平口钳的拆装
- 格式:ppt
- 大小:1.29 MB
- 文档页数:27
贴片电感拆装方法贴片电感是一种非常常见的电子元器件,常用于电子设备中的滤波、稳压、信号处理等方面。
在实际生产中,常常需要对贴片电感进行拆装以更换或调整。
但是由于其体积小、引脚数量少、焊点微小,因此在拆装过程中容易造成元器件损坏或焊接不良等问题。
本文将从拆装工具、拆装步骤、注意事项等方面介绍贴片电感的拆装方法,并希望能对读者在实际操作中有所帮助。
一、拆装工具钳子:拆装贴片电感的基本工具,一般选择平口钳或弯嘴钳。
电烙铁:用于焊接,一般选择温度可调的恒温烙铁。
助焊剂:用于增加焊锡的润湿性,减少焊锡对氧气的反应而引起的氧化。
酒精棉球:用于擦拭焊接过程中的污渍和残留物。
放大镜:用于观察焊接过程中元器件引脚的对齐情况。
静电手套:在拆卸过程中应尽量避免静电干扰,佩戴静电手套能有效预防静电干扰。
二、拆装步骤1. 准备工作:将所需拆装工具准备好,并保持工作台的整洁。
2. 定位目标:找出需要拆装的贴片电感,并将其标记在电路板上,以便后续焊接。
3. 前期准备:用钳子将贴片电感的两侧引脚轻轻夹住,并用烙铁和助焊剂对其进行加热。
热量应该控制得很好,以免损坏电路板。
4. 拆卸焊点:在焊点升温后,用烙铁将焊锡熔化,然后用钳子将贴片电感从电路板上拆下。
5. 清洁处理:用酒精棉球擦拭焊点,以确保完全清除焊锡和污渍。
6. 重新焊接:用烙铁将需要更换的贴片电感重新焊接在电路板上。
三、注意事项1. 在拆卸贴片电感的时候,应该尽量避免用力过大,以免损坏元器件或损坏电路板。
2. 在焊接时,应该控制好焊接温度和时间,尽量不要让焊接时间过长以免损坏元器件。
3. 拆卸和焊接的过程中应该避免静电干扰,尽量保持工作环境整洁和干净,避免产生静电。
4. 在拆卸过程中应该尽量避免对电路板产生扭曲或张力。
5. 完成拆装后应该对工作台进行清理,并将所有工具和元器件进行分类和整理,以便下次使用。
以上就是关于贴片电感拆装方法的介绍。
在实际操作中,拆装贴片电感需要技术娴熟和仔细认真的态度,才能确保完成拆装任务的不损坏元器件和电路板。

平口钳使用方法
平口钳使用方法如下:
1.选择合适的平口钳,根据需要选择不同尺寸和材质来完成工作。
2.在开始操作前,请确认平口钳的相关功能已经调整好。
3.将工件放入平口钳夹持口中,并将平口钳夹合,使工件牢固地固定
在夹持口中。
4.开始操作,根据需要使用适当的力度进行压紧或松开工件。
5.完成操作后,将平口钳夹合并将其保持在干燥和清洁的地方。
6.如需更换平口钳的夹持垫片,请谨慎操作并使用正确的工具。
7.平口钳在使用过程中应避免碰撞或使用过度的力量,以免损坏器具。
8.操作时应注意安全,确保没有人站在平口钳操作范围内。
总之,平口钳使用方法相当简单,只需根据需要使用适当的力度和技术,即可完成工作。
要保持器具的稳定性和卫生性,避免不必要的目的,
平口钳应经常维护和包装。
平口虎钳拆装过程内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.在清理及拆装虎钳之前,应先观察平口虎钳是通过哪些零部件组装而成的,要怎样清理可以更好的将虎钳清理干净。
通过了解及观察,平口虎钳主要由两个钳口板、活动钳身、固定钳身、螺杆、特制的螺母、底座、挡板及多个螺钉组装而成的。
钳口板是与固定钳身通过螺纹连接紧固在一起的,固定钳身又通过螺纹连接和键连接与底座紧固在一起;旋转的螺杆则被固定在底座上;另外一个钳口板则与活动钳身通过螺纹连接紧固在一起,活动钳身固定经过初步发现,是与螺杆相配合的螺母通过单螺纹固定在一起的,所以活动钳身会通过螺母跟螺杆配合,随着螺杆的转动,前后转动,其最大行程位置是两钳口板相吻合。
