最新版钢结构工程焊接材料检验批质量验收记录
- 格式:xls
- 大小:35.00 KB
- 文档页数:1
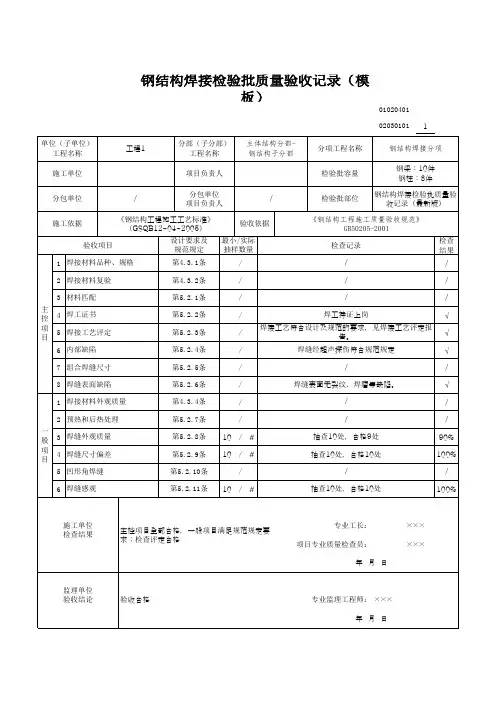
钢结构工程检验批质量验收记录表全套钢结构焊接工程检验批质量验收记录工程名称:XXX环境集烟系统综合处理项目总包单:XXX分包单:XXX检验部位:45万方钢结构平台监理:项目经理施工单位检查记录:1.焊材与母材必须相互匹配,并按要求烘焙存放。
按照施工质量验收规范规定,焊条、焊丝、焊剂、电渣焊熔嘴等焊材与母材的匹配应符合行业标准81规定。
同时,焊接材料应按产品说明书及焊接工艺文件的规定进行烘焙和存放。
2.焊工必须考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
3.施工单位对首次采用的钢材、焊接材料、焊接方法,焊后热处理等应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
4.设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷检验。
不能对缺陷作出判断时,采用射线探伤。
5.T型、十字、角接接头要求熔透的对接和角对接组合焊缝设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝应为≥t/40~4mm4.6.焊缝表面不得有裂纹、焊瘤等缺陷。
一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
焊缝表面无裂纹、气孔、夹渣、焊瘤等缺陷。
焊工有焊工证,符合设计以及规范要求。
7.对于需要进行焊前预热或焊后热处理的焊缝,其预热或后热温度应符合国家现行标准的规定或通过工艺试验确定。
预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍,且不小于100mm。
后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。
8.焊缝凹形的角焊缝,焊缝金属与母材间应平缓过渡。
加工成凹形的角焊缝,不得在其表面留下切痕。
9.焊缝感观应达到:外形均匀成型好,焊道与焊道、焊道与基础金属间过渡平滑,焊渣和飞溅物基本清除干净。
10.二、三级焊缝外观质量标准应符合规范规定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
以上记录符合执行企业标准名称及编号《钢结构工程施工质量验收规范》GB-2001的要求。
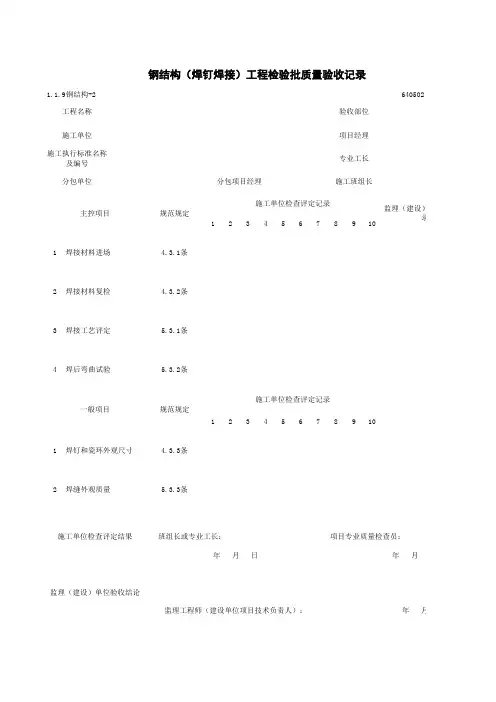
640502123456789101 4.3.1条2 4.3.2条3 5.3.1条4 5.3.2条123456789101 4.3.3条2 5.3.3条 年 月 日
