机械手的组装和调试课件
- 格式:ppt
- 大小:2.46 MB
- 文档页数:22

任务七搬运机械手系统的安装与调试设计的难度,使控制程序复杂化。
为方便控制三菱FX系列PLC专门配备了专用的方便指令,运用该指令能自动进行操作方式的输入分配,规定各种操作方式的起始状态元件号,使系统控制程序大大简化。
本节将通过机械手控制系统介绍运用专用的方便指令设计多操作方式步进控制程序的方法。
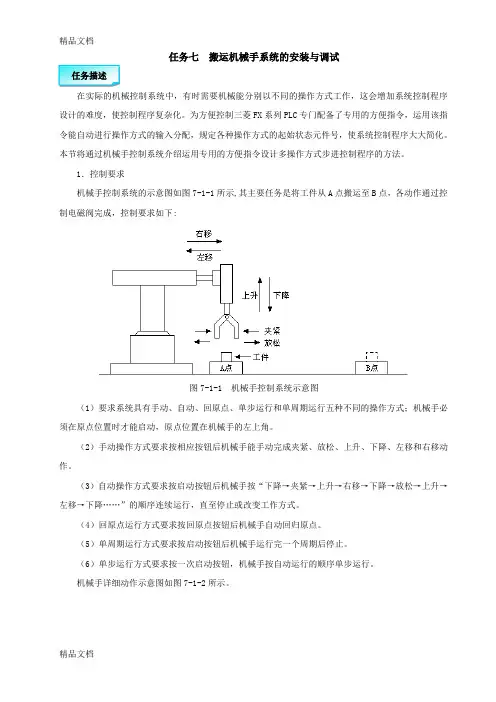
1.控制要求机械手控制系统的示意图如图7-1-1所示,其主要任务是将工件从A点搬运至B点,各动作通过控制电磁阀完成,控制要求如下:图7-1-1 机械手控制系统示意图(1)要求系统具有手动、自动、回原点、单步运行和单周期运行五种不同的操作方式;机械手必须在原点位置时才能启动,原点位置在机械手的左上角。
(2)手动操作方式要求按相应按钮后机械手能手动完成夹紧、放松、上升、下降、左移和右移动作。
(3)自动操作方式要求按启动按钮后机械手按“下降→夹紧→上升→右移→下降→放松→上升→左移→下降……”的顺序连续运行,直至停止或改变工作方式。
(4)回原点运行方式要求按回原点按钮后机械手自动回归原点。
(5)单周期运行方式要求按启动按钮后机械手运行完一个周期后停止。
(6)单步运行方式要求按一次启动按钮,机械手按自动运行的顺序单步运行。
机械手详细动作示意图如图7-1-2所示。
图7-1-2 机械手控制详细动作图图7-1-2中数字序号表明了机械手动作的先后顺序,SQ1~SQ4四个位置开关用来检测机械手是否到位。
2.控制任务分析本控制系统同样是一个顺序控制系统,可方便地运用步进指令进行程序设计,但该系统要求采用多种操作方式,若用前面学过的步进程序设计方法进行程序设计,会使设计工作凌乱复杂,并影响程序的可读性。
为此可采用三菱FX系列PLC的方便类指令IST(FUN 60),对系统进行置初始状态,并自动分配状态和输入,以减小程序设计的工作量,增强程序的可读性。
2. 通过分析任务,结合现场实物勘察,选定合理的自动化解决方案,完成控制系统结构设计。
5.2任务二机械手PLC控制系统的安装与调试一、复习旧知分析用功能指令实现广告牌饰灯的PLC控制。
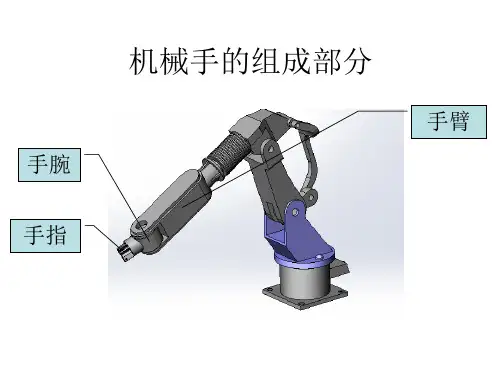
二、引入新课能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置都称之为机械手。
机械手是最早出现的工业机器人,也是最早出现的现代机器人,它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
本任务以机械手的PLC控制系统为例,学习PLC控制系统设计的内容、步骤和方法。
三、讲解新知(一)顺序控制设计法1.顺序控制设计法概述顺序控制就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动地有秩序地进行操作。
顺序控制设计法最基本的思想是将系统的一个工作周期划分为若干个顺序相连的阶段,这些分阶段称为步(Step),并用编程元件(例如内部辅助继电器M和状态继电器S)来代表各步。
步是根据输出量的状态变化来划分的。
顺序控制设计法用转换条件控制代表各步的编程元件,让它们的状态按一定的顺序变化,然后用代表各步的编程元件去控制PLC的各输出位。
2、顺序控制设计法设计的基本步骤及内容BCD变换指令将源元件中的二进制数转换为BCD码送到目标元件中。
对于16位或32位二进制操作数,若变换结果超出0~9999或0~99999999的范围就会出错。
BCD指令常用于将PLC中的二进制数变换成BCD码输出以驱动LED显示器。
2.BIN变换指令BIN变换指令将源元件中的BCD码转换为二进制数送到目标元件中。
常数K不能作为本指令的操作元件。
如果源操作数不是BCD码就会出错。
BIN指令常用于将BCD数字开关的设定值输入PLC中。
3.使用BCD、BIN指令时的注意事项(1)源操作数可取KnK、KnY、KnM、KnS、T、C、D、V和Z,目标操作数可取KnY、KnM、KnS、T、C、D、V和Z。