观察完虎钳是怎么组装后,还应观察平口虎钳清理的重点对象,经过发现,底座内的铁屑过多,及与螺杆相配合的螺母孔内有铁屑,从而影响的旋转,造成旋转螺杆吃力,还有各个开口孔的内螺纹有铁屑,虽无大影响,但也应要清除。
将所需拆装的虎钳小心的放在工作台上,准备好拆装所需的工具,主要工具有:一组六角扳手、套筒、加力杆、抹布、刷子、经过改进的镊子、铁钩。
在这些工具中,一组六角扳手与套筒必不可少!否则无法进行虎钳的拆装,其余工具可以用相似的工具代替,当然还应准备好油盆及水盆,虎钳的清理需要用水清理及上油。
工具准备好后,先观察虎钳是怎么组装的,分析,先拆哪里,哪里不能拆以及清理的重点是在哪里。
经过观察,钳口板只跟活动钳身、钳口板只跟固定钳身通过螺纹连接紧固在一起的,且清理只需清理外表面即可,故无需将钳口板和活动钳身、钳口板与固定钳身拆分开。
螺杆则被销固定好,如果将螺杆拆卸下来,可能会造成螺杆无法在组装回去,挡板是用来固定螺杆的,同时防止铁屑进入到螺杆与底座的连接处,故也不用拆卸。
平口钳的装配课程设计一、课程目标知识目标:1. 学生能够理解平口钳的基本结构及其工作原理。
2. 学生能够掌握平口钳的各部件名称及其功能。
3. 学生能够了解平口钳在机械加工中的应用。
技能目标:1. 学生能够独立完成平口钳的拆装和装配操作。
2. 学生能够运用工具和量具进行平口钳的调整和检查。
3. 学生能够运用所学知识解决平口钳使用过程中遇到的问题。
情感态度价值观目标:1. 培养学生热爱机械加工专业,增强职业自豪感。
2. 培养学生严谨、细致的工作态度,注重团队合作。
3. 培养学生珍惜设备,爱护工具,养成良好的操作习惯。
课程性质:本课程为机械加工专业课程,以实践操作为主,理论教学为辅。
学生特点:学生具备一定的机械基础知识和动手能力,对实际操作有较高的兴趣。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,提高学生的操作技能和解决问题的能力。
通过课程学习,使学生能够达到上述具体的学习成果。
二、教学内容1. 平口钳的结构与原理- 平口钳的基本结构- 各部件的作用和工作原理- 平口钳在机械加工中的应用2. 平口钳的拆装与装配- 平口钳的拆装步骤及注意事项- 装配顺序及技巧- 常用工具和量具的使用方法3. 平口钳的调整与检查- 平口钳的调整方法- 调整过程中的注意事项- 检查项目及标准4. 平口钳的维护与保养- 平口钳的日常维护- 常见故障的排除方法- 设备保养的重要性及方法教学内容安排和进度:第一课时:平口钳的结构与原理第二课时:平口钳的拆装与装配第三课时:平口钳的调整与检查第四课时:平口钳的维护与保养教材章节及内容关联:《机械加工基础》第四章第三节:机械设备的拆装与装配《机械加工基础》第四章第四节:机械设备的调整与检查《机械加工基础》第四章第五节:机械设备的维护与保养教学内容确保科学性和系统性,结合课程目标,使学生能够掌握平口钳的相关知识和技能。
三、教学方法本课程采用以下教学方法,以实现课程目标和提高教学质量:1. 讲授法:- 对平口钳的结构、原理、拆装与装配方法等理论知识进行讲解,使学生掌握基本概念和操作要领。
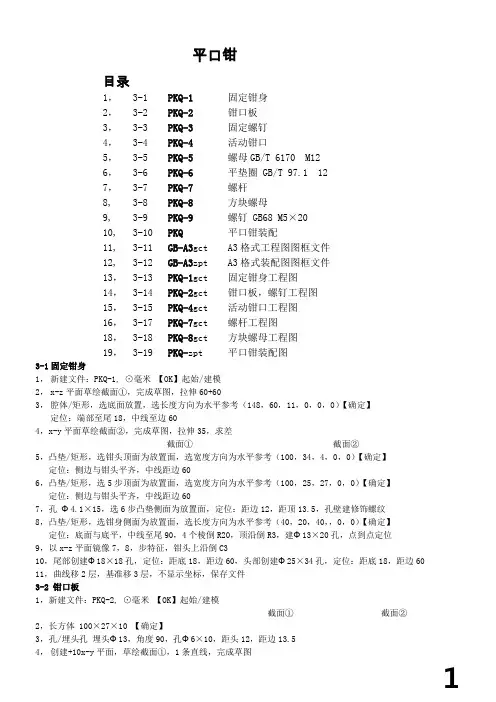
平口钳目录1, 3-1 PKQ-1固定钳身2, 3-2 PKQ-2 钳口板3, 3-3 PKQ-3 固定螺钉4, 3-4 PKQ-4 活动钳口5, 3-5 PKQ-5 螺母GB/T 6170 M126, 3-6 PKQ-6平垫圈 GB/T 97.1 127, 3-7 PKQ-7螺杆8, 3-8 PKQ-8 方块螺母9, 3-9 PKQ-9 螺钉 GB68 M5×2010, 3-10 PKQ 平口钳装配11, 3-11 GB-A3gct A3格式工程图图框文件12, 3-12 GB-A3zpt A3格式装配图图框文件13, 3-13 PKQ-1gct 