产品几何技术规范(GPS)讲义之一_by_侠之生[53P][819KB]
- 格式:pdf
- 大小:819.59 KB
- 文档页数:53
产品几何量技术规范(GPS)形状和位置公差检测规定1、测量形位误差时,表面粗糙度、划痕、擦伤以及塌边等其他外观缺陷,应排除在外.2、测量形位误差时的标准条件:1) 标准温度为200C;2) 标准测量力为零。
必要时应进行偏离标准条件对测量结果影响的测量不确定度评估。
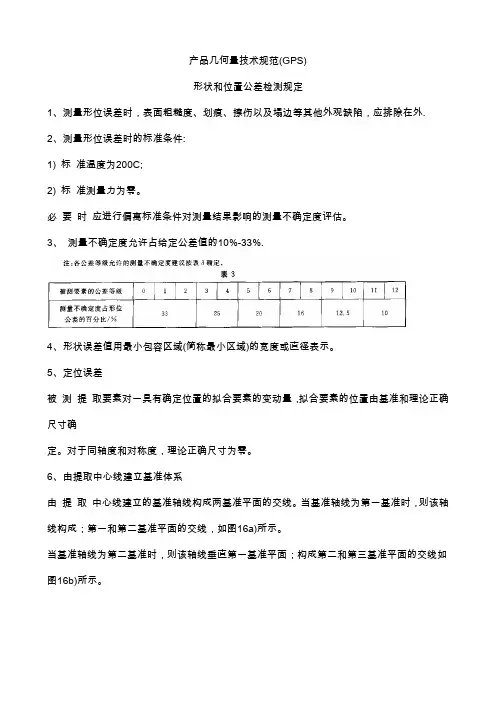
3、测量不确定度允许占给定公差值的10%-33%.4、形状误差值用最小包容区域(简称最小区域)的宽度或直径表示。
5、定位误差被测提取要素对一具有确定位置的拟合要素的变动量,拟合要素的位置由基准和理论正确尺寸确定。
对于同轴度和对称度,理论正确尺寸为零。
6、由提取中心线建立基准体系由提取中心线建立的基准轴线构成两基准平面的交线。
当基准轴线为第一基准时,则该轴线构成;第一和第二基准平面的交线,如图16a)所示。
当基准轴线为第二基准时,则该轴线垂直第一基准平面;构成第二和第三基准平面的交线如图16b)所示。
7、模拟法通常采用具有足够精确形状的表面来体现基准平面、基准轴线、基准点等。
基准要素与模拟基准要素接触时,可能形成“稳定接触”,也可能形成“非稳定接触”8、直接法当基准要素具有足够的形状精度时,可直接作为基准,如图19所示。
9、目标法由基准目标建立基准时,基准“点目标”可用球端支承体现;基准“线目标”可用刃口状支承或由圆棒素线体现;基准“面目标”按图样上规定的形状,用具有相应形状的平面支承来体现。
各支承的位置,应按图样规定进行布置。
10、三基面体系的体现方法体现三基面体系时必须注意基准的顺序。
11、在满足零件功能要求的前提下,当第一、第二基准平面与基准要素间为非稳定接触时,允许其自然接触。
12、。
竭诚为您提供优质文档/双击可除产品几何技术规范(gps),线性和角度尺寸与公差标注篇一:机械制图-尺寸公差标注第八节尺寸公差与配合注法(gb/t4458.5-20xx)公差是反映对制造零件精度要求的,配合是反映相配零件之间存在的间隙或过盈情况的,即互相结合的松紧关系。
所以,标注公差与配合是图样中不可缺少的内容。
本标准规定了机械图样中尺寸公差与配合公差的标注方法,适用于机械图样中尺寸公差(线性尺寸公差和角度尺寸公差)与配合的标注方法。
本标准从20xx年12月1日实施,并自实施之日起代替gb/t4458.5-1984《机械制图尺寸公差与配合注法》。
(产品几何技术规范(gps),线性和角度尺寸与公差标注)一、基本要求1、公差带的代号及公差等级的代号等要符合gb/t1800《极限与配合基础》的规定。
2、字体的写法应符合gb/t14691-1993《技术制图字体》的规定。
3、尺寸注法要符合gb/t4458.4-20xx《机械制图尺寸注法》的规定。
二、在零件图上的公差注法(一)线性尺寸公差的注法在图样中标注线性尺寸公差的方法,常用的有标注公差带代号、标注极限偏差、同时标注公差带代号和极限偏差等三种形式。
1、标注公差带代号随着公差与配合标准化工作的进展,对于采用标准公差的尺寸,可以直接标注公差带代号,这对于用量规(公差带的代号往往就是量规的代号)检验的场合十分简便。
标注公差带代号对公差等级和配合性质的概念都比较明确,在图样中标注也简单。
但缺点是具体的尺寸极限偏差不能直接看出。
(注意:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边,如图2-160、图2-161)。
