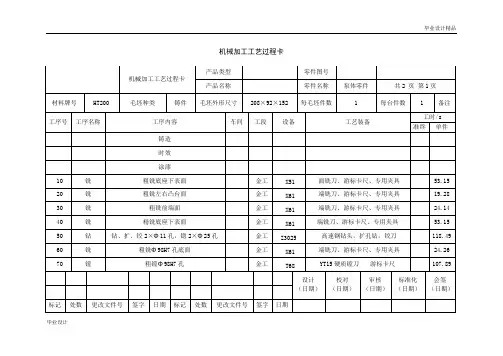
机械加工工艺过程卡
- 格式:doc
- 大小:61.00 KB
- 文档页数:1
重庆理工大学机械加工工艺过程卡片产品型号831005 产品型号共页
产品名称拨叉(CA6104车床)零件名称第页材料牌号HT200 毛坯种类灰铸铁毛坯外型尺寸103×83×40每毛坯件数每台件数 1 备注
工序号
工序
名称
工序内容车间工段设备工艺装备
工时
准终单件1 车粗、精车端面A—钻、扩孔—倒右端角CA6140卧
式车床
端面车刀、φ20钻头、φ21扩孔钻、45°
偏刀、游标卡尺
2 锪倒左端角Z5215立式
钻床
150°锥形锪钻
3 拉拉六齿方形花键L515A拉床拉刀、花键量规20.4s
4 铣粗铣上端面X5032铣床高速钢镶齿面铣刀、游标卡尺24s
5 铣粗铣宽度为8的槽X5032铣床高速钢直齿三面刃铣刀、量块31.2s
6 铣粗铣宽度为18的槽X5032铣床高速钢直齿三面刃铣刀、量块
7 铣精铣上端面X5032铣床高速钢镶齿面铣刀、游标卡尺
8 铣半精铣宽度为8的槽X5032铣床高速钢直齿三面刃铣刀、量块58.6s
9 铣精铣宽度为18的槽X5032铣床高速钢直齿三面刃铣刀、量块
10 铣精铣宽度为8的槽X5032铣床高速钢直齿三面刃铣刀、量块
11 检验按零件图要求检验
设计(日期)审核(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期。