乙二醇合成
- 格式:doc
- 大小:29.00 KB
- 文档页数:9


乙二醇制备工艺选择乙二醇的制备工艺根据原料来源主要可以分为石油路线、非石油路线两种,每种路线又包括多种具体的工艺,下面进行详细的描述。
1.石油路线合成乙二醇石油路线的基本原料是乙烯和氧气,在银催化剂、甲烷或氮气致稳剂、氯化物抑制剂存在条件下,将乙烯直接氧化生成环氧乙烷,然后将环氧乙烷制得乙二醇,具体的工艺又可以分为环氧乙烷直接水合法、环氧乙烷催化水合法、碳酸乙烯酯法,下面予以详述。
1.1环氧乙烷直接水合法环氧乙烷直接水合法是在2.23MPa、190~200℃条件下,在管式反应器中进行如下反应:生成的乙二醇水溶液中乙二醇质量分数大约在10%左右,同时副产一缩二乙二醇、三缩三乙二醇和多缩聚乙二醇,反应所得乙二醇稀溶液经薄膜蒸发器浓缩,再经脱水、精制得到合格的乙二醇产品及副产品。
环氧乙烷直接水合法是目前国内外工业化生产乙二醇的主要方法,目前,这种生产技术基本上由Shell、Halcon-SD以及UCC三家公司垄断,他们的工艺技术和工艺流程基本上相似,三家公司的专利技术主要区别体现在一些技术细节上。
由于反应液中含有大量的水,需要设置多个蒸发器脱水,造成工艺流程长,设备多,能耗高,直接影响乙二醇的生产成本,这也是现行乙二醇工业生产方法的主要缺点。
1.2环氧乙烷催化水合法环氧乙烷催化水合法是针对目前直接水合法生产乙二醇工艺中水比高的缺点,为了提高选择性,降低水比,同时保证降低反应温度和能耗。
目前,Shell公司、UCC公司、莫斯科门捷列夫化工学院、上海石油化工研究院等机构已经发表了一些环氧乙烷催化水合法制乙二醇的专利文献,其关键是催化剂的研制与开发,大致可分为均相催化水合法和非均相催化水合法两大类其中最有代表性的生产方法是Shell公司的非均相催化水合法和UCC公司的均相催化水合法。
Shell公司1994年报道了季胺型酸式碳酸盐阴离子交换树脂作为催化剂进行环氧乙烷催化水合的工艺,环氧乙烷转化率达到95%~98%,乙二醇选择性为97%~98%。

煤制乙二醇工艺流程详细工艺工艺流程分为煤气化、合成气净化、甲醇合成、甲醇水合反应、甲醇水解和乙二醇脱水几个环节。
1. 煤气化:先将煤炭破碎成粒径小于5mm的颗粒,然后通过气化反应炉进行气化过程。
气化反应炉内加入适量的空气或氧气和蒸汽,使煤炭发生部分氧化反应,产生一氧化碳和氢气。
这个过程被称为煤气化,反应温度一般控制在800-1000摄氏度,压力在2-3兆帕。
煤气化产物中主要含有一氧化碳、氢气和少量其他杂质组分。
2.合成气净化:由于气化产物中含有一些杂质,需要进行净化处理。
首先进行酸性气净化,经过除尘、脱硫等工艺去除煤气中的固体颗粒、硫化物等污染物。
然后进行碱性气净化,采用吸附剂吸附煤气中的酸性气体,如二氧化硫等,以保证后续反应的顺利进行。
3.甲醇合成:将经过净化处理的气体进入甲醇合成反应器,进行甲醇合成。
反应使用的催化剂一般是铜、铅和锌等金属的氧化物,反应温度一般在200-300摄氏度,压力在5-10兆帕。
在合成过程中,一氧化碳和氢气发生催化反应,生成甲醇。
4.甲醇水合反应:将甲醇与水进行混合,进入水合反应器中。
反应温度一般在200-300摄氏度,压力在5-10兆帕。
甲醇与水发生反应,生成一个水合物,这是乙二醇的前体物质。
5.甲醇水解:将乙二醇水合物进行加热分解,得到乙二醇和水。
反应温度在200-300摄氏度,压力在5-10兆帕。
6.乙二醇脱水:对乙二醇进行脱水处理,得到相对纯度较高的乙二醇产品。
