冲压力的计算全解
- 格式:pptx
- 大小:627.23 KB
- 文档页数:8

冲压力的计算方法以下是 7 条关于冲压力计算方法的内容:1. 嘿,你知道冲压力咋算不?就好比你要砸开一个坚硬的核桃,你得知道用多大的力呀!那冲压力的计算就像是找到打开这个“核桃”的关键力量。
比如说,冲裁力等于材料的抗剪强度乘以冲裁周边长度再除以材料厚度,这就像估量你要用多大力气才能打破那层坚硬的壳一样,不搞清楚可不行哟!2. 哇塞,冲压力计算可不简单呢!就像要建造一座坚固的城堡,得把每一块砖头的位置和力量都算好呀。
好比有一块铁板,你想把它冲成一个特定形状,那你就得根据它的材料特性,像了解一个人的脾气一样,来准确算出需要多大的冲压力才行呢。
懂了不?3. 哎呀呀,冲压力计算方法是很重要的咧!如果把它比作一场比赛,那你就是那个要赢得胜利的选手呀!比如一个圆形的工件,你得通过各种数据的计算,就像运动员赛前精心准备一样,来确定冲压力,这样才能保证一次成功呀,可不能稀里糊涂的呀!4. 嘿哟,你可别小瞧冲压力的计算方法哟!这就好像是在大海中航行,必须要准确找到方向和力度。
比如说有个复杂形状的零件要冲压,你就得像个老练的船长一样,稳稳地算出需要多少冲压力才能让它乖乖成型,这可不是闹着玩的咧!5. 哇哦,冲压力的计算可是门大学问呢!就像解一道超级难的数学题,得一步一步慢慢来呀。
想象一下要冲裁一块特别厚的材料,你就得仔细琢磨,像一个侦探寻找线索一样,把各种因素都考虑进去,才能算出合适的冲压力,这多有意思呀!6. 哈哈,冲压力计算真不是随便搞搞就行的咧!这就像打仗要有策略一样,可不能乱来哟!就拿一个高硬度的材料来说,你能随便估摸个冲压力就上吗?那肯定不行呀,得精确计算,这多重要呀,你说是不是?7. 冲压力计算方法那是必须得掌握好呀!这就好像玩游戏要知道规则一样。
你想想看,如果不知道怎么算,不就像闭着眼睛瞎玩游戏吗?那肯定不行呀!例如给你一个特定形状的工件要冲裁,你就得根据具体情况,像个聪明的谋士一样算准冲压力,不然怎么能成功呢?总之,一定要重视冲压力计算方法呀!观点结论:冲压力的计算对于冲压加工非常关键,只有掌握好计算方法,才能确保生产的顺利进行和产品的高质量。
冲压力计算公式
1冲压力计算
冲压是一种强度很高的加工方法,用于生产金属零件,广泛应用于车辆、家电、家具等行业。
它的基本工艺是将金属板通过冲床的冲头按照设计的形状和大小冲出成型,因此对于冲压工艺来说,冲压力大小非常重要。
本文就讲解如何计算冲压力。
2冲压力计算公式
冲压力大小受到材料、冲头宽度、模具尺寸及冲床机器性能影响较大,可用下列公式进行计算:
P=(0.5*D*T*γ*N)/(5dL-C*D)
其中,P为冲压力(kN);D、T、d、L分别为零模冲头的直径、厚度、模孔的直径和深度(mm);C为加工精度要求的系数;N为冲压力系数;γ为材料的屈服强度的百分率。
3冲压力计算过程
计算冲压力最重要的是获取准确的材料屈服强度,包括材料在冲压时的抗压强度和抗拉强度,其中抗拉强度大小对于冲压力的影响最大。
另外,模具尺寸、加工精度、冲头宽度及冲床机器性能也无法忽视。
具体来说,在计算冲压力之前,应先确定冲压机械加工工艺参数,包括模具尺寸、加工精度等,并获取准确的材料屈服强度参数,根据这些参数求出冲压力P。
4结论
从上文可以看出,正确的计算冲压力的关键在于正确的获取材料屈服强度参数,一旦冲压力计算错误,则可能导致冲件折断、出模位移等问题,使得成型的零件不能满足质量要求。

冲床冲压力计算公式P 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-冲裁力的计算公式:F=Kat=KLtTK:系数F:冲裁力A:冲裁断面面积量m㎡L:冲裁断面周长mmt:材料抗剪强度MpaT:冲裁件厚度mm卸料力=*冲裁力推件力=*冲裁力顶件力=*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以 .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力: Fp=KLtτ(其中K一般取)。
冲床压力的计算公式为:冲压力(kN)= 周长(mm)× 板材厚度(mm)× 剪切强度(kN/mm^2)。
其中,周长是你要切割的外形的总长,板材厚度是你要冲压的材料的厚度,剪切强度是与铝、铜或碳钢材料对应的剪切强度值。
如果查不到抗剪强度值,可以用抗拉强度代替。
对于铝,其抗剪强度为0.1724 kN/mm^2,对于铜,其抗剪强度为0.2413 kN/mm^2,对于碳钢,其抗剪强度为0.3447 kN/mm^2。
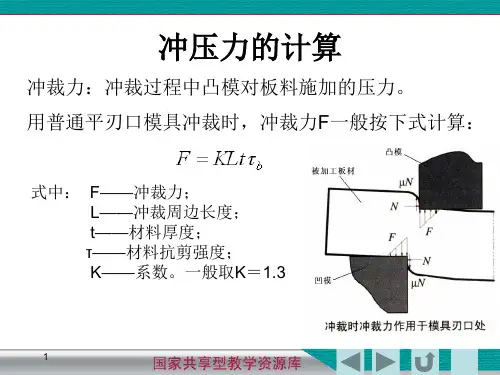