固定钳身工程图14, 3-14 PKQ-2gct 钳口板,螺钉工程图15, 3-15 PKQ-4gct 活动钳口工程图16, 3-17 PKQ-7gct 螺杆工程图18, 3-18 PKQ-8gct 方块螺母工程图19, 3-19 PKQ-zpt平口钳装配图3-1固定钳身1,新建文件:PKQ-1, ⊙毫米【OK】起始/建模2,x-z平面草绘截面①,完成草图,拉伸60+603,腔体/矩形,选底面放置,选长度方向为水平参考(148,60,11,0,0,0)【确定】定位:端部至尾18,中线至边604,x-y平面草绘截面②,完成草图,拉伸35,求差截面①截面②5,凸垫/矩形,选钳头顶面为放置面,选宽度方向为水平参考(100,34,4,0,0)【确定】定位:侧边与钳头平齐,中线距边606,凸垫/矩形,选5步顶面为放置面,选宽度方向为水平参考(100,25,27,0,0)【确定】定位:侧边与钳头平齐,中线距边607,孔Ф4.1×15,选6步凸垫侧面为放置面,定位:距边12,距顶13.5,孔壁建修饰螺纹8,凸垫/矩形,选钳身侧面为放置面,选长度方向为水平参考(40,20,40,,0,0)【确定】定位:底面与底平,中线至尾90,4个棱倒R20,顶沿倒R3,建Ф13×20孔,点到点定位9,以x-z平面镜像7,8,步特征,钳头上沿倒C310,尾部创建Ф18×18孔,定位:距底18,距边60,头部创建Ф25×34孔,定位:距底18,距边60 11,曲线移2层,基准移3层,不显示坐标,保存文件3-2 钳口板1,新建文件:PKQ-2, ⊙毫米【OK】起始/建模截面①截面②2,长方体 100×27×10 【确定】3,孔/埋头孔埋头Ф13,角度90,孔Ф6×10,距头12,距边13.54,创建+10x-y平面,草绘截面①,1条直线,完成草图5,在截面①线端建平面草绘截面②,等边三角形,完成草图6,沿导引线扫掠出实体,创建7,X-z平面草绘截面③:从小三角形下角往下画1条直线,完成草图8,变换,绕直线旋转,选6步实体90º旋转复制9,分别变换复制扫掠体,XC间距为510,求差,先选长方体,再框选其余实体11,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-3 固定螺钉1,新建文件:PKQ-3, ⊙毫米【OK】起始/建模2,圆柱/直径,高度,Ф35×12,↑ZC,圆台Ф9.5×4,点到点定位,圆台Ф12×12,点到点定位3,端沿倒C1,创建修饰螺纹4,插入/基准/点/点点构造器(12,0,0)【确定】(-12,0,0)【确定】5,在两个点处创建Ф5×6简单孔6,点移2层,基准移3层,不显示坐标,配色,保存文件3-4 活动钳口1,新建文件:PKQ-3, ⊙毫米【OK】起始/建模2,x-y平面草绘截面①,完成草图,往上拉伸363,x-y平面草绘截面②,完成草图,往上拉伸,起始17,结束36,求差截面①截面②4,水平转角处倒R10,竖直转角处倒R55,顶部创建沉头孔,沉头Ф36×12,孔Ф28×36,点倒点定位6,腔体/矩形选侧面放置,选长边为水平参考,腔体参数:100×27×9,定位:与顶平齐,与边平齐7,孔Ф4.1×15,距边12,距顶13.5,创建修饰螺纹,顶沿倒R1,孔底倒C28,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-5 螺母 GB/T 6170 M121,新建文件:PKQ-5, ⊙毫米【OK】起始/建模2,插入/曲线/多边形侧面数6,【确定】内接半径R9【确定】(0,0,0)【确定】,圆/中心-半径(0,0,0)↙ R5.05↙中键,拉伸6+63,圆/中心-半径(0,0,6)↙R9↙(0,0,-6)↙R9↙中键4,拉伸选圆,值12,拔模角-70,求交,同理拉伸另一边5,中间孔创建修饰螺纹,端口倒C16,曲线移2层,基准移3层,不显示坐标,保存文件3-6 