这个过程一般通过分离蒸馏实现,高温下蒸发水分而得到乙二醇。
以上就是煤制乙二醇的详细工艺流程。
通过以上工艺,煤炭可以转化为乙二醇这种重要的化工原料,实现资源的高效利用,也有助于缓解对石油等化石能源的依赖。

乙二醇合成路线选择及应用介绍乙二醇生产技术主要分为石化路线、生物质资源路线、煤化工路线。
(1)石化路线目前石化路线乙二醇的生产基本上是以乙烯为原料,在贵金属银催化剂作用下,乙烯氧化制环氧乙烷,通过环氧乙烷直接水合生产乙二醇。
通过对环氧乙烷生产成本的分析表明,成,工业上以乙烯计的乙二醇收率在70%左右。
②环氧乙烷水合还会生成大量二乙二醇、三乙二醇等副产物,为了得到高收率的乙二醇,水合反应必须在较高的水和环氧乙烷比例下进行,导致生成物中乙二醇浓度很低,分离精制工艺复杂,能耗大。
这是现行石化路线乙二醇工业生产方法的主要缺点。
目前,该方法的技术发展趋势是开发新的催化工艺,降低水的用量。
③乙烯是以石油为原料生产的,目前原油面临不足的趋势,价格逐渐上涨,经济性会逐渐降低。
至今该法仍是世界上工业生产乙二醇普遍采用的一种方法,产品总收率约为90%。
目前我国乙二醇主要生产企业有十几家,几乎全部采用石化路线生产乙二醇工艺。
(2)生物质资源路线生物质资源路线主要以玉米淀粉为原料生产多元醇,多元醇加氢合成二元醇。
目前核心技术路线是以玉米淀粉为原料生产山梨醇,山梨醇加氢生产二元醇。
其主要反应为:C6 H1406+2H2—3C2 H6()2(乙二醇)C6H1406+3H2—2CaH80z(丙二醇)+2H20C6H1 406+H2—2CaH803(丙三醇)C6H1406+3H2一C4HloOz(丁二醇)+CzH602+2H20由于国家粮食政策的保护,目前仅有长春金宝特生物化工开发有限公司以玉米淀粉为原料生产乙二醇。
目前的主要问题是,反应产物的后续分离仍有一定问题。
(3)煤化工路线20世纪70年代在世界石油危机的冲击,使人们认识到石油资源的有限性,各国纷纷开始研究以煤和天然气为初级原料来生产化工产品。
在这种情况下,人们开始探索碳一路线合成乙二醇的新方法。
我国煤炭资源十分丰富,而石油资源不足,原油较重,裂解生产乙烯耗油量大,而且乙烯又是塑料及许多重要石化产品的基本原料。

氢气生产乙二醇的化学方程式-概述说明以及解释1.引言1.1 概述乙二醇是一种重要的有机化学品,广泛应用于化学、医药、塑料、纺织品等工业领域。
传统乙二醇生产方法主要通过石化原料来合成,但随着对环境友好生产方式的需求不断增加,研究人员开始寻找新的合成途径。
氢气在化学工业中有着广泛的应用,其可作为一种清洁、高效的能源。
因此,将氢气与乙二醇合成的方法备受关注。
乙二醇的合成主要利用乙烯气相表面催化氧化过程,通过一系列的化学反应实现。
具体来说,氢气在催化剂的存在下与乙烯反应,生成乙醇蒸气。
然后,通过水蒸汽的加入,乙醇蒸气进一步氧化生成乙醛。
最后,乙醛再次与水反应,形成乙二醇。
这个合成过程的化学方程式可以表示为:C2H4 + H2 -> C2H6O (乙醇)C2H6O + O2 -> C2H4O + H2O (乙醛)C2H4O + H2O -> C2H6O2 (乙二醇)这个反应过程具有简单、高效和环保等优点。
相对于传统乙二醇生产方法,利用氢气合成乙二醇可以减少对石化原料的依赖,降低温室气体的排放,并且不会产生有害物质。
因此,氢气生产乙二醇的化学方程式具有广阔的应用前景。
通过本文的进一步阐述,我们将更加深入地了解氢气生产乙二醇的化学方程式的实际应用、优点以及可能面临的挑战。