图2-160注写公差带代号的公差注法(一)图2-161注写公差带代号的公差注法(二)2、标注极限偏差在基本尺寸后标注极限偏差的方法,尺寸的实际大小比较直观,为单件、小批生产所欢迎。
至于标注极限偏差的具体方法,现说明如下:①极限偏差数字的高度:gb/t4458.5-20xx仍规定极限偏差数字比基本尺寸的数字小一号,其优点是突出了基本尺寸,标注极限偏差所占地位较小。

产品几何量技术规范篇一:产品几何量技术规范产品几何量技术规范(GPS)形状和位置公差检测规定1、测量形位误差时,表面粗糙度、划痕、擦伤以及塌边等其他外观缺陷,应排除在外.2、测量形位误差时的标准条件:1) 标准温度为200C;2) 标准测量力为零。
必要时应进行偏离标准条件对测量结果影响的测量不确定度评估。
3、测量不确定度允许占给定公差值的10%-33%.4、形状误差值用最小包容区域(简称最小区域)的宽度或直径表示。
5、定位误差被测提取要素对一具有确定位置的拟合要素的变动量,拟合要素的位置由基准和理论正确尺寸确定。
对于同轴度和对称度,理论正确尺寸为零。
6、由提取中心线建立基准体系由提取中心线建立的基准轴线构成两基准平面的交线。
当基准轴线为第一基准时,则该轴线构成;第一和第二基准平面的交线,如图16a)所示。
当基准轴线为第二基准时,则该轴线垂直第一基准平面;构成第二和第三基准平面的交线如图16b)所示。
7、模拟法通常采用具有足够精确形状的表面来体现基准平面、基准轴线、基准点等。
基准要素与模拟基准要素接触时,可能形成“稳定接触”,也可能形成“非稳定接触”8、直接法当基准要素具有足够的形状精度时,可直接作为基准,如图19所示。
9、目标法由基准目标建立基准时,基准“点目标”可用球端支承体现;基准“线目标”可用刃口状支承或由圆棒素线体现;基准“面目标”按图样上规定的形状,用具有相应形状的平面支承来体现。
各支承的位置,应按图样规定进行布置。
10、三基面体系的体现方法体现三基面体系时必须注意基准的顺序。
11、在满足零件功能要求的前提下,当第一、第二基准平面与基准要素间为非稳定接触时,允许其自然接触。
12、篇二:现代产品几何量技术规范GPS国际标准体系现代产品几何量技术规范GPS国际标准体系现代产品几个技术规范GPS的国际标准体系蕴含工业化大生产的基本特征,反映先进制造技术发展的要求,为产品技术评估提供了“通用语言”:有利于产品的设计、制造及检测,通过对规范和认证过程的不确定度处理,实现资源的自动优化分配,隐含着制造业巨大的利润。
SAC/TC240“全国产品尺寸和几何技术规范标准化技术委员会”第一届标委会工作总结(1999年~2004年)王欣玲李晓沛自1999年8月成立对口ISO/TC213的国内标委会SAC/TC240“全国产品尺寸和几何技术规范标准化技术委员会”至今已满五年。
在国家标准化管理委员会和各级领导的大力支持和全体委员的共同努力下,标委会的各项工作取得了一定的成绩,并在原标委会工作的基础上,标准体系有了新的发展和技术上的突破,现正在为满足我国制造业和国际贸易竞争的需求进一步的向前发展。
一.年会情况五年来已成功召开了5次全会,审查通过了34项国标。
二.标准制修订工作情况为提高标准制定工作的效率和保证标准质量,标委会将建全电子通讯系统,并在中机生产力促进中心的网站上建立了网页。
逐步实现标准网上征求意见,通过电子信箱与委员进行联系,以增加制定过程的透明度和加快制定速度。
5年来共完成标准制、修订项目46项(其中3项按计划2005年完成)国家标准计划项目完成率100%。