平垫圈 GB/T 97.1 121,新建文件:PKQ-6, ⊙毫米【OK】起始/建模2,圆柱/直径,高度,Ф24×2.5,↑ZC,孔Ф13×2.5,点到点定位3,配色,保存文件3-7 螺杆1,新建文件:PKQ-7, ⊙毫米【OK】起始/建模2,x-z平面草绘截面①,完成草图,360º旋转3,x-z平面草绘截面②,完成草图,拉伸15+15,求差4,插入/关联复制/实例/环形阵列选拉伸特征【确定】数字4,角度90【确定】基准轴,选XC箭头【确定】截面①5,格式/WCS/旋转⊙+YC 90º【确定】使ZC向右6,插入/曲线/螺旋转数23.5,螺距6,输入半径9,右手【确定】7,x-z平面草绘截面③,完成草图,截面①截面②8,已扫掠矢量方向↑ZC,恒定的,求差9,端沿倒C1,创建详细螺纹,从左端开始,长度2810,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-8 方块螺母1,新建文件:PKQ-8, ⊙毫米【OK】起始/建模2,x-z平面草绘截面①,完成草图,往+XC方向拉伸503,圆台Ф28×24,选顶面放置,距离边17.5,距离端25,中心创建Ф10.1×22孔和修饰螺纹截面①截面②4,两大孔端口倒C25,格式/WCS/旋转⊙+YC 90º【确定】使ZC向右6,插入/曲线/螺旋转数8,螺距6,输入半径9,右手【确定】7,x-z平面草绘截面②,完成草图,已扫掠矢量方向↑ZC,恒定的,求差,顶沿倒C0.58,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-9 螺钉GB68 M5×201,新建文件:PKQ-9, ⊙毫米【OK】起始/建模截面①截面②2,x-z平面草绘截面①,完成草图,旋转,端沿倒C0.5,创建修饰螺纹3,x-z平面草绘截面②,完成草图,拉伸10+10,求差4,曲线移2层,基准移3层,不显示坐标,配色,保存文件3-10 平口钳装配1,新建文件:PKQ, ⊙毫米【OK】起始/装配2,添加现有的组件/选择部件文件选PKQ-1固定钳身【OK】绝对【确定】(0,0,0)【确定】3,选择部件文件选PKQ-7螺杆【OK】配对【确定】配对,选螺杆大圆平面,选钳头平面,对齐,选螺杆外圆柱面,选钳头孔【确定】【确定】4,选择部件文件选PKQ-8方块螺母【OK】配对【确定】对齐,选螺母圆柱面,选螺杆圆柱面,距离,选螺母端面,选钳尾侧面,输入距离30,平行,选螺母侧面,选钳体侧面,重选另侧【确定】【确定】,如方向相反就就重选螺母另一端,或调相反箭头5,添加活动钳口PKQ-4,底面与钳身配对,轴对齐,钳口平行,方向相反就调箭头6,添加螺钉PKQ-37,添加钳口板PKQ-2,8,添加螺钉PKQ-9,圆锥面配对9,添加垫圈PKQ-610,添加螺母PKQ-511,配色,保存文件3-11,A3格式工程图图框文件1,新建文件:GB-A3gct ⊙毫米【OK】(注意选好保存目录)2,起始/制图图纸规格A3,单位:毫米,第一角投影【确定】3,颜色设置:首选项/对象/一般/颜色(对以后生效)4,绘制图框:插入/曲线/矩形(10,10,0)【确定】(410,287,0)【确定】5,绘制标题栏:插入/表格注释,默认为5×5行,行高=7,点击确定6,编辑表格:将光标放在某线出现双向箭头时,拖动改变行宽或列宽,按出现数字准确拖动7,将光标放在顶线选中列,点选插入列图标或双击右键/插入/右边的列8,如拖动选取的则为单元格,点选合并单元格图标或双击右键/合并单元格9, 双击单元格输入文字,中键确认,选中有文字的单元格右击/样式,选字体Chinesef,大小,颜色【确定】10, 点选左上角选中整个表格拖到合适位置,文件/关闭/保存并关闭3-12 A3格式装配图图框文件1,新建文件:GB-A3zpt ⊙毫米【OK】(注意选好保存目录)2,起始/制图图纸规格A3,单位:毫米,第一角投影【确定】3,颜色设置:首选项/对象/一般/颜色(对以后生效)4,建立图框和标题栏,明细表,填入文字5,去除栅格,调背景为白色,保存文件3-13 固定钳身工程图1,新建文件:PKQ-1gct, ⊙毫米【OK】起始/制图 A3 ⊙毫米第1角投影【确定】2,首选项/注释设置:实心箭头,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小4.5【确定】3,文件/导入/部件【确定】选已保存的A3图框文件(0,0,0)【确定】4,插入俯视图,1:2,从俯视图创建全剖主视图,1:2可见线:黑,隐藏线:浅灰点线5,双击剖切符号 A=0.1,B=0.1,D=12,E=4,颜色:黑,显示:GB标准【确定】6,再次插入俯视图,90º旋转,插入中心线,从俯视图创建半剖左视图,将俯视图拖出界外,半剖拖至合适位置7,在俯视图创建1个局部剖视图:1)选视图右击/展开成员视图,用艺术样条圈出范围,右击退出扩展2)局部剖,选视图,在左视图选螺纹孔中点,箭头向上,中键,选样条,中键,标注尺寸8,插入轴测图,比例0.4,可见线:黑,光顺边:浅灰细线9,标注螺纹尺寸:注释编辑器输入2-M深12,指引线工具,指引线类型:单色,在螺纹处点击,中键,选文字右击/样式,文字大小5,字体chinesef,颜色:黑【确定】10,粗糙度尺寸标注:1)插入/符号/定制符号,选粗糙度符号,比例1.2,角度0,中键,点击放置,角度180,中键,点击放置,角度270,中键,点击放置【×】2)2)注释编辑器,输入数字6.3,点击放置,输入数字3.2,点击放置,输入数字2.5,点击放置,中键3)选3.2右击/样式文字角度90,颜色:黑【确定】11,选尺寸右击/样式编辑尺寸样式,选尺寸右击/编辑附加文本,添加数字前后文本12,输入注释,保存文件3-14 钳口板和螺钉工程图1,新建文件:PKQ-2gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,首选项/注释设置:实心箭头D=4,尺寸箭头之间有线,剖面线距离2,径向A=0.1,文字大小5,单位角度格式45º【确定】3,文件/导入/部件【确定】,选GB-A3.prt【OK】(0,0,0)【确定】4,插入/视图/从部件添加视图,选择部件文件:PKQ-2【OK】选前视图,1:1点击放置前视图和俯视图,中键5,在主视图创建1个局部剖视图1)选主视图右击/展开成员视图,用艺术样条圈出范围,右击退出扩展2)局部剖,选视图,在俯视图选孔中点,箭头向下,中键,选艺术样条,中键【Х】6,用实用符号创建中心线,标注一般尺寸和圆柱形尺寸7,注释编辑器输入:网纹3,指引线工具,选点,中键,点击放置,中键,右击/样式,设置文字字符大小5,字体:chinssef,颜色:黑,【确定】8,选Ф6尺寸右击编辑附加文本,在前输入:2-9,选所有尺寸右击/编辑显示颜色:黑10,首选项/制图/视图/取消显示视图边界√11,插入/符号/定制符号,比例2,角度180,中键,点击放置【×】,用注释编辑器输入6.312,用同样方法制作其余光洁度符号13,用同样方法创建螺钉工程图,比例1.5,剖切符号 A=0.1,B=0.1,D=10,E=3,颜色:黑,GB标准【确定】14,首选项/可视化设置背景颜色保存文件3-15活动钳口工程图1,新建文件:PKQ-4gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头D=4,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小5,3,创建全剖主视图,俯视图创建局部剖视图,轴测图,可见线:黑,俯视图无光顺边,轴测图光顺边浅灰色4,剖切符号 