資材部 主管:張敏
工程部 廠長:陳再成
品质改善专案小组成員
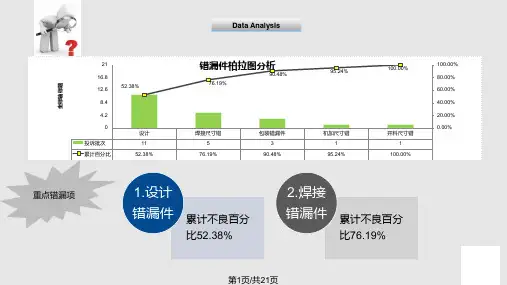
【八月份客戶退貨原因解析】
八月份客戶端五次退貨按類別分為以下:
不良分類 制程不良 原材不良
不良現象 表面白屑,毛邊 阻抗不良,外觀白點,色差
退貨批數 1 4
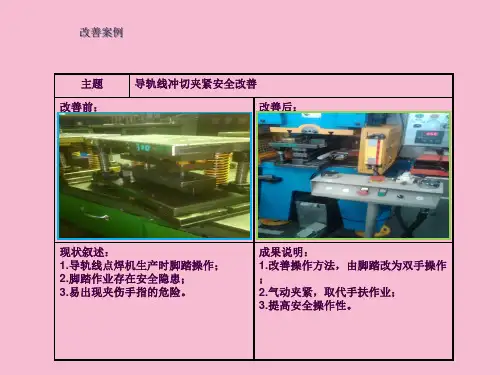
針對制程不良所機器造成的產品白屑和毛邊原因為: 人
1.裁切過程中人員未定時對
裁床內進行吹試清潔,導致
裁切中所產生的碎屑遺留在
無
裁床內并粘附在產品上
2.針對產品毛邊現象未引起
重視導致未及時檢出
ቤተ መጻሕፍቲ ባይዱ
環境
因我司非無塵化作業,受車 間整體環境影響,空氣中部 份粉塵等顆粒物長時間的 漂浮后會落入清潔后的產 品上,造成二次髒污
方法
清潔動作未切 實執行到位
物料
白屑 毛邊
裁切所使用的PVC墊 板時間過久,導致PVC 板上壓印太大從而造 成裁切后產品有毛邊 現象
b.針對管控不到位導致阻抗不良品二次外流至客戶端要求後續庫存品因品質異常需做Sorting和Rework時,要求品管人員 需做好相應標識,將Sorting和Rework原因標注清楚.以便執行者知悉(見附件一)
c.針對庫存需Sorting和Rework物品建立相關處理履歷,以防止人員因交接不明確而導致工作漏失產生(見附 件二)
常反饋給原材供應商要求其對此現象進行改善. b.對類似所有機種產品在制程和出貨環節建立色差樣品,生產和出貨時要求品管人員進行比對
檢驗 c.對成品檢驗規範和制程檢驗規範進行修改. 增加色差管制項目,將其納入標準管控.
通過4M1E進行持續性改善.以期可以达到客戶之品质要求:
4M1E 項 分析對策 次
問題點
二.針對原材不良所導致產品阻抗不良,外觀白點,色差改善對策為: 1.針對產品阻抗不良改善對策為: a.針對雙方標準不一致導致阻抗不良要求安排我司工程人員與客戶RD人員進行核對所有產品圖面,圖面規格核對如存