1.已颁布的标准20项:2.2003年完成,已上报待批的标准14项:3.已完成未报批或正在制修订的标准12项:三.参与ISO标准化工作情况1.参加ISO/TC213会议11次组团出席ISO会议,共有37人次参加会议:2.投票情况根据ISO/TC213文件分发电子化的要求,2000年配置了电脑及上网设施。
ISO文件除ISO 正式标准外,均通过网上接收。
对需要投票的文件进行了分发和征求意见工作。
投票文件将通过电子系统广泛征求有关委员和专家的意见,保证及时充分反映我国的意见,行使P成员国的权利和义务。
五年来标委会共投票125项次,总投票率达99.5%:3.参与ISO标准的制定●我国派专家参加了ISO/TC213的7个工作组(WG)和1个咨询组(AG):WG2、WG4、WG5、WG10、WG12、WG15、WG16和AG9。
●负责两项国际标准的制订:1)ISO/DTS 16610 - 21 (GPS) Filtration: Part 21: Linear profile filters:Gaussian Filter “ (GPS)滤波器:第21部分:线性轮廓滤波器:高斯滤波器>”2)ISO/TC213/WG16N35《GPS——表面特征软件量规》●跟踪参与6项国际标准的制修订工作:1)ISO/WG16015-1 GPS——机械零件的统计公差——第1部分:术语、符号和图样表示2)ISO/WG16015-2 GPS——机械零件的统计公差——第2部分:公差定义3)ISO 4287 (GPS)表面轮廓:术语,定义和表面特征参数4)ISO 3274:1996 (GPS)接触式(触针)仪器的公称参数5)ISO 13565-2:1996 (GPS)采用线性材料曲线的高度特性6)ISO 4288:1997 (GPS)表面特征评定的规则和程序四.标准研究及宣贯情况1.五年来,举办各种类型新标准宣讲研讨班20余期;编写标准应用手册和宣贯资料8册;召开了“现代产品几何技术规范(GPS)技术标准研究与企业应用”大型标准化研讨会,共征集论文32篇,出版了论文集。
产品几何技术规范(GPS) 圆度第1部分:词汇和参数1 范围本文件规定了单一组成要素的圆度的术语和概念。
本文件适用于完整的单一组成要素的圆度轮廓。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
ISO 17450-1 产品几何技术规范(GPS)通用概念第1部分:几何规范和检验的模型[Geometrical product specifications(GPS)—General concepts—Part 1: Model for geometrical specification and verification]注:G B/T 24637.1-2020 产品几何技术规范(GPS) 通用概念第1部分:几何规范和检验的模型(ISO 17450-1:2011,MOD)3 术语和定义ISO 17450-1界定的以及下列术语和定义适用于本文件。
3.1 基本术语3.1.1圆度roundness圆的特性。
注:公称组成要素圆度公差的数学定义见附录A。
3.1.2圆度轴线roundness axis与组成要素相关的要素轴线。
注:组成要素可以是圆柱体表面,或是回转体表面。
3.1.3圆度平面roundness plane在整个要素范围内与圆度轴线相垂直的平面。
3.2 与轮廓有关的术语3.2.1提取圆周线extracted circumferential line<圆度>用数字表示的实际表面与圆度平面的交线。
注:圆度的提取规则由ISO12181-2规定, 该提取圆周线是提取组成要素的一种。