A=0.1,B=0.1,D=12,E=4,颜色:黑,GB标准5,选Ф28尺寸右击/样式,在尺寸卡片选公差形式,小数位数3,输入上公差0.033,下公差0,在文字卡片公差设公差字符大小3,颜色:黑【应用】【确定】6,定制粗糙度符号比例1.5,角度90,7,制作注释,去除视图边界,调背景白色,保存文件3-16 螺杆工程图1,新建文件:PKQ-7gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,尺寸箭头之间有线,径向A=0,文字大小53,创建前视图,左视图,局部放大图比例2:1,可见线:黑4,将左视图移到下边,注释编辑器输入C,指引线工具,点选箭头位置,中键5,分别点选Ф15,Ф18尺寸右击/样式,编辑公差6,粗糙度符号比例1.5,其余粗糙度符号比例2,字符大小86,去除视图边界,调背景白色,保存文件3-17 方块螺母工程图1,新建文件:PKQ-8gct, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,尺寸箭头之间有线,剖面线距离3,径向A=0.1,文字大小5,汉字8,放大图2:1 3,选左视图为主视图4,剖切符号 A=0.1,B=0.1,D=10,E=3,颜色:黑,GB标准5,标注尺寸,去除视图边界,调背景白色,保存文件3-18 平口钳装配图1,新建文件:PKQ-zpt, ⊙毫米【OK】起始/制图,A3, ⊙毫米,第1角投影【确定】,去掉栅格2,有关设置:实心箭头,剖面线距离3,文字大小53,选主视图右击/样式在剖面卡片勾选装配剖面线4,剖切符号 A=0.1,B=0.1,D=12,E=4,颜色:黑,GB标准5,首选项/注释/直线/箭头,将箭头改为•—,C 0.1 符号,ID,颜色改为黑色【确定】6,选择制图注释工具条的ID符号工具,选指定指引线符号,选点,中键,输入文本,点击放置符号7,选ID符号右击/样式,字符大小6,颜色:黑8,去除视图边界,调背景白色,保存文件。
夹具拆装过程及步骤嘿,朋友们!今天咱就来唠唠夹具拆装这档子事儿。
你想想啊,夹具就像是个大力士,紧紧抱住工件,让加工过程稳稳当当的。
那要怎么摆弄这个大力士呢?先来说说拆吧!这可不是蛮干哦,得小心翼翼的。
就好像拆一个精致的小玩具,得轻手轻脚,别把它弄疼了。
先找到固定它的那些小螺丝呀、卡扣呀什么的,一个一个慢慢松开。
要是着急忙慌地乱掰乱扯,那可不行,说不定就把夹具给弄坏啦!这就好比你着急脱衣服,结果把扣子扯掉了,多不划算呀!然后呢,轻轻地把各个部件取下来,放好,可别随手一扔,回头找不到了可别哭鼻子哟!这一步就像是整理你的宝贝玩具,要整整齐齐的。
拆完了,该装啦!这就像搭积木一样,得按顺序来。
先把主要的框架放好,就像给房子搭个大梁。
然后把那些小零件一个一个装回去,螺丝要拧紧咯,不然夹具工作的时候松松垮垮可不行。
就好像你走路鞋子没系紧,那不得摔跟头呀!在拆装的过程中,咱得时刻留意呀!看看有没有哪里不对劲,有没有零件磨损啦,有没有少了个啥。
这就跟你每天照镜子看看自己有没有变丑一样重要!要是发现问题,赶紧解决,可别等用的时候出岔子。
还有啊,得准备好合适的工具,就像战士上战场得有称手的兵器一样。
别拿个小螺丝刀去拧大螺丝,那不是白费力气嘛!而且,干活的时候得认真呀,别一边拆装一边玩手机,那能装好才怪呢!总之呢,夹具拆装可不是个简单的活儿,但只要咱细心、耐心,就一定能搞定。
这就跟生活中的很多事情一样,只要用心去做,就没有做不好的。
所以呀,大家加油哦,让我们把夹具拆装这件事儿干得漂漂亮亮的!以后用起夹具来也得心应手呀!怎么样,是不是觉得挺有意思的呀?哈哈!。
实习指导教师课时授课教案
复习:
①程序编写思路
②程序优化
③加工产品的理念
(一)导入:在加工一个产品时,程序优化很重要,所用夹紧呢?