1.2 文章结构文章结构部分的内容可以如下所示:2. 正文:本部分将详细介绍氢气生产乙二醇的化学方程式及相关反应机制。
2.1 第一个要点:介绍乙二醇的化学性质、用途以及生产方法的重要意义。
重点讨论传统的乙二醇生产方法存在的问题,如能源消耗、环境污染等,并引入氢气生产乙二醇的新方法。
2.2 第二个要点:详细介绍氢气生产乙二醇的化学方程式及反应机制。
首先,解释乙烯与水的反应生成乙醇,然后引入氢气在反应中的作用。
阐述氢气在反应中的催化作用以及反应的条件和可能的催化剂。
同时,说明乙二醇合成的选择性和反应的副产物问题,并探讨如何优化反应条件以提高产率和选择性。
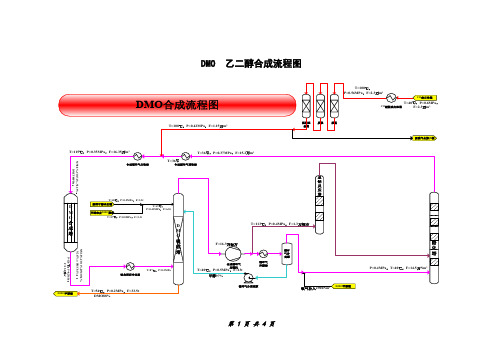
DMO 乙二醇合成流程图D M O 合成塔CO 来自冷箱脱氯脱硫脱羰基金属合成循环气加热器合成循环气预热器吸收塔前冷却器D M O 吸收塔合成循环气压缩机循环气冷凝器循环气分离罐酯化塔循环气分离液泵亚钠反应塔T=40℃,P=0.6MPa ,F=2.3万m³CO 精脱硫加热器T=100℃,P=0.56MPa ,F=2.3万m³T=100℃,P=0.42MPa ,F=1.15万m³脱硫气去第二套T=36℃,P=0.37MPa ,F=15.2万m³T=36℃T=115℃,P=0.35MPa ,F=16.35万m³MN8.8%,CO17.6%,N2 65%,DMC580PPm 。
MN1.8%,CO11%,DMO3.6%,N2 67%,DMC0.1%,。
T=120℃,P=0.2MPa ,F=15.8万m³T=87℃,P=0.2MPa新鲜甲醇来自罐甲醇来自DMO 脱氢T=40℃,P=0.5MPa ,F=3.5tT=57℃,P=0.5MPa ,F=3.3tT=47℃,P=0.42MPa ,F=6.8tDMO 甲醇液T=54℃,P=0.2MPa ,F=33.5t DMO88%T=40℃,P=0.5MPa ,F=13t甲醇97%DMO 甲醇液氧气补入2900Nm³P=0.4MPa ,T=40℃,F=14.5万Nm³F=16.3万标方T=113℃,P=0.4MPa ,F=1.3万标方DMO 合成流程图DMO 精制流程图DMO 甲醇液甲醇液T=40℃,P=0.3MPa ,F=0.4tT=40℃,P=0.3MPa ,F=67t ,DMO88%闪蒸汽去压缩机T=40℃,P=常压,F=400Nm³塔釜泵DMO 脱轻塔F=6.7t ,T=56℃,P=0.5MPa甲醇去DMO 吸收DMC 产品外售DMC 储罐F=0.9t ,T=40℃,P=0.3MPa 。
工艺选择目前,乙二醇制备技术路线有3种:石油路线、煤路线和生物路线。
1.石油路线生产乙二醇石油路线法均以石油化工产品乙烯或其所制产品环氧乙烷为原料,再经不同反应过程制得乙二醇,国内工业生产实际应用的石油路线法为环氧乙烷直接水合法。
环氧乙烷直接水合法采用原料环氧乙烷与水在190~200 ℃、2.23 MPa 操作条件下,反应 0.5 h,生成乙二醇含量约 10%的乙二醇、二乙二醇、三乙二醇混合水溶液,再经分离制得乙二醇。
优点:技术成熟,应用面广,收率为90%。
缺点:依赖石油资源,水耗大,成本高,并且国内缺少自主产权技术,即工艺技术对外依赖程度高。
2.煤路线生产乙二醇该工艺是以煤为原料,制得合成气后,通过直接合成法或间接合成法最终制成乙二醇。
目前国内合成气路线法乙二醇生产装置均采用间接法。
实际工程应用的间接法为草酸酯法。