3.2.2圆度轮廓roundness profile经滤波的提取圆周线。
注:本文件中的概念和参数适用于圆度轮廓。
3.2.3局部圆度偏差local roundness deviation圆度轮廓上的点相对参考圆在法线方向上的偏差,见图1和图2。
SAC/TC240“全国产品尺寸和几何技术规范标准化技术委员会”第一届标委会工作总结(1999年~2004年)王欣玲李晓沛自1999年8月成立对口ISO/TC213的国内标委会SAC/TC240“全国产品尺寸和几何技术规范标准化技术委员会”至今已满五年。
在国家标准化管理委员会和各级领导的大力支持和全体委员的共同努力下,标委会的各项工作取得了一定的成绩,并在原标委会工作的基础上,标准体系有了新的发展和技术上的突破,现正在为满足我国制造业和国际贸易竞争的需求进一步的向前发展。
一.年会情况五年来已成功召开了5次全会,审查通过了34项国标。
二.标准制修订工作情况为提高标准制定工作的效率和保证标准质量,标委会将建全电子通讯系统,并在中机生产力促进中心的网站上建立了网页。
逐步实现标准网上征求意见,通过电子信箱与委员进行联系,以增加制定过程的透明度和加快制定速度。
5年来共完成标准制、修订项目46项(其中3项按计划2005年完成)国家标准计划项目完成率100%。
1.已颁布的标准20项:2.2003年完成,已上报待批的标准14项:3.已完成未报批或正在制修订的标准12项:三.参与ISO标准化工作情况1.参加ISO/TC213会议11次组团出席ISO会议,共有37人次参加会议:2.投票情况根据ISO/TC213文件分发电子化的要求,2000年配置了电脑及上网设施。
ISO文件除ISO 正式标准外,均通过网上接收。
对需要投票的文件进行了分发和征求意见工作。
投票文件将通过电子系统广泛征求有关委员和专家的意见,保证及时充分反映我国的意见,行使P成员国的权利和义务。
五年来标委会共投票125项次,总投票率达99.5%:3.参与ISO标准的制定●我国派专家参加了ISO/TC213的7个工作组(WG)和1个咨询组(AG):WG2、WG4、WG5、WG10、WG12、WG15、WG16和AG9。
●负责两项国际标准的制订:1)ISO/DTS 16610 - 21 (GPS) Filtration: Part 21: Linear profile filters:Gaussian Filter “ (GPS)滤波器:第21部分:线性轮廓滤波器:高斯滤波器>”2)ISO/TC213/WG16N35《GPS——表面特征软件量规》●跟踪参与6项国际标准的制修订工作:1)ISO/WG16015-1 GPS——机械零件的统计公差——第1部分:术语、符号和图样表示2)ISO/WG16015-2 GPS——机械零件的统计公差——第2部分:公差定义3)ISO 4287 (GPS)表面轮廓:术语,定义和表面特征参数4)ISO 3274:1996 (GPS)接触式(触针)仪器的公称参数5)ISO 13565-2:1996 (GPS)采用线性材料曲线的高度特性6)ISO 4288:1997 (GPS)表面特征评定的规则和程序四.标准研究及宣贯情况1.五年来,举办各种类型新标准宣讲研讨班20余期;编写标准应用手册和宣贯资料8册;召开了“现代产品几何技术规范(GPS)技术标准研究与企业应用”大型标准化研讨会,共征集论文32篇,出版了论文集。
产品几何技术规范(GPS )技术产品文件中表面结构的表示法一、概述实体表面是实体与周围介质的分界面。
作为客观实体一部分的表面,有许多特征,其微观几何特征称为表面形貌,(表面粗糙度的三维状态)。
