标准工时与产能计算
- 格式:xlsx
- 大小:16.63 KB
- 文档页数:2
产能计算方法产能计算是企业生产经营中非常重要的一项工作,它可以帮助企业合理安排生产计划,提高生产效率,降低生产成本,进而提升企业竞争力。
而产能计算方法的选择对于计算结果的准确性和可靠性有着至关重要的影响。
下面将介绍几种常用的产能计算方法,并分析其适用范围和特点。
1. 标准工时法。
标准工时法是一种比较常见的产能计算方法,它是通过设定标准工时,然后根据实际生产情况来计算产能。
具体的计算公式为,产能 = 总工时 / 实际工时标准工时。
这种方法适用于生产过程比较稳定,工序比较规范的情况下,可以比较准确地计算出产能。
2. 能力利用率法。
能力利用率法是通过对设备、人员的利用率进行分析,来计算产能的方法。
具体的计算公式为,产能 = 实际产量 / 设备能力 100%。
这种方法适用于生产设备利用率比较高的情况下,可以客观地反映出生产设备的利用效率。
3. 统计分析法。
统计分析法是通过对一定时期内的生产数据进行统计和分析,来计算产能的方法。
具体的计算公式为,产能 = 总产量 / 生产周期。
这种方法适用于生产过程比较复杂,生产数据比较多样化的情况下,可以全面地反映出生产的实际情况。
4. 标准产能法。
标准产能法是通过设定标准产能,然后根据实际生产情况来计算产能的方法。
具体的计算公式为,产能 = 实际产量 / 标准产能 100%。
这种方法适用于生产过程比较规范,生产环境比较稳定的情况下,可以比较准确地计算出产能。
在实际生产中,以上几种方法可以根据企业的实际情况进行灵活选择和结合,以达到更加准确和可靠的产能计算结果。
同时,产能计算方法的选择也需要考虑到生产过程的特点、数据的获取难易程度、计算的复杂程度等因素,综合分析选择最适合的方法进行产能计算。
总之,产能计算是企业生产管理中的重要环节,选择合适的产能计算方法对于企业的生产经营至关重要。
希望企业能够根据自身情况,选择合适的方法进行产能计算,提高生产效率,降低生产成本,从而获得更好的经济效益。

产能利用率计算方法
方法一:总产值法
总产值法通过比较实际产出与设计产出的比值来计算产能利用率。
其计算公式如下:
例如,企业在其中一年的实际产量为1000台产品,设计产量为1200台产品,则该企业的产能利用率为:
方法二:产能有效工时法
产能有效工时法通过比较实际生产时间与正常工作时间的比值来计算产能利用率。
其计算公式如下:
正常工作时间是指企业在一定时期内工人按照正常劳动制度工作的时间,通常为每天8小时,每周5天。
实际工作时间是指企业在一定时期内实际生产所用的工作时间。
例如,企业在其中一月份的正常工作时间为160小时,实际工作时间为140小时,则该企业的产能利用率为:
1.排除计划停工时间和预定维修时间。
如果企业在一定时期内有计划停工或预定维修时间,可以将这部分时间排除在产能利用率的计算范围之外。
2.考虑不同产品或生产线的产能利用率。
如果企业有多个产品或生产线,可以分别计算每个产品或生产线的产能利用率,以更全面地评估企业的产能利用情况。
3.考虑设备利用率。
除了考虑产量和工时外,还可以考虑设备利用率。
设备利用率是指设备在一定时期内实际运行时间与可用运行时间的比值,
可以提供更详细的设备利用情况。
总之,产能利用率是评估企业生产能力利用情况的重要指标,可以通
过总产值法和产能有效工时法进行计算。
在实际应用中,可以根据企业的
实际情况进行适当调整和补充,以更准确地评估企业的产能利用情况。
标准产能计算公式
产能是企业生产经营活动中一个非常重要的指标,它直接关系
到企业的生产效率和经济效益。
在现代企业管理中,如何科学合理
地计算产能,成为了企业管理者需要面对和解决的问题之一。
标准
产能计算公式是企业计算产能的重要方法之一,下面将详细介绍标
准产能计算公式的具体内容和应用方法。
首先,标准产能计算公式包括两个重要的指标,即标准工时和
标准产量。
标准工时是指在标准条件下,完成一定数量产品所需的
时间,通常以小时为单位。
标准产量是指在标准工时下,所生产出
的产品数量。
标准产能的计算公式为,标准产能 = 标准产量 / 标
准工时。
其次,标准产能计算公式的具体应用方法如下,首先,确定产
品的标准工时,这需要考虑到生产过程中的各种因素,如设备效率、人工操作时间、生产环境等。
然后,确定产品的标准产量,这需要
根据市场需求、生产能力、原材料供应等因素进行合理的评估和预测。
最后,根据标准产能计算公式进行计算,得出产品的标准产能。
在实际应用中,标准产能计算公式可以帮助企业合理安排生产