即先制得合成气,然后再经催化反应生成草酸二甲酯(DMO),然后以 Cu/SiO2为催化剂,150 ℃条件下进行 DMO 的低压加氢制取乙二醇。
该方法转化率达 99.8%,乙二醇选择性 95.3%。
优点:成本低,能耗低,水耗低,适合我国缺油、少气、煤炭资源相对丰富的资源国情。
缺点:技术不成熟,目前催化剂寿命较短,聚合级产品质量不稳定,工程放大存在风险。
3.生物路线生产乙二醇自然界中的碳水化合物,无论是淀粉基的多糖类作物(如玉米、小麦等),还是单糖或多糖类农作物(如甜高粱、菊芋等)均可以作为生物路线生产乙二醇的原料。
中科院大连化学物理研究所研究人员首次尝试采用廉价的碳化钨催化剂应用于纤维素的催化转化,利用碳化钨催化剂在涉氢反应中具有的类贵金属性质,可以替代价格昂贵的贵金属催化剂,将纤维素全部转化为多元醇,而且对乙二醇的生成表现出独特的选择性,尤其是在少量镍的促进作用下,乙二醇的收率可高达61%, 是一种极具工业应用前景的绿色工艺路线。
优点:不需要消耗大量的氧气,没有废气、废水排放,属于环境友好技术。
【二】工艺技术(一)工艺原理本项目以煤制合成气为原料,采用草酸酯法生产乙二醇。
首先CO气相催化反应合成中间产品草酸二甲酯,然后草酸二甲酯催化剂加氢生产乙二醇。
合成气间接法生产乙二醇的主要反应包括一氧化碳(CO)与亚硝酸甲酯(MN)生成草酸二甲酯(DMO)的羰化反应,草酸二甲酯加氢生成乙二醇(EG)的反应,一氧化氮、氧气和甲醇生成亚硝酸甲酯的酯化再生反应,亚硝酸钠、硝酸反应生成一氧化氮。
具体过程如下:1、原料气制备低压煤气化制一氧化碳2C + O2 = 2CO间歇法制半水煤气,再经高变低变制得氢气C + H2O = CO + H2CO + H2O = CO2 + H22、草酸二甲酯合成CO气相偶联合成草酸二甲酯(DMO)由两步化学反应组成。
首先为CO在催化剂的作用下,与亚硝酸甲酯反应生成草酸二甲酯和NO,称为偶联反应,反应方程式如下:2CO + 2CH3ONO = (COOCH3)2 + 2NO其次为偶联反应生成的NO与甲醇和O2反应生成亚硝酸甲酯,称为再生反应,反应方程式如下:2NO + 2CH3OH + 1/2O2 = 2CH3ONO + H2O生成的亚硝酸甲酯返回偶联过程循环使用。
总反应式为:2CO + 1/2O2 + 2CH3OH = (COOCH3)2 + H2O3、草酸二甲酯加氢制取乙二醇草酸二甲酯加氢是一个串联反应,首先DMO加氢生成中间产物乙醇酸甲酯(MG),MG再加氢生成乙二醇。
主反应方程式如下:(COOCH3)2 + 4H2 = (CH2OH)2 + 2CH3OH(二)工艺步骤金煤化工煤制乙二醇自主技术主要工艺包括七个步骤:第一是氨与空气在氨氧化炉内高温氧化得到氨氧化物;第二是氨氧化物与甲醇、氧气氧化酯化生成亚硝酸甲酯;第三是工业一氧化碳原料气体的催化脱氢净化;第四是亚硝酸甲酯与一氧化碳氧化偶联生成草酸二甲酯;第五是草酸二甲酯催化加氢生成乙二醇;第六是乙二醇混合物的精馏;第七是尾气循环使用和消除污染排放。
乙二醇合成技术研究进展乙二醇是一种非常重要的有机化工原料,它在我国的化工产业中有着非常广泛的应用,但是乙二醇是一种化学合成物,并不是天然的,所以要想利用乙二醇,必须要首先要对其进行合成。
经过多年的研究,我国在乙二醇合成技术方面已经取得了一定的成就,当前已经可以通过多种技术来对乙二醇进行合成,比如说氯乙醇法、环氧乙烷水合法和甲醛法等。
本文就乙二醇的合成技术及其发展趋势进行了一定的研究。