监理(建设)单位年 月
验收部位项目经理专业工长施工班组长项目专业质量检查员:规范规定班组长或专业工长:施工单位检查评定记录施工单位检查评定记录焊接材料进场
焊接材料复检
焊接工艺评定
焊后弯曲试验
分包项目经理规范规定一般项目
施工单位检查评定结果
监理(建设)单位验收结论焊钉和瓷环外观尺寸
焊缝外观质量
年 月 日监理工程师(建设单位项目技术负责人):钢结构(焊钉焊接)工程检验批质量验收记录
1.1.9钢结构-2
工程名称
施工单位
施工执行标准名称及编号
分包单位
主控项目
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量检查员等进行验
)单位验收记录
月 日
月 日
进行验收。
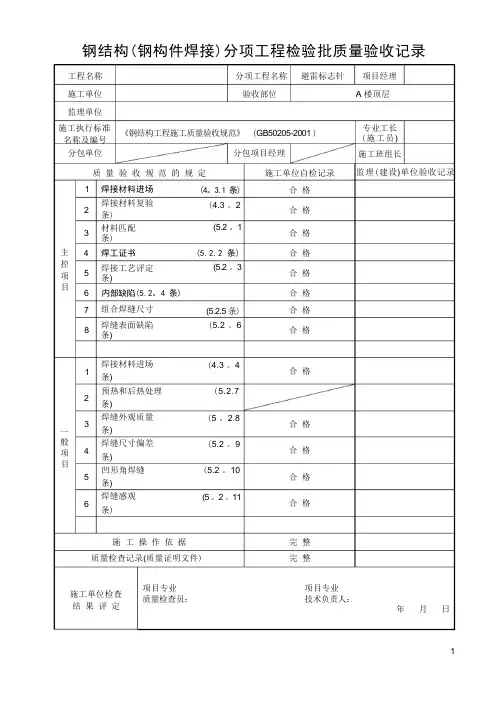
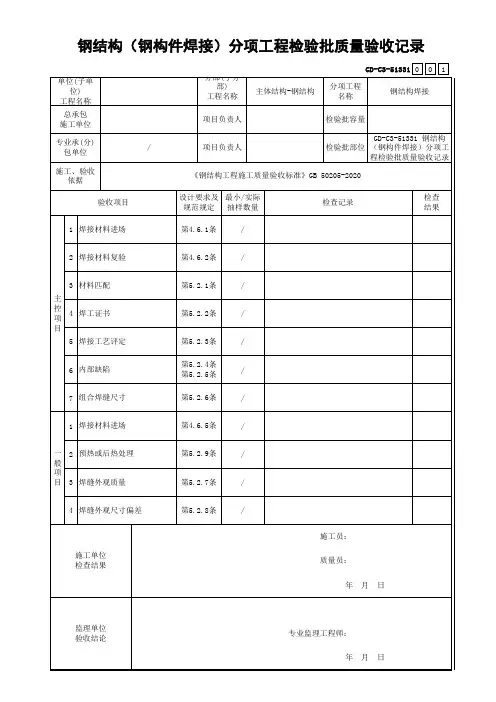
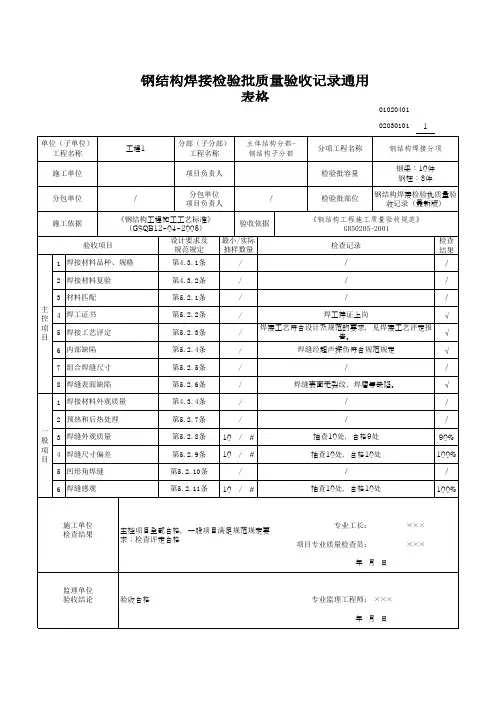
钢结构(钢构件焊接)分项工程检验批质量验收记录工程名称分项工程名称避雷标志针项目经理施工单位验收部位 A 楼顶层监理单位施工执行标准名称及编号分包单位《钢结构工程施工质量验收规范》 (GB50205-2001 )分包项目经理主控项目12345678123456质量验收规范的规定施工单位自检记录合格合格合格合格合格合格合格合格合格合格合格合格合格完整完整焊接材料进场焊接材料复验条)材料匹配条)焊工证书焊接工艺评定条)内部缺陷(5.2。
4 条)组合焊缝尺寸焊缝表面缺陷条)焊接材料进场条)预热和后热处理条)焊缝外观质量条)焊缝尺寸偏差条)凹形角焊缝条)焊缝感观条)(4。
3.1 条)(4.3 。
2(5.2 。
1(5.2.2 条)(5.2 。
3(5.2.5 条)(5.2 。
6(4.3 。
4(5.2.7(5 。
2.8(5.2 。
9(5.2 。
10(5 。
2 。
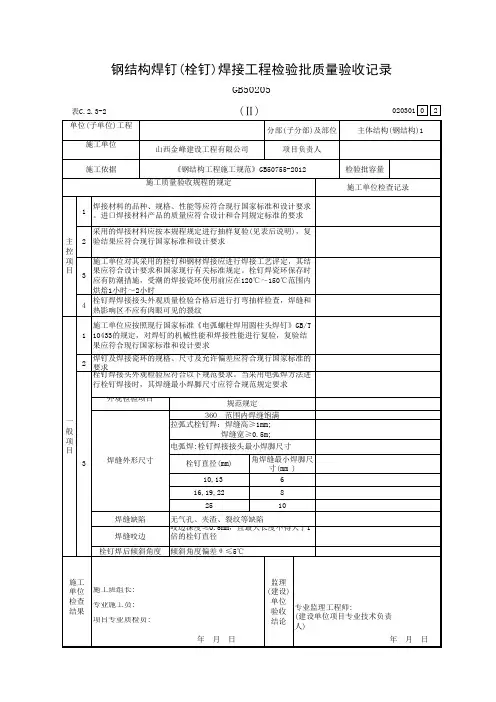
11施工操作依据质量检查记录(质量证明文件)专业工长(施工员)施工班组长监理(建设)单位验收记录施工单位检查结果评定项目专业质量检查员:项目专业技术负责人:年月日一般项目专业监理工程师:(建设单位项目专业技术负责人)年 月 日监理(建设) 单位验收结论钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205—2001)表 J.O 。
2 编号: 010902/020402□□□分项工程名称 验收部位 总监理工程师专业工长 (施工员)分包项目经理质量验收规范的规定1 焊接材料进场。
2 焊接材料复验.3 焊接工艺评定.4 焊后弯曲试验。
焊钉和瓷环尺寸。
条)焊缝外观质量。
施 工 操 作 依 据质量检查记录(质量证明文件)施工单位检查 结 果 评 定监理(建设) 单位验收结论钢结构(普通紧固件连接)分项工程检验批质量验收记录工程名称施工单位监理单位施工执行标准 名称及编号分包单位(4。