计划,提高生产效率,降低生产成本,提高产品质量,增强企业竞争力。
同时,标准产能计算公式也可以作为企业绩效考核的重要依据,帮助企业管理者及时了解生产情况,及时调整生产策略,提高企业经营管理水平。
总之,标准产能计算公式是企业生产经营管理中的重要工具,它可以帮助企业科学合理地计算产能,提高生产效率,降低生产成本,提高产品质量,增强企业竞争力。
因此,企业管理者需要认真学习和应用标准产能计算公式,不断完善和提高企业的生产经营管理水平,为企业的可持续发展打下坚实的基础。
实际产量下的标准工时公式标准工时是一个衡量生产效率的重要指标,它可以用来评估工人在固定时间内完成一定数量任务的能力。
当实际产量与标准工时不匹配时,可以通过计算实际生产产量下的标准工时来进行补偿。
下面是实际产量下标准工时的计算公式及相关参考内容。
标准工时的计算公式通常用以下公式表示:标准工时 = 标准产量 / 标准产能 ×工作时间其中,标准产量是指在标准条件下,每个工人在单位时间内应该完成的任务数量;标准产能是指在标准条件下,每个工人在单位时间内应该实现的最高生产能力;工作时间是指工人实际参与生产的时间。
在计算实际生产产量下的标准工时时,需要考虑以下几个因素:1. 实际产量:即实际生产的产品数量,可以根据生产记录或者统计数据来得到。
2. 标准产量:在实际产量下应该完成的任务数量,可以根据实际产量与标准产能的比例来计算。
例如,如果实际产量是标准产能的80%,则标准产量可以计算为标准产能乘以0.8。
3. 标准产能:在标准条件下每个工人应该实现的最高生产能力,可以根据生产设备的规格、工艺流程和生产经验来确定。
4. 工作时间:工人实际参与生产的时间,需要排除掉非生产活动和休息时间。
工作时间可以通过监控系统或者工时记录表来获取。
在计算实际产量下的标准工时时,还可以考虑以下因素:1. 产能损失:例如设备故障、停工、人员不足等原因导致产能下降,可以将实际产量调整为考虑产能损失后的产量来计算标准工时。
2. 计件工资:计件工资是根据完成的任务数量给予奖励的一种工资形式。
在计算实际产量下的标准工时时,可以结合计件工资制度来调整标准工时,以保证实际工资与实际产量的匹配。
3. 工艺改进:如果通过工艺改进或者生产流程优化来提高生产效率并增加产量,那么标准工时的计算公式需要相应调整。
参考内容可以包括以下几个方面:1. 企业生产管理手册或者工时管理规定:这些文件会详细说明标准工时的计算方法和相关要求,可以参考其中的内容来制定标准工时计算公式。
生产物流控制PMC方法附:标准工时和产能计算方法生产计划和物料控制(PMC)部门是一个企业的“心脏”,掌握着企业生产及物料运作的总调度和命脉,直接涉及影响生产部、生产工程部、采购、货仓、品控部、开发与设计部、设备工程、人力资源及财务成本预算控制等,其制度和流程决定企业盈利成败。
1生产与物料控制概论什么是生产与物料控制(PMC)?PMC代表Product Material Control的缩写形式,意思为生产及物料控制,简称生控。
它通常分为两个部分:PC:生产控制或生产管制,主要职能是生产计划与生产进度控制。
MC:物料控制(俗称物控),主要职能是物料计划、请购、物料调度、物料的控制(坏料控制和正常进出料控制)等。
2良好的生产与物控管理应该做到哪几点?a.建立制定完善的生产与物控运作体系(即从销售到出货的整体运作程序);b.预测及制定较为合理的短、中、长期销售计划;c.对自身的生产能力负荷预先进行详细的分析,并建立完善的资料;d.生产前期做好完整的月生产计划(生产总排程)和周生产计划;e.配合生产计划做到良好的物料控制;f.对生产进度及物料进度的及时跟进以及沟通协调。
3生控做得差,容易造成什么现象?a.经常性的停工待料因为生产无计划或物料无计划,造成物料进度经常跟不上,以至经常性的停工待料;b.生产上的一顿饥来一顿饱因为经常停工待料,等到一来物料,交期自然变短,生产时间不足,只有加班加点赶货,结果有时饿死有时撑死;c.物料计划的不准或物料控制的不良,半成品或原材料不能衔接上,该来的不来,不该来的一大堆,造成货仓大量堆积材料和半成品,生产自然不顺畅;d.生产计划仅起形式上的作用,与实际生产脱节,计划是一套,生产又是一套,生产计划根本不起作用,徒具形式;e.对销售预测不准或对产能分析不准,不能针对产能进行合理安排,没有空留余地,生产计划的动机性不强,生产计划变更频繁,紧急订单一多,生产计划的执行就成了泡影;f.计划、生产及物料进度协调性不强,影响交货期,降低公司声誉;g.生产经常紊乱,品质跟着失控,造成经常性的返工,继而影响生产计划的执行,造成恶性循环。