标签:乙二醇;合成技术;研究进展0 前言乙二醇又被称为甘醇,它的分子式为HOCH2CH2OH,它属于脂肪族二元醇,在工业中有着非常广泛的用途,乙二醇可以用来作为汽车防冻剂、润滑剂和涂料等,正是由于它的使用范围非常广泛,所以其合成技术也引起了人们的重视,如果能够高效地合成乙二醇,将大大地提高乙二醇的生产效率,所以对其合成技术进行研究是非常有必要的。
1 催化水合法合成乙二醇催化水合法主要可以分为两类:第一类是均相催化水合法;第二类是非均相催化水合法。
催化水合法的技术关键就在于对新的水合催化剂的开发,因为在传统的直接水合法中,水和环氧乙烷的摩尔比往往较高,这对于乙二醇的合成是极为不利的,而改善了水合催化剂之后,可以使得水和环氧乙烷的摩尔比得到有效的降低,从而提高乙二醇的选择性。
当前应用得较为广泛的两种水合催化剂是钼酸盐复合催化剂和负载于离子交换树脂上的阴离子催化剂,通过对这两种催化剂的使用可以有效地提高乙二醇选择性,在一定的摩尔比条件下可以使得乙二醇选择性达到96%以上。
随着科研人员对于乙二醇合成技术研究的不断深入,越来越多的新型的催化剂不断地被开发了出来,而且许多新型的催化剂能够在摩尔比较低的条件下使得乙二醇选择性得到明显的提高,甚至使其接近与100%。
催化水合法是当前应用得较为普遍的一种乙二醇合成方法,利用催化水合法的关键就在于水合催化剂,水合催化剂的质量直接影响着乙二醇的合成效率和质量。
2 以合成气为原料生产乙二醇近些年来,由于全球的石油资源日益枯竭,传统的依赖于石油资源生产乙二醇的方式已经受到了一定的限制,因此研究人员开始对煤和天然气进行研究,以期能够以煤和天然气作为初级原料来进行乙二醇的生产,当前已经取得了一定的成就,目前利用煤和天然气来进行乙二醇合成的方法主要有氧化偶联法、甲醇二聚法和甲醛电化加氢二聚法等。
煤制乙二醇生产工艺
煤制乙二醇(Coal to Ethylene Glycol,简称CTEG)是将煤炭
作为原料通过一系列反应和工艺转化为乙二醇的过程。
下面是一种常见的煤制乙二醇生产工艺:
1. 煤炭预处理:首先,对煤炭进行破碎、磨煤等预处理工序,将煤炭粉碎成适当的颗粒大小,以提高煤炭的反应性。
2. 气化反应:将预处理后的煤炭送入气化炉,通过高温和缺氧的气氛下进行气化反应。
在气化炉中,煤炭与气化剂(通常是空气或氧气)反应生成合成气,主要成分为一氧化碳和氢气。
3. 气体净化:将合成气中的杂质进行净化除去,例如一氧化碳、硫化物、氯化物等。
这可以通过吸附、洗涤、吹扫等方法进行。
4. 合成气的转化:通过催化反应,将合成气转化为含醇的反应物。
常见的反应包括甲醇合成、乙醇合成等。
这些反应通常需要使用特定的催化剂和适宜的反应条件。
5. 乙二醇的制备:将合成气转化为甲醇或乙醇后,通过一系列反应和工艺将其转化为乙二醇。
这一步主要包括水气转变反应、水合反应等。
6. 乙二醇的精制:通过蒸馏等方法,对乙二醇进行精制,去除杂质,使乙二醇纯度达到特定的要求。
7. 产品处理和储存:将乙二醇进行处理,去除任何残留的杂质,
然后进行包装和储存,以便后续的销售和使用。
需要注意的是,这只是一种常见的工艺流程,并不代表所有的煤制乙二醇生产工艺。
不同的企业和地区可能会根据实际情况进行调整和改进。
此外,煤制乙二醇生产过程中需要消耗大量的能源,还会产生一定数量的废水和废气,所以在实际应用中也需要考虑环境保护和资源节约的问题。
大致上,EG的合成路线可以分为两类:石油合成路线和非石油合成路线。