1、机械加工表面质量对机器使用性能的影响2、表面粗糙度参数的发展表面粗糙度参数最初只有Ra 一个,随着工业生产的发展,机械加工精度的提高,对表面的特定功能要求越来越多,对表面粗糙度的要求也越来越高。
与长度、角度、形状和位置等不同,不同的表面功能需要不同的测量参数。
因此,目前表面粗糙度的参数有20多个,ISO的表面粗糙度标准有23个。
用于各种不同表面性能的控制。
例如:最大峰谷类参数对零件的过盈装配影响很大,最大峰谷类参数和截距参数对表面外观光泽影响很大,而Tp 等综合参数对运动部件的摩擦磨损影响很大。
同时为了确定有效的评定表面轮廓,滤波技术也在不断的改进,从2-RC (模拟)发展到相位校准滤波器,再到高斯滤波器,目前正在研究 B 样条函数滤波器。
表面粗糙度的评定也在从二维轮廓向三维表面发展。
为此表面粗糙度的符号标注与数值表示发生了巨大的变化。
GB/T131 正是为了适应这个变化而制定的,可以说这是一整套全新的标注方式。
这个标注依据了ISO1302-2002 标准,并考虑到我国表面粗糙度测量技术的现实,加入了我国特有的一些条款,体现了中国特色。
GB/T131 是所有表面粗糙度标准的起点,不了解这个标准,其他表面粗糙度标准就无从谈起,也难以读懂。
二、标准修订的主要内容(标准的附录H)GB/T131 —2006《产品几何技术规范(GPS技术产品文件中表面结构的表示法》(简称新标准)是遵循1996和1997年以来发布的(GPS表面结构系列标准,等同采用ISO1302 :2002《产品几何技术规范(GPS技术产品文件中表面结构的表示法》而制定的。
新标准与旧标准相比,技术内容上有很大变化。
如标准中的某些标注示例已全部重新解释。
产品几何技术规范(GPS)尺寸测量设备第一部分:卡尺的设计和计量特性1范围本文件详细说明了卡尺最重要的设计特性和计量特性。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T18779.1产品几何技术规范(GPS)工件与测量设备的测量检验第1部分:按规范验证合格或不合格的判定规则(GB/T18779.1-2022,ISO/TS14253-1:2017,IDT)GB/T18779.5产品几何技术规范(GPS)工件与测量设备的测量检验第5部分:指示式测量仪器的检验不确定度(GB/T18779.5-2020,ISO14253-5:2015,MOD)GB∕T18779.6产品几何技术规范(GPS)工件与测量设备的测量检验第6部分:仪器和工件接受拒收的通用判定规则(GB∕T18779.6-2020,ISO/TR14253-6:2012,MOD)ISO14978:2018产品几何技术规范(GPS)GPS测量设备的通用概念和要求GB/T27418测量不确定度评定和表示(GB/T27418-2017,ISO/IEC Guide98-3:2008,MOD) ISO/IEC Guide99国际计量学词汇—基础和通用概念及相关术语3术语和定义ISO14978和ISO/IEC Guide99界定的以及下列术语和定义适用于本文件。
卡尺Calliper在具有一定刚性的尺身上移动带量爪的活动尺框,将其滑动至测量刻度或固定爪端,以此来测量物体内、外尺寸的一种测量仪器。
注1:卡尺的一般设计示例参见图1、图2、图3所示。
注2:卡尺可用作其他测量,比如深度或台阶测量(见图1和图2)。
注3:示值可采用模拟(游标或表盘)或数显的方式。
测量面接触measuring face contact测量面与工件实体特征之间的接触。