如何计算标准工时和产能?标准工时和产能是生产制造行业中常用的两个重要指标,对于企业的生产计划和生产效率具有关键性作用。
下面我们将详细介绍如何计算标准工时和产能。
首先,我们来看标准工时的计算方法。
标准工时是指在标准条件下完成一定数量产品所需的工时数。
计算标准工时的公式为:标准工时 = 生产时间 / 产量。
其中,生产时间是指完成一定数量产品所需的总时间,包括准备时间、生产时间和清洁时间等;产量是指一定时间内生产的产品数量。
例如,如果生产100件产品需要10个工时,则标准工时为10/100=0.1小时/件。
其次,我们来看产能的计算方法。
产能是指在一定时间内生产的产品数量,通常用单位时间内的产量来表示。
计算产能的公式为:产能 = 总工时 / 标准工时。
其中,总工时是指一定时间内实际生产所用的总工时数,包括正常工时和加班工时;标准工时是根据标准条件计算得出的工时数。
例如,如果总工时为100小时,标准工时为0.1小时/件,则产能为100/0.1=1000件。
在实际生产中,为了提高效率和准确性,通常会对标准工时和产能进行不断调整和优化。
可以通过改善生产工艺流程、提高设备利用率、优化生产排程等方式来降低标准工时,提高产能。
同时,还可以通过培训提升员工技能水平,减少生产中的浪费和损耗,进一步提高生产效率和产能。
总之,计算标准工时和产能是企业管理中至关重要的一环,它直接影响到生产效率和盈利能力。
只有通过科学合理地计算和分析标准工时和产能,企业才能更好地制定生产计划、合理安排生产资源,提高生产效率,降低成本,实现经济效益最大化。
希望以上内容对您有所帮助。
现场管理:标准工时和产能如何计算标准化作业对标准工时的意义,如何制定标准化作业。
标准工时的作用包括预估工厂负荷产量、制定生产计划的基础、增减机器设备的依据、保证流水线生产的平衡、效率分析的基础等!本文总共分为7部分来阐述标准工时产能:标准工时的定义、标准工时的制定方法、标准工时的计算、产能的定义、产能的计算、标准工时及产能计算软件、工时及效率管理网络结,重点讲述了标准工时的计算和产能的计算,实用性很强。
1、标准工时的定义标准时间的界定条件:规定的环境条件下按照规定的作业方法使用规定的设备、治工具由受过训练的作业人员在不受外在不良影响的条件下达成一定的品质要求02、标准工时的制定方法通过时间研究制定标准时间利用模特法制定标准工时根据历史数据制定标准工时备注:标准工时制定有多种方法,以上是3种常用方法3、标准工时的计算公式:标准时间=观测时间*评比系数*(1+宽放率)=正常时间*(1+宽放率)观测时间:是实际观测得到的时间值的平均,而观测时间由于受到作业者熟练度、工作意愿、情绪等的影响,并能代表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必须要项的预备,这样才得到标准时间。
评比系数:评比是一种判断或评价的技术,目的是将实际的操作时间调整到平均工人的正常速度。
其中影响评比的因素包括:设备工具的完善度工作的困难度以100%作为正常速度的基准,如果评价系数为1.1(即110%),代表比正常速度快10%左右,如果评价系数为0.6(即60%),由代表作业速度相当于正常速度的60%。
宽放:宽放是指由于疲劳,生理需求,管理需求等不可避免的因素而给予标准工时制定调整的一个方法。
4、产能的定义产能:是指单位工作时间内的良品的产出数工作时间:员工的实际的作业时间,由出勤时间减去相关活动产生的等待时间良品产出数:生产现场的产出必须一定要是良品才能作为产能计算的依据05、产能的计算产能=单位工作时间/周期时间拉的周期时间是指该拉产出单位产品的时间间隔,它等于该拉的瓶颈时间单位工作时间是指出勤时间减去相关活动产生的等待时间。
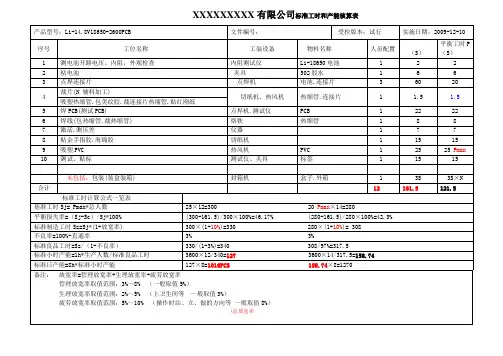
标准工时及产能计
1.各工站宽放率为10%;2.标准工时=观测时间×评定系数×(1+宽放率);3.瓶颈工时为所有工序产线平衡率=各工序标准工时和/(最长工序时间×总人数);6.人均产能=3600*10/(总人数×瓶颈工时时间之和;8.各工序最高允许工时(40cm两点间距,线体运动时间)=标准产能/直接人力。
最大产能=单
放率);3.瓶颈工时为所有工序中标准工时最大值;4.标准时间为各站标准工时之和;5.600*10/(总人数×瓶颈工时);7.不平衡损失=瓶颈工时×总人数-各工序(每人)产能/直接人力。
最大产能=单位标准时间/瓶颈工序标准时间
产能计算表
2015年3月12日。