另外,如果需要计算冲裁力,可以参考以下公式:冲裁力F冲=KLtτ。
其中,F冲表示冲裁力,K表示系数(一般取1.3),L表示冲裁周边总长,t表示材料厚度,τ表示材料抗剪强度。
如果查不到抗剪强度值,可以用抗拉强度代替。
在实际应用中,需要根据具体情况选择合适的计算公式和方法,并考虑各种因素的影响,以确保计算结果的准确性和可靠性。
铁板冲压力计算公式
铁板冲压压力计算公式是F(冲压力)等于1.3τtL
1、冲裁力:F等于LTσbL:切边线长度T:料厚σb:材料的抗拉强度一般冲裁力是选择机床公称压力的60减百分之70
2、拉延力:一般来讲拉延力是很难计算出来的,以前的话只好由技术人员的经验来估算:拉延力和压边力,然后选择冲床:大概的经验公式:压边力:F等于AP P:单位压边力:2.5减3 (20#、Q235为例,单位MPA)A:压边面积拉延力:F等于KLTσb (圆筒件)K:系数:0.9减0.7 零件越简单取越低L:凸模周边长度T:料厚σb:材料的抗拉强度减减减减但是对于零件的拉延力精确计算是不可能的,尤其是形状复杂的零件,不过可以用有限元模拟来得到一个大概的数值如AUTOFORM、DYNAFORM等,可以说还是比较接近实际的,一般来讲选择压机时候,拉延总工艺力(压边力+拉延力)是其百分之80左右,当然你也可以取得更高。
五金冲压成型冲压力计算公式
五金冲压成型是指将金属板材等冲压件通过模具进行冲裁、弯曲、拉深等多道工序后形成的加工工艺。
冲压力是指冲裁或拉深时需要的压力。
以下是冲压力的计算公式:
1. 冲裁力计算公式:
冲裁力=材料厚度×π×直径×材料抗拉强度/2
2. 拉深力计算公式:
拉深力=材料厚度×π×(直径1+直径2)×材料抗拉强度/4
3. 弯曲力计算公式:
弯曲力=材料长度×材料厚度×材料抗拉强度/2
以上的计算公式可以帮助工程师精准地计算出冲压力,进而帮助确定选用的冲压机的规格,并确保生产过程中的安全和质量。
在冲压加工过程中,还需注意以下几点:
1. 选择合适的材料
材料的选择直接影响能否满足产品的需求。
不同的材料有着不同的物理性质、化学性质和机械性质,所以要根据产品的需求选择最适合的材料。
2. 合理设计模具
合理的模具设计可以减少材料损耗,提高产品加工的质量和效率。
冲压件的外形、厚度和形状决定了模具的具体结构,而模具的结构和质量直接关系到冲压件的质量和寿命。
3. 控制冲压力度
要确保冲压力在合理范围内,一方面可以延长设备的寿命,另一方面也可以避免产品出现裂纹或变形等问题。
4. 确保设备安全
冲压加工过程中要确保设备的安全,包括设备的维护保养,工艺过程中的操作规范等。
只有保障设备的安全,才能确保产品质量和工作人员的安全。
通过以上的公式和注意事项,相信读者对五金冲压成型加工有了更深入的了解,能够更好地运用冲压技术生产出更优质的五金制品。
冲床冲压力计算公式P
P=F×K×C×L
其中,P表示冲床的冲压力,F表示冲床上的冲压力(即冲头的冲击力),K表示镂孔系数,C表示材料系数,L表示板厚,这四个参数是计算冲床冲压力的关键。
具体如下:
1.冲压力(F):冲压力是冲床产生的垂直冲击力。
它是由冲头及冲击零件上的负荷所产生,可以通过实测或计算得到。
2.镂孔系数(K):镂孔系数是冲孔过程中的力学因素,它与工件的几何形状有关。
常见的镂孔系数有标准圆孔、长方形孔、椭圆孔等。
该系数可以通过实验或经验得到,也可以通过有限元分析得到较为精确的值。
3.材料系数(C):材料系数用来考虑材料的形变行为。
材料系数通常是在材料实验室测定得到的,它可以反映出材料的硬度、延展性等物理性质。
一般来说,硬度较高的材料所需的冲压力也较大。
4.板厚(L):板厚是指工件材料的厚度,它决定了材料的形变及其它物理性质。
板厚越大,所需的冲压力也越大。
需要注意的是,以上公式只是一种常用的计算公式,实际的冲压过程中还可能涉及随动速度、材料变形等其它因素,公式的具体形式可能有所不同。
为了准确计算冲压力,一个可靠的方法是通过试验或有限元分析来获得实际的冲压力值。
冲床冲压力计算公式冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa .算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力. ----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数 Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数 n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力: Fl= d1 bk1(N)式中 d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数。