3.1 条)(4。
3。
2 条)(5.3.1 条)(5。
3.2 条)施工班组长监理(建设)单位验收记录专业监理工程师:(建设单位项目专业技术负责人)(4 。
焊接材料检验批质量验收记录一、检验概况本次检验的焊接材料为X公司提供的焊条,共计1000根。
根据相关标准的要求,对焊接材料进行了外观质量检验、化学成分分析、力学性能测试等多项检验。
二、外观质量检验1.观察焊接材料的外观,焊条表面应平整光洁,无氧化皮和裂纹等缺陷。
检验人员对每根焊条进行了目测,并使用放大镜进行详细观察,均符合要求。
三、化学成分分析1.检验人员从各个焊条中取出试样,并送往实验室进行化学成分分析。
该实验采用XX标准方法进行,测试结果如下:(表格省略)2.检验结果显示,焊接材料的化学成分符合相关标准的要求。
四、力学性能测试1.随机选取10根焊条进行力学性能测试,并对每根焊条进行拉伸试验。
测试结果如下:(表格省略)2.检验结果显示,焊接材料的力学性能符合相关标准的要求。
五、检验结论1.综上所述,根据对焊接材料的外观质量检验、化学成分分析以及力学性能测试,结合相关标准的要求,对本批焊接材料进行质量验收判定如下:a)外观质量:符合要求;b)化学成分:符合要求;c)力学性能:符合要求。
2.本批焊接材料的质量达到验收标准,可以投入使用。
六、意见和建议1.在后续的工作中,建议对焊接材料的质量进行更加严格的控制,以确保每批材料的质量稳定可靠。
2.同时,也建议进一步优化测试方法和标准,以满足不同焊接工艺和材料的需求。
七、备注1.本次检验记录的焊接材料是从X公司采购的,具有供应商提供的质量证明,并合乎相关的标准。
2.检验过程中,未发现任何异常情况或质量问题。
以上是本次焊接材料检验批质量验收记录,供参考使用。
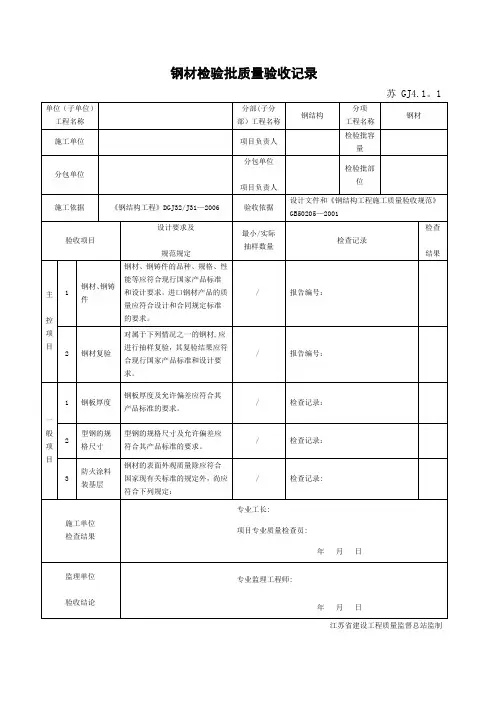
连接用紧固标准件检验批质量验收记录苏 GJ4.1。
3江苏省建设工程质量监督总站监制焊接球检验批质量验收记录江苏省建设工程质量监督总站监制焊接球检验批质量现场检查原始记录苏 GJ4.1。
4江苏省建设工程质量监督总站监制螺栓球检验批质量验收记录苏 GJ4.1。
5江苏省建设工程质量监督总站监制螺栓球检验批质量现场检查原始记录苏 GJ4.1.5江苏省建设工程质量监督总站监制封板、锥头和套筒检验批质量验收记录苏 GJ4.1。
6江苏省建设工程质量监督总站监制封板、锥头和套筒检验批质量现场检查原始记录苏 GJ4。
1。
6江苏省建设工程质量监督总站监制金属压型板检验批质量验收记录苏 GJ4。
1.7江苏省建设工程质量监督总站监制金属压型板检验批质量现场检查原始记录苏 GJ4.1。
7江苏省建设工程质量监督总站监制涂装材料检验批质量验收记录GJ4。
1。
8江苏省建设工程质量监督总站监制涂装材料检验批质量现场检查原始记录GJ4.1。