1 石油合成路线1.1 EO法Wurtz于1859年首次用氢氧化钾水解乙二醇二乙酸酯制得EG,次年又由环氧乙烷(EO)直接水合制得,至今,该法仍是世界上大规模生产EG的唯一方法。
1.1.1 EO非催化水合法EO直接水合法是目前国内外工业化生产EG的主要方法,该生产技术基本上由英荷壳牌(Shell)、美国Halcon—SD以及美国联碳(UCC)三家公司所垄断。
它们的工艺技术和工艺流程基本上相似,即采用乙烯、氧气为原料,在银催化剂、甲烷或氮气致稳剂、氯化物抑制剂存在下,乙烯直接氧化生成EO,EO进一步与水以一定物质的量比在管式反应器内进行水合反应生成EG,EG溶液经蒸发提浓、脱水、分馏得到EG及其他副产品。
以UCC的生产工艺为例,水和EO的物质的量之比为22:1,反应入口温度155 oC,出口温度193 oC,反应压力2.1 MPa,EO转化率100 %,水合收率91.3 %。
Shell和SD工艺的反应条件类似,不同的是它们使用的催化剂和添加剂不同。
该工艺中用到大量的水,能耗很大;EO的转化率为100 %,但是产品中EG的选择性只有90 %左右,另外还会产生9 %左右的二乙二醇(DEG)和1 %左右的三乙二醇(TEG)。
增加投料中水的比例会提高EG 的选择性,但是同时会加大能耗,并增加分离困难。
虽然EO直接水合法制EG工艺成熟,是目前工业生产中广泛采用的方法,但是其自身仍然存在一些缺陷,因此仍有必要对其生产工艺进行改进,或者寻求更加高效的替代方法。
1.1.2 EO催化水合法为了降低能耗,提高EG的选择性,世界各国的研究人员对EO水合法制EG的催化剂和添加剂等展开了广泛的研究。
Shell公司[17-22]早期采用氟磺酸交换树脂为催化剂,后来又开发了一系列具有正电中心的固体催化剂以及固载的大环螯合化合物作为非均相催化剂。
树脂型催化剂催化的反应, EG的选择性超过94 %。
但是,树脂型催化剂具有一些缺点,例如寿命短、热稳定性和机械强度不高等等,而固载的大环螯合化合物作为催化剂克服了这些缺点,并且具有较高的活性,在与树脂相同的条件下反应5小时,EO的转化率大于99 %,EG的选择性可以达到95 %。
最近,Shell公司成功地开发出了第一代水合催化剂S100,并完成了催化剂筛选和400 kt/a 环氧乙烷水合装置的工艺设计。
此工艺已经完成中试,有望用于工业化生产。
UCC公司采用含Mo、W、V等多价态金属含氧酸盐作为EO水合催化剂,后来又开发了具有水滑石结构的混合金属框架催化剂。
但是这些催化剂都没有实现工业应用。
DOW公司开发了一种高选择性的EO水合催化剂DowexMSA-1。
这种新催化剂是由阴离子交换树脂与二氧化碳、氢氧化钠相结合的体系。
在水和EO的摩尔比为9:1,反应温度99 oC,压力1.2 MPa的条件下水合,EG的选择性可以达到96.6 %。
日本三菱化学公司(MCC)和住友化学公司开发了鏻基催化剂催化EO水合的工艺,使EG的选择性超过了99 %。
据称,使用该工艺建同等规模的生产厂,投资费用较传统方法低10 %,操作费用低5 %[35, 36]。
此外,国外还有多家公司和研究机构对催化EO水合过程进行研究,例如美国标准油公司采用铜促进磷酸铝催化剂[37];德国汉高公司采用脂肪族羧酸盐催化剂;俄国“索维吉赫”科技生产企业使用苯乙烯和二乙烯基苯交联的带有季胺基的碳酸氢盐型离子交换树脂催化剂;俄国门捷列夫化工大学采用一种改进过的离子交换树脂催化剂;Johnson等采用部分氨中和的磺酸催化剂。
我国国内多家企业和研究机构也对EO的催化水合进行了研究。
