低压注塑工艺介绍ppt
- 格式:ppt
- 大小:6.86 MB
- 文档页数:8

第十二节低压注塑工艺(包胶成型)一、低压注塑工艺的定义:低压注塑是介于灌封注塑工艺和高压注塑工艺之间的一种创新工艺,低压是指使用1.5~40bar的注塑压力将熔体注射进入模具型腔并快速固化成型的注塑成型技术,与传统注塑工艺的40-1350bar的压力相比,低压注射要求更高的流动畅通性和更高的材料流动性。
以热熔材料卓越的密封性和优秀的物理化学性能来达到绝缘、耐温、抗冲击、减振防潮、防水、防尘、耐化学腐蚀等功效,对电子组件起到良好的保护作用。
与传统的灌装工艺(如双组份环氧树脂或者硅酮灌装)相比,低压注塑工艺不仅具有环保性,同时大幅度提高的生产效率可以帮助降低生产的总成本。
二、低压注塑工艺的原理:常规的成型条件下,注射初始时熔体因过度受压而产生巨大的不稳定效应。
由此引起粘度急剧增高,同时熔体由于受到压缩而储存了弹性能量。
而低压注射成型工艺与此相反,熔体流过喷嘴和流道。
由于熔体粘度伴随压力增加而增大,而低压注射成型熔体的粘度较低,从而可更好地控制熔体的粘流特性。
另外,料筒内熔体的压力增大速度越快,将更呈现出类似固态的空体响应。
粘弹性塑料熔体从纯液态到纯固态过程中,都具有宽频的响应特性。
熔体的响应或松弛时间等具体特性是由聚合物主链上的化学成分所决定。
避免流动条件的突然改变或瞬间大幅度变动,更有利于形成所需的类似液态特性。
事实上,低压注射成型只是控制或调节塑料粘弹特性的一种加工方法。
树脂生产厂商一般把高流动性树脂的分子量降低,以求降低其粘弹性,从而适合于生产薄壁制品等的需要。
大多数设计项目已着重于将低压注射与再注射塑料成型结合一起使用。
如汽车门内饰板的成型,就是将纺织物或非纺织物放置入模具内,再直接向模具注射熔料。
受控低压注塑是指使用控制范围内的低注塑压力来控制高速注射速度进行填充过程的一种注塑工艺。
与传统注塑工艺不同,由于采用了低压力,保障足够的注射速度成为难点,因此在使用这种工艺时需要经过充分的压力分析和材料分析再进行注塑工艺的设计和调整。

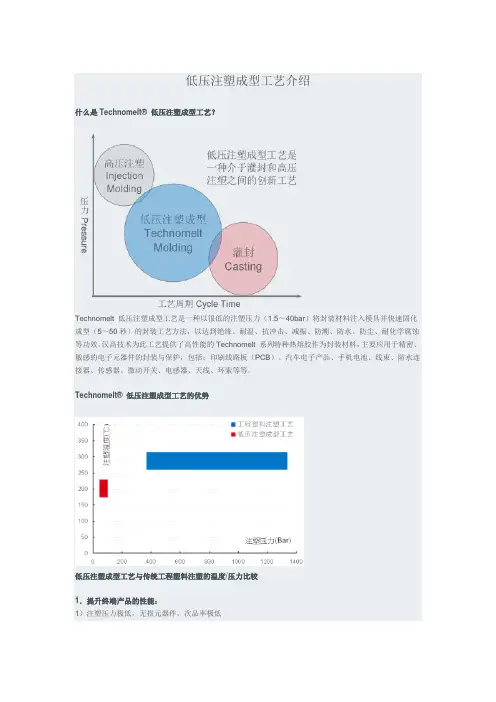
低压注塑成型工艺介绍什么是Technomelt® 低压注塑成型工艺?Technomelt 低压注塑成型工艺是一种以很低的注塑压力(1.5~40bar)将封装材料注入模具并快速固化成型(5~50秒)的封装工艺方法,以达到绝缘、耐温、抗冲击、减振、防潮、防水、防尘、耐化学腐蚀等功效。
汉高技术为此工艺提供了高性能的Technomelt 系列特种热熔胶作为封装材料,主要应用于精密、敏感的电子元器件的封装与保护,包括:印刷线路板(PCB)、汽车电子产品、手机电池、线束、防水连接器、传感器、微动开关、电感器、天线、环索等等。
Technomelt® 低压注塑成型工艺的优势低压注塑成型工艺与传统工程塑料注塑的温度/压力比较1.提升终端产品的性能:1)注塑压力极低,无损元器件,次品率极低针对传统注塑工艺压力过高的缺陷,Technomelt 系列特殊胶料在熔融后只需要很小的压力就可以使其流淌到很小的模具空间中,因而不会损坏需要封装的脆弱元器件,极大程度地降低了废品率。
2)优异的保护效果密封性好:Technomelt 系列特种胶料熔化后具有良好的的粘接性能,可有效地对所封装元器件起到密封、防潮、防水、防尘、耐化学腐蚀的作用。
耐高低温:耐环境温度范围为-40℃到150℃,可以适用于各种恶劣的生产环境和使用环境。
抗冲击性:成型后可达硬度Shore A 60~90 或Shore D 40,具有良好的韧性,可减缓来自外界的冲击力。
电绝缘性:体积电阻在1011~1014之间,可做绝缘材料。
阻燃性:Technomelt 系列热熔胶还具有优良的阻燃性能,符合UL94V0标准。
3)环保型产品汉高Technomelt系列热熔胶符合欧盟RoHS指令,不含任何溶剂,是无毒无害单组份环保材料。
2.缩短产品开发周期,大幅度提升生产效率成型模具可采用铸铝模,而不是钢材,所以非常易于模具的设计、开发和加工制造,可缩短开发周期。