8江苏省建设工程质量监督总站监制钢结构焊接检验批质量验收记录苏 GJ4.2。
1江苏省建设工程质量监督总站监制钢结构焊接检验批质量现场检查原始记录江苏省建设工程质量监督总站监制焊钉(栓钉)焊接工程检验批质量验收记录苏 GJ4。
2。
2江苏省建设工程质量监督总站监制焊钉(栓钉)焊接工程检验批质量现场检查原始记录苏 GJ4。
2.2江苏省建设工程质量监督总站监制普通紧固件连接检验批质量验收记录苏 GJ4.3.1江苏省建设工程质量监督总站监制普通紧固件连接检验批质量现场检查原始记录苏 GJ4。
3.1江苏省建设工程质量监督总站监制高强度螺栓连接检验批质量验收记录江苏省建设工程质量监督总站监制高强度螺栓连接检验批质量现场检查原始记录切割检验批质量验收记录苏 GJ4.4.1江苏省建设工程质量监督总站监制切割检验批质量现场检查原始记录江苏省建设工程质量监督总站监制矫正和成型检验批质量验收记录江苏省建设工程质量监督总站监制矫正和成型检验批质量现场检查原始记录苏 GJ4。
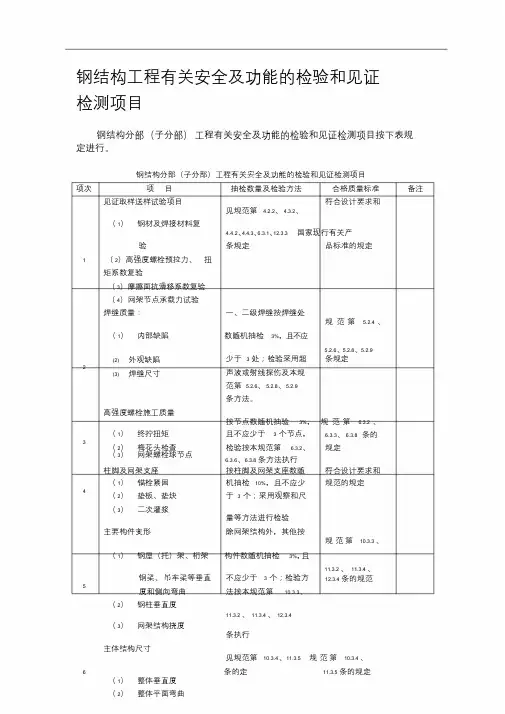
钢结构工程有关安全及功能的检验和见证检测项目钢结构分部(子分部)工程有关安全及功能的检验和见证检测项目按下表规定进行。
钢结构分部(子分部)工程有关安全及功能的检验和见证检测项目项次项目抽检数量及检验方法合格质量标准备注见证取样送样试验项目符合设计要求和见规范第 4.2.2、4.3.2、(1)钢材及焊接材料复4.4.2、4.4.3、6.3.1、12.3.3 国家现行有关产验条规定品标准的规定1 (2)高强度螺栓预拉力、扭矩系数复验(3)摩擦面抗滑移系数复验(4)网架节点承载力试验焊缝质量:一、二级焊缝按焊缝处规范第 5.2.4 、(1)内部缺陷数随机抽检3%,且不应5.2.6、5.2.8、5.2.92(2) 外观缺陷(3) 焊缝尺寸少于 3 处;检验采用超声波或射线探伤及本规条规定范第 5.2.6、5.2.8、5.2.9条方法。
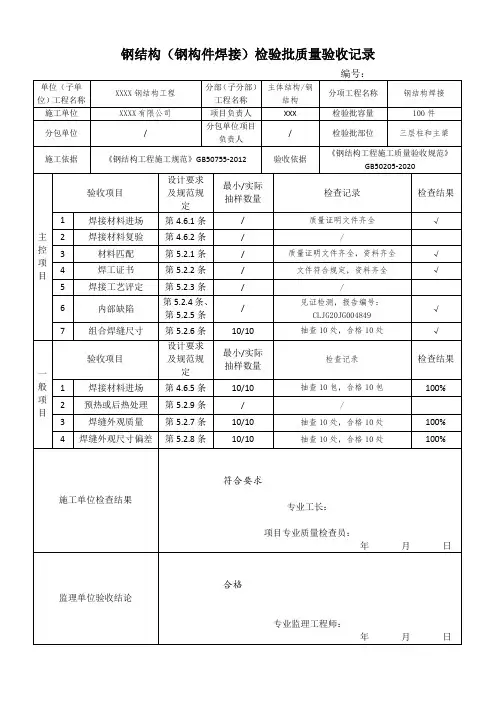
高强度螺栓施工质量按节点数随机抽验3%,规范第 6.3.2 、3(1)终拧扭矩(2)梅花头检查且不应少于 3 个节点,检验按本规范第 6.3.2、6.3.3、6.3.8 条的规定(3)网架螺栓球节点6.3.6、6.3.8 条方法执行柱脚及网架支座按柱脚及网架支座数随符合设计要求和4(1)锚栓紧固(2)垫板、垫块机抽检10%,且不应少于3 个;采用观察和尺规范的规定(3)二次灌浆量等方法进行检验主要构件变形除网架结构外,其他按规范第10.3.3 、(1)钢屋(托)架、桁架构件数随机抽检3%,且11.3.2 、11.3.4 、5钢梁、吊车梁等垂直度和侧向弯曲不应少于 3 个;检验方法按本规范第10.3.3、12.3.4 条的规范(2)钢柱垂直度11.3.2 、11.3.4 、12.3.4(3)网架结构挠度条执行主体结构尺寸见规范第10.3.4、11.3.5 