不可把头和手伸进机器里面。
JUKI贴片机SMT生产线培训资料1保养调整说明书1-1-1 同步皮带YM1)卸下皮带轮保护罩。
2)卸下同步皮带YB°(参照1-1-2 )3)拧松SL6062592TN4)用SM6085502TS放松同步皮带YM5)拧松SL6062592TN,更换YA皮带轮支架组。
(不能只更换同步皮带YM请更换YA皮带轮支架组)6)按照相反的顺序进行组装。
进行同步皮带YM与YB皮带的张力调整(调整顺序参照1-3页)图1-1-1-11-1-2 YB 皮带为提高工作效率,请取下侧面保护罩。
卸下侧面保护罩的安装螺栓就能取下保护罩。
1)2)3) 拧松SM6084002TN 卸下YB 皮带轮支架组。
4) 把夹有YB 皮带的SL6041292TN 卸下,更换 YB 皮带。
5按照相6) 调整YB 皮图 1-1-2-1卸下把YB 皮带连接器固定在X 信号终端的SL6063092TM 拧松固定YB 皮带轮支架组的 SL6062092TN 。
丫皮带支柱(2)YB 皮带X 信号终端)』1 2YB 皮带连接器 YB 皮带轮支架:L 0*: 0 心 2*1车台,丫轴车架图1-1-2-21-1-3 调整顺序1)用UNITTA制的张力计测量下图箭头所指部分的张力,确认测量值在规定范围内。
(注意1)在YB皮带的调整中,旋转皮带轮并测量数处(至少5处)的张力,确认其平均值在规定的范围内。
(注意2)因为YB皮带的张力计测量值比实际值低30N,因此实际的张力在市场的再调整时为190N以上。
2)张力计的输入值1-1-4 测量位置与规定值1)对下图所示位置进行测量。
X电动机皮带/后部丫皮带前部图1-1-4-11-1-5 调整方法1) 同步皮带YM1. 拧松固定YB电动机支架的SL6062592TN2. 用SM6085502TF调整张力。
3. 拧紧SL6062592TN。
图1-1-5-12)YB皮带1. 拧松固定YB皮带轮支架的SL6062092TN2. 用SL6084002TN调整张力。