以下两幅图由于夹具问题而导致加工事故
产生此事故的原因有可能是:
1.精密平口钳由于长期使用没有进行内部保养,内部构件可能出现损坏或被铁削堵死现象,导致夹力不均匀。
从而引起加工事故。
2.平口钳内部保养是需要拆卸平口钳的。
3.精密平口钳拆装的关键性。
(二)精密平口钳的拆装主要分三步讲解:
第1步精密平口钳拆前观察
从实物可看出精密平口钳主要有螺母挡圈、钳体、动钳口、定钳口、钳口保护块、螺杆、滑块螺母等主要构件组成。
(通过图片表示构件和预定拆装次序)
第2步进行拆卸
在拆卸过程中,按照预定顺序进行拆卸。
将拆卸下来的构件进行编号,按照拆卸顺序依次放好。
拆卸下来的小构件和小螺栓,放入保管盒里,以免丢失。
对于一些经过调准,拆开后不易点准复位的构件,一般不进行拆卸。
要遵循“恢复原样”的要求进行拆卸。
(说明要求后进行实物拆卸,按说明要求进行拆卸)
第3步回装精密平口钳
回装预定顺序是与拆卸顺序相反。
在回装精密平口钳是,要注意装配顺序包括构件的正反方向,做到一次装成,在装配中不要轻易用铁锤敲打以免损坏构件或影响装配精度。
高精密平口钳操作方法
高精密平口钳操作方法如下:
1. 调整平口钳的开合度:根据需要,使用平口钳上的调节旋钮或杆,将钳口逐渐打开或闭合,以达到需要的开度。
确保钳口的开合度适用于要操作的物品的大小。
2. 握住平口钳的手柄:将手指放置在平口钳的手柄上,确保手柄被牢固地握住。
3. 确保物品正确夹持:将要夹持的物品放入平口钳的钳口中,通过调整平口钳的开合度和夹持力,确保物品得到适当的夹持。
4. 进行夹持或松开操作:通过向内或向外推动平口钳的手柄,使钳口夹紧或松开。
在操作时要注意力度,以免损坏物品或造成伤害。
5. 完成操作后,将平口钳手柄松开,以释放夹持力。
将夹持的物品从平口钳中取出,并将平口钳归位。
注意事项:
- 避免过度使用力量,以免损坏平口钳或夹持的物品。
- 在使用平口钳时,要时刻保持注意力集中,避免意外事故的发生。
- 使用前后检查平口钳的状态,确保它处于良好的工作状态。
如有故障或损坏,
应及时更换或修理。
- 当存放平口钳时,应将其放置在干燥、安全的地方,避免与其他物品碰撞或受潮。
平口钳的组成一、平口钳的定义平口钳,又称扁嘴钳、排钳,是一种常见的手工工具,用于紧固、夹取物件。
它由多个部件组成,每个部件都发挥着重要的作用。
下面将详细介绍平口钳的组成部分。
二、平口钳的组成部分1. 主体主体是平口钳的主要部分,通常由钢铁材料制成。
主体包括两个手柄和两支钳口。
2. 手柄手柄是平口钳的一部分,用于操作和控制钳口的开合。
通常情况下,手柄上都有防滑设计,以方便用户更好地握持平口钳。
3. 钳口平口钳的钳口位于主体两端,用于夹取物件。
钳口的开合程度可以通过手柄的操作进行调节。
4. 手柄弹簧手柄弹簧是平口钳的一个重要部分,用于保持手柄的张开状态。
当用户操作时,手柄弹簧会施加力量,使得手柄不再闭合,方便用户进行连续的操作。
5. 卡箍卡箍是平口钳的一个辅助部件,用于固定手柄。
通过卡箍,用户可以将手柄固定在需要的位置,以满足不同工作需求。
6. 联轴器联轴器用于连接两个手柄,使得它们能够同时控制钳口的开合。
联轴器通常位于手柄底部,通过螺栓将两个手柄牢固地连接在一起。
7. 螺栓和螺母螺栓和螺母用于连接主体的各个部件。
它们由金属材料制成,可以提供足够的强度和稳定性,以确保平口钳的正常使用。
三、平口钳的工作原理平口钳的工作原理比较简单,当用户用力闭合手柄时,钳口会夹紧物件。
钳口的设计使得它们能够紧密贴合,提供足够的夹紧力。
当用户松开手柄时,手柄弹簧的作用下,钳口会自动张开,释放夹紧的物件。
四、平口钳的使用注意事项使用平口钳时需要注意以下几点:1.选择合适的平口钳。
根据实际需求选择合适长度和型号的平口钳,以确保能够满足工作要求。
2.使用正确的姿势。