规范第10.3.4 、注:以上所指规范皆为GB50205——2001 《钢结构工程施工质量验收规范》1钢结构工程有关观感质量检查项目钢结构部分(子分部)工程观感质量检查项目按以下表规定进行钢结构分部(子分部)工程观感质量检查项目项次项目抽检数量合格质量标准备注1 普通涂层表面随机抽查 3 个轴线结构构件规范第14.2.3 条的要求2 防火涂层表面随机抽查3 个轴线结构构件随机抽查个轴3规范第14.3.4、14.3.5、14.3.6 条的要求3 压型金属板表面规范第13.3.4 条的要求线间压型金属板表面4 钢平台、钢梯、钢栏杆随机抽查10% 连接牢固,无明显外观缺陷注:以上所指规范皆为GB50205——2001 《钢结构工程施工质量验收规范》钢结构分项工程检验批验收质量验收记录表钢结构(钢构件焊接)分项工程检验批质量验收应按下表进行记录。
钢结构施工检验批质量验收记录(最新版).txt钢结构施工检验批质量验收记录(最新版)项目概况项目名称: [项目名称]建设单位: [建设单位]总承包单位: [总承包单位]检验单位: [检验单位]施工单位: [施工单位]监理单位: [监理单位]施工周期: [施工周期]检验批概况检验批编号: [检验批编号]检验批名称: [检验批名称]检测部位: [检测部位]样品数量: [样品数量]验收记录验收日期: [验收日期]检测结果:- [检测项目1]: [合格/不合格]- [检测项目2]: [合格/不合格]- [检测项目3]: [合格/不合格]- ...不合格情况及处理措施:在本次验收中,发现以下不合格情况:1. [不合格情况描述1]处理措施: [处理措施1]2. [不合格情况描述2]处理措施: [处理措施2]请施工单位在规定时间内整改并重新进行验收。
验收结论:本次验收结果为[合格/不合格]。
备注:- 备注1: [备注内容1]- 备注2: [备注内容2]以上为钢结构施工检验批质量验收记录,经签字确认后生效。
签字:建设单位:________________ 日期:________________总承包单位:______________ 日期:________________监理单位:_________________ 日期:________________检验单位:_________________ 日期:________________施工单位:_________________ 日期:________________。
SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-001 记录编号HJ-001 验收部位1~3轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-002 记录编号HJ-002 验收部位4~6轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-003 