例如,大连理工大学开发了一种铜催化的EO水合制备EG的方法,以微粒骨架铜、块状骨架铜或者负载型单质铜为催化剂,在水合比为5:1至20:1、常压至几个大气压、80 oC至150 oC的温度和条件下,高效催化EO水合制备EG,EO的转化率可达到100 %,EG的选择性达到85-99 %,主要副产物为二乙二醇,三乙二醇的生成量很少。
反应可在间歇式压力釜中进行,也可在固定床连续式反应器中进行。
催化剂制备方法简单,重复性好,寿命长,易再生,具有一定的工业生产潜力。
中国石化公司上海石化研究院开发了一种催化体系,使用载体上负载铌的氧化物、至少一种选白钒、钼、钨、锡、铅的元素或化合物以及至少一种选白镧、镨、钕的元素或化合物作为催化剂。
该催化体系解决了以往EO非催化水合反应水比偏高,能耗大,生产成本高,或催化水合使用的液体酸催化剂腐蚀设备,污染环境,固体酸催化剂稳定性差或稳定性和活性不能同时兼顾的问题。
尽管许多公司在EO催化水合生产EG技术方面做了大量的工作,大大降低了水比,提高了EO的转化率和EG的选择性,但是催化剂制备、再生和寿命方面还存在一定的问题,如催化剂稳定性不够,制备相当复杂,难以回收利用,有的还会在产品中残留一定量的金属阳离子,需要增加相应的设备来分离,因而采用该方法进行大规模工业化生产还有待时日。
1.2 EC法碳酸乙烯酯(EC)法生产EG主要有两种工艺路线:EC水解法和酯交换法(EG与DMC联产法)。
1.2.1 EC水解法20世纪70年代,美国的Halcon-SD、UCC、英国ICI、日本触媒公司等相继开发了EC水解法制EG的方法。
其反应为:这两个反应的催化剂可以相同,也可以不同,因此该生产工艺又分为一步法和二步法。
一步法是在CO2和水的存在下EO在一个反应器内经过EC中间体直接生成EG;二步法是将EC分离出来再水解生成EG。
这两种方法各有利弊。
前者在同一个反应器内进行不同的反应,操作复杂,难以使两个反应都达到最佳条件;后者因需要分离并增加一个反应器,增加了设备投资。
目前,DOW的一步法工艺和MCC二步法工艺都已经进入了工业化研究阶段。
1.2.2 酯交换法(EG与DMC联产法)EC与甲醇发生酯交换反应,可以同时得到两种重要的工业产品:碳酸二甲酯(DMC)和乙二醇(EG),因此这是一条非常有吸引力的工艺路线。
该工艺的反应为:DOW公司首先获得了这一工艺方面的专利。
以碱金属及其化合物作为催化剂。
由于酯交换反应是个平衡反应,EC的转化率和EG的收率不超过40 %。
后来DOW公司在研究中发现,通过及时移走反应生成的DMC 和甲醇共沸物,可以提高EC的转化率,生成的DMC和EG可以通过冷却结晶和萃取精馏的方法进行分离。
随后有很多公司也开展了这方面的研究工作。
工作的焦点集中在催化剂的开发上。
DOW公司早期使用碱金属催化剂,后来又开发了阴离子交换树脂催化剂;拜耳公司开发了碱金属催化剂、碱土金属催化剂以及其它一些催化剂[55, 56];Toxaco公司开发了季铵盐型离子交换树脂催化剂和沸石催化剂以及聚合物负载的季鏻盐催化剂[57, 58];美国美孚石油公司(Mobil Oil Company)开发了氧化铝催化剂[59];埃克森美孚公司(ExxonMobil Chemical)开发了沸石催化剂[60];日本的三菱公司开发了锌、锰催化剂[61]。
我国也在进行EC酯交换法联产EG和DMC的工艺研究。
采用新工艺与原工艺相比可节约蒸汽57 %,节约冷却水50 %,节约电35 %,提高收率10 %。