握住手柄时应保持适当的力度,避免过度用力或使用不正确的握持方式,以免造成手部疲劳或受伤。
3.注意钳口的位置。
在使用平口钳时,应确保钳口与被夹取物件的表面充分接触,以提供更好的夹紧力。
4.避免超负荷使用。
平口钳有一定的使用限制,不能超过其设计负荷范围,否则可能导致平口钳损坏或失效。
平口钳的用途一、引言平口钳是一种常见的手工工具,它具有广泛的用途。
平口钳通常由两个钳臂和一个铰链连接而成,可以通过压缩钳臂来夹住物体。
本文将详细介绍平口钳的用途。
二、家庭维修1. 电器修理平口钳可以用于修理电器。
例如,如果一根电线接头松动或损坏,可以使用平口钳夹紧电线接头并重新连接电线。
2. 家具修理如果您的家具出现了松动或损坏的情况,可以使用平口钳夹住木头,并使用胶水将其粘合在一起。
3. 管道维修如果您的水龙头或管道出现漏水问题,可以使用平口钳夹住管道并拧紧螺丝以解决问题。
三、机械制造1. 金属加工在金属加工过程中,需要对金属进行切割、弯曲和成型。
此时可以使用平口钳来夹住金属并进行加工。
2. 装配和拆卸机械零件在机械制造过程中,需要对零件进行装配和拆卸。
此时可以使用平口钳夹住零件并进行操作。
四、汽车维修1. 更换轮胎更换轮胎时,需要使用平口钳夹住轮胎螺丝并拧紧或松开它们。
2. 调整发动机部件在汽车维修过程中,需要对发动机部件进行调整。
此时可以使用平口钳夹住部件并进行操作。
五、其他用途1. 钓鱼如果您是一位钓鱼爱好者,可以使用平口钳来取下鱼钩或剪断鱼线。
2. 剪切线材如果您需要剪切电线或电缆,可以使用平口钳来完成这项任务。
3. 剪切塑料如果您需要剪切塑料管道或其他塑料制品,可以使用平口钳来完成这项任务。
六、结论总之,平口钳是一种非常有用的工具。
它可以用于家庭维修、机械制造、汽车维修和其他许多任务。
无论您是专业技术人员还是普通人,在日常生活中都有可能需要使用平口钳。
因此,学习如何正确地使用它是非常重要的。
卡簧拆装和安装方法卡簧是一种常用的机械零件,用于连接和固定机械部件。
在机械维修和安装中,卡簧的拆装和安装是一个常见的操作。
下面将介绍卡簧的拆装和安装方法。
一、卡簧的拆装方法1.准备工具:卡簧钳、扁嘴钳、平口钳、螺丝刀等。
2.确定卡簧的位置:在拆卸卡簧之前,需要确定卡簧的位置和数量,以便正确地拆卸。
3.使用卡簧钳:卡簧钳是一种专门用于拆卸卡簧的工具。
将卡簧钳的两个钳臂插入卡簧的两个孔中,然后用力压缩卡簧,使其脱离卡槽。
4.使用扁嘴钳:如果没有卡簧钳,也可以使用扁嘴钳。
将扁嘴钳的两个钳臂插入卡簧的两个孔中,然后用力压缩卡簧,使其脱离卡槽。
5.使用平口钳:如果卡簧太小,无法使用卡簧钳或扁嘴钳拆卸,可以使用平口钳。
将平口钳的两个钳臂插入卡簧的两个孔中,然后用力压缩卡簧,使其脱离卡槽。
6.使用螺丝刀:有些卡簧的孔太小,无法使用钳子拆卸,可以使用螺丝刀。
将螺丝刀的一端插入卡簧的孔中,然后用力压缩卡簧,使其脱离卡槽。
二、卡簧的安装方法1.准备工具:卡簧钳、扁嘴钳、平口钳、螺丝刀等。
2.确定卡簧的位置:在安装卡簧之前,需要确定卡簧的位置和数量,以便正确地安装。
3.使用卡簧钳:卡簧钳是一种专门用于安装卡簧的工具。
将卡簧钳的两个钳臂插入卡簧的两个孔中,然后用力压缩卡簧,使其进入卡槽。
4.使用扁嘴钳:如果没有卡簧钳,也可以使用扁嘴钳。
将扁嘴钳的两个钳臂插入卡簧的两个孔中,然后用力压缩卡簧,使其进入卡槽。
5.使用平口钳:如果卡簧太小,无法使用卡簧钳或扁嘴钳安装,可以使用平口钳。
将平口钳的两个钳臂插入卡簧的两个孔中,然后用力压缩卡簧,使其进入卡槽。
6.使用螺丝刀:有些卡簧的孔太小,无法使用钳子安装,可以使用螺丝刀。
将螺丝刀的一端插入卡簧的孔中,然后用力压缩卡簧,使其进入卡槽。
总之,卡簧的拆装和安装需要注意以下几点:1.确定卡簧的位置和数量。
2.选择合适的工具进行拆装和安装。
3.在拆装和安装过程中,要注意力度和方向,避免损坏卡簧或机械部件。