冲床冲压力计算公式P
冲压力=材料的屈服强度×冲裁面积
弹性变形冲压力计算公式是根据材料的屈服强度和冲裁面积得出的。
屈服强度是指材料开始发生塑性变形的应力,它可以通过材料的拉伸试验得到。
冲裁面积是指材料通过模具冲压过程中受到变形的面积。
冲压力=液压缸的推力
液压冲压力计算公式是根据液压冲床的工作原理得出的。
液压冲床通过液压缸向下施加推力,使模具对薄板金属进行冲压。
液压冲压力计算公式简单明确,直接取决于液压冲床的设定参数。
冲压力=∑(材料的屈服强度×冲裁面积×冲裁点数)
材料弹性限制力计算公式是考虑到冲裁点数多于一个时,各个冲裁点的力量相互作用的情况。
在多点冲裁过程中,不同冲裁点受到冲裁过程中其他点力的影响,会使得冲压力有所变化。
冲压力=∑(材料的屈服强度×冲裁面积×冲裁点数×可变形因子)
极限变形力计算公式是在材料弹性限制力的基础上,考虑了可变形因子对冲压力的影响。
可变形因子是指材料在冲压过程中的变形程度,它是通过对薄板金属的实际冲压试验得到的。
以上是冲床冲压力计算公式的一些基本原理和公式。
在实际应用时,还需要考虑到冲床机械的机械性能、模具的设计和材料的选择等因素,以获得准确的冲压力计算结果。
冲裁力的计算公式:F=Kat=KLtTK:系数 1.3F:冲裁力A:冲裁断面面积量 m㎡L:冲裁断面周长 mmt:材料抗剪强度 MpaT:冲裁件厚度 mm卸料力=0.05*冲裁力推件力=0.055*冲裁力顶件力=0.06*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以.算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力:F p=KLtτ(其中K一般取1.3)。
冲压力及压力中心的计算1.冲压力的计算根据冲压力的计算公式F=KLtτb,查表可得τb= 460,K=1.3,t=0.8,L1=283.41 L2=10.05.冲孔时:F冲=4×(1.3×10.05×0.8×460)N=20092.8N≈20.09KN落料时:F落=1.3×283.41×0.8×460N=135583.344N≈135.58KNF冲裁力=F冲+F落=155.67KNF卸=K X F=0.04×155.67KN=6.23KNF总冲压力=F冲裁力+F卸≈161.9KN初选压力机,此处初步选择开式固定台压力机,其型号为JA21-35,具体参数见《冲压模具设计与制造》第一章第三节表1-6。
2.压力中心的计算如上图所示,以冲压件的左下角建立直角坐标系,计算出每一段线段及圆弧的长度,标出每一段线段及圆弧的压力中心的坐标,列入下表。
线段符号长度线段或圆弧压力中心的坐标L150 (0,25)L260 (30,50)L350 (60,25)L4 6 (57,0)L526 (54,13)L615.7 (51.071,33.071)L728 (30,36)L815.7 (8.929,33.071)L926 (6,13)L10 6 (3,0)L1110.05 (3,6).L1210.05 (3,29)L1310.05 (57,29)L1410.05 (57.6)依据压力中心的计算公式x0=(L1x1+L2x2+…+L14x14)/(L1+L2…+L14 )y0=(L1y1+L2y2+…+L14y14)/(L1+L2…+L14 ) 把上表中的数值代人上述公式可得:x0=30,y0=34.48即冲压件的压力中心坐标为(30,34.48)。
冲床吨位的选择:F=(60~70)%*冲压力冲压力的计算=L*T*0.345*F*S
冲压孔周长L 材质最小间隙
最好间隙最大间隙材料厚度T 紫铜
8%12%16%系数0.345黄铜6%11%16%材料因数F 低碳钢10%15%20%剪切因数S 铝(软)
5%10%15%冲压力
0不锈钢
15%
20%
25%
注意计算单位为mm
间隙过
断裂面与光亮带区域所
冲床吨位的选择:F=(60~70)%*冲压力
模具间隙(总间隙)
模具间隙=%*材料厚度
孔周长计算
材料材料因数铝(软)0.30铝(半硬)0.38铝(硬)0.50黄铜0.70紫铜0.57普通低碳钢 1.00冷轧钢板 1.20不锈钢板
1.40
间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。
间隙越大,光亮带区域
材料因数表
剪切因数
间隙确认
A B C D
D C B A
A: 压塌角B:光亮带C:断裂带D:毛刺
域。