中科院兰州化物所已经完成了EO与CO2合成EC 并与甲醇酯交换合成EG,联产DMC的全流程工艺开发。
该项目已经进入中试开发阶段。
EG与DMC联产法具有以下优点:1)可以充分利用EO生产装置排放的CO2资源。
2)EC低毒、闪点高,使用和贮运安全,是一种性能优良的化工原料。
3)反应转化率高,并避免了水作为原料带来的高能耗和杂质问题。
4)同时获得EG和DMC两种产品,附加值高。
5)反应的原子利用率为100 %,属于“零排放”的清洁生产工艺,符合当前绿色化学和环境保护的要求。
因此EG和DMC联产法是今后EO生产EG的非常有吸引力的工艺路线。
1.3 其它方法除EO法和EC法,还有其它一些方法可以通过石油产品制EG。
例如氯乙醇水解法和二氯乙烷水解法。
二氯乙烷水解法的主要反应为:这两种方法早期都曾被用于工业生产。
但是这两种工艺路线中都要用到次氯酸或者氯气,对设备的腐蚀严重,因此到20世纪70年代就已经完全被淘汰[9, 10]。
此外,乙烯直接水合也可以得到EG[64-66],但该路线无论从选择性还是反应活性以及催化剂的稳定性等方面都不如EO法。
乙烷和乙醇氧化也可以得到EG,如能实现乙醇氧化制EG的工业生产也将是十分有吸引力的工艺路线。
不过这方面的研究目前尚处于实验室研究阶段。
2 非石油合成路线当前,石油资源日益短缺,石油价格居高不下。
石油路线生产EG,其效益受石油价格的影响很大。
研究非石油路线合成EG,意义越来越重大。
2.1 合成气合成EG合成气来源广泛,价格低廉,是理想的合成原料。
用合成气法制EG原子经济性好,产品附加值高,因此无论从经济角度还是从环境角度都是一种理想的合成路线。
2.1.1 合成气直接合成EG合成气直接制EG的净反应式为:这是一个原子经济的用廉价易得的原料合成高附加值产品的反应,如果能实现其工业应用,必将带来巨大的经济效益和社会效益。
早在1947年,美国的杜邦公司(Du Pont)就提出了合成气直接制EG的工艺路线,并于1953年获得了专利。
但是该路线需要高达150 MPa到500 MPa的高压。
此后60余年来,世界各国的研究人员一直致力于这一工艺的开发和改进,并取得了大量的研究成果。
仅在20世纪70年代短短的10年时间里,美国专利局就公布了数十篇有关合成气直接EG的专利。
化学工作者们对这一工艺的催化剂、配体等进行了多方面的改进,使得反应条件更加温和、EG选择性更高、副产物更少。
1971年,美国联合碳化物公司(UCC)首先公布用铑催化剂从合成气制EG,其催化活性明显优于钴,但所需压力仍太高(340 MPa)[10]。
Gulf Research and Development公司使用钌配合物作为催化剂,并加入吡啶碱作为配体,产物中EG的含量最高可达66 mol %。
这一工艺需要的压力为102 MPa到273 MPa[69]。
该公司还同时开发了铱催化剂,其效果比钌催化剂略差[70]。
Texeco Development公司[71-77]在钌催化体系中加入季鏻盐和季铵盐、VB族元素的三烃基化物作为促进剂,或者在极性溶剂中加入Lewis碱,大大提高了反应活性,使反应压力降低到了低于100 MPa。
该公司还开发了钴催化剂,EG及其衍生物总产率可达77 %。
此外,还有一些公司致力于合成气制备EG的催化剂和工艺过程研究,例如ICI 公司开发了VIII族金属化合物催化的合成工艺[78];BASF公司开发了铑化合物催化的合成工艺[79-81];UCC开发了Lewis碱催化的连续合成工艺。