【⼯艺】低压注塑⼯艺介绍⽬录【⼀】低压注塑⼯艺介绍【⼆】低压注塑⼯艺特点及分类【三】产品设计要点及常见缺陷注意点【四】⼯艺流程【五】低压注塑的核⼼技术【六】低压注塑设备低压注塑⼯艺介绍引⾔:为了提升汽车的内饰件感官⽔平及舒适度,越来越多的汽车内饰件表⾯使⽤了以硬的塑料做基材⾻架,⾯料、软塑料为表层的注塑加⼯⼯艺。
传统的⼯艺是将产品表⾯喷胶再进⾏织物包覆;其缺点为⼯序多,周期长,⽣产效率低,主机⼚对车内空⽓质量的要求,⽽粘接剂对车内VOC有巨⼤的贡献量,并含有害物质,所以取⽽代之的采⽤低压注塑成型⼯艺及应⽤:将表⽪预先放到模具内,然后借助螺杆的推⼒,将已塑化好的的熔融状态的塑胶注射⼊闭合的模腔内,再经固化定型后取得制品。
低压注塑表⽪所⽤的材料可以是布料,也可以是PVC⾯料。
⽬前该⼯艺已被⼴泛应⽤于汽车门护板、⽴柱护板和包裹架护板等产品的⽣产低压注塑⼯艺特点及分类低压注塑⼯艺相⽐传统包覆⼯艺的的特点:1)低压注塑是将表⽪材料与塑料基材融为⼀体,不存在脱落的可能2)由于没有包覆⼯艺所必需的涂胶⼯序,低压注塑⼯艺过程更为环保,有利于车内空⽓质量3)低压双层注塑零件的内部结构可任意设计,表⾯造型的⾃由度相⽐包覆⼯艺更⼤,并且造型特征更清晰、硬朗4)低压注塑不需要额外的⼆次包覆,提升⽣产效率5)低压注塑产品具有良好的⼿感和外观,极佳的表⾯质感6)低压注塑产品注塑压⼒低,能有效保护产品内部零件,废品率低7)能遮盖熔接线等外观缺陷低压注塑⼯艺分类:1.注射压缩成型冲切好的织物覆盖到模具内,将树脂注射到织物背⾯然后合模压缩成型,挤压注塑必须在专(特) 制的注塑机才可实现注塑过程。
2.注射注塑成型冲切好的织物覆盖到模具内,然后合模直接注射成型,注射注塑则在⼀般的注塑机上就可实现。
注射压缩成型⼯艺特点:专(特)制低压注塑设备⼯作原理是在注射灌嘴对⾯挂上包覆物,前后模合模时预留若⼲距离(间隙),注塑灌嘴射出预定克重的注塑料,然后合模加压锁紧,继续射胶保压直到成型。
低压注塑工艺介绍低压注塑工艺是一种将熔融态塑料材料注射到模具腔内制造零件的方法。
相比高压注塑工艺,低压注塑工艺使用较低的注射压力,适用于制造一些大型、薄壁、复杂形状的零件。
在低压注塑工艺中,通过控制注射压力、温度和速度等参数,可以实现高质量和高效率的生产。
1.原料准备:选择适合的塑料材料,根据产品要求进行配方设计。
将原料进行熔融处理,使其达到注射所需的流动性。
2.模具设计和制造:根据产品的形状和尺寸要求设计模具,并进行制造。
模具通常由模具基座、模具芯和模具腔组成。
3.模具安装:将模具安装在注塑机上,并调整好模具的位置和固定方式。
4.温度调控:根据注射材料的特性和产品要求,调整注塑机的熔融温度、模具温度和冷却时间等参数。
5.注塑过程:开始注塑前,先关闭模具腔的出料口。
然后,将已经熔融的塑料材料注入注塑机的料斗中。
启动注射机,使其推动材料进行注射。
在注塑的过程中,要注意控制注射速度、注射压力和注射时间等参数。
6.冷却和卸模:注塑完成后,开始进行冷却。
通过冷却,塑料材料逐渐凝固。
然后,打开模具腔的出料口,将已凝固的零件从模具中取出。
1.适用范围广:低压注塑工艺适用于各种塑料材料的加工,包括热塑性塑料、热固性塑料和弹性体等。
2.高效率:低压注塑工艺可以实现高速注射和短周期生产,提高生产效率。
3.精确控制:通过控制注射参数,如温度、压力和速度等,可以实现零件尺寸和质量的精确控制。
4.适用于大型零件:低压注塑工艺适用于制造大型、薄壁和复杂形状的零件,如汽车零件和家电零件等。
5.生产成本低:相比高压注塑工艺,低压注塑工艺的设备和模具成本较低,可以降低生产成本。
6.环保节能:低压注塑工艺中使用的塑料材料可以进行回收再利用,减少资源浪费,符合可持续发展的要求。
尽管低压注塑工艺有很多优点,但也存在一些限制和挑战。
例如,注射速度较慢,制造大型零件时可能需要较长的注塑周期。
同时,注射压力较小,可能会影响到零件的质量和结构强度。