记录编号HJ-003 验收部位7~9轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-004 记录编号HJ-004 验收部位10~12轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-005 记录编号HJ-005 验收部位13~15轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:SH/T3508-Y02钢结构焊接检验批质量验收记录司10万吨/年丙烯及联产芳烃项目单位工程名称:丙烯原料生产装置(202)检验批编号1102-202-GG-08-HJ-006 记录编号HJ-006 验收部位16~19轴线分项工程名称钢结构焊接分部工程名称1#管架子单位工程名称钢结构安装施工执行标准名称及编号《钢结构工程施工质量验收规范》GB50205-2011类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录主控项目1 焊接材料应符合现行国家产品标准和设计要求合格2 重要钢结构采用的焊接材料应进行抽样复验合格3 焊条焊丝与母材的匹配应符合设计要求及国家现行行业标准合格4 焊工必须取得合格证书,必须在合格项目及认可范围内施焊合格5 施工单位应根据评定报告确定焊接工艺合格6 检查超声波或射线探伤记录合格7 焊脚尺寸不应小于t/4,允许偏差为0~4mm 合格8焊缝表面不得有裂纹焊瘤等缺陷;一级焊缝不得有咬边未焊满根部收缩等缺陷合格一般项目1 焊条外观不应有药皮脱落焊芯生锈等缺陷合格2根据需要,焊缝预热和后热温度应符合国家现行有关标准或工艺试验确定合格3 二三级焊缝外观质量符合规范的要求合格4 焊缝尺寸允许偏差符合规范的要求合格5 焊成凹形的角焊缝,焊缝金属与母材应平缓过渡合格6外形均匀成型较好焊道与焊道焊道与金属间过渡较平滑焊渣和飞溅物基本清除干净合格监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:监理工程师:质量检查员:。
SG-T062
钢结构(钢构件焊接)
分项工程检验批质量验收记录
工程名称分项工程名称验收部位
施工单位项目负责人专业工长
分包单位项目负责人
(分包单位)
施工班组长
施工执行标准及编号钢结构工程施工质量验收规范 GB50205-2001
质 量 验 收 规 范 的 规 定施工单位检查评定记录监理(建设)单位验收记
主控项目 1.焊接材料进场 4.3.1条
2.焊接材料复验 4.
3.2条
3.材料匹配 5.2.1条
4.焊工证书
5.2.2条
5.焊接工艺评定 5.2.3条
6.内部缺陷 5.2.4条
7.组合焊缝尺寸 5.2.5条
8.焊缝表面缺陷 5.2.6条
一般项目 1.焊接材料进场 4.3.4条
2.预热和焊后热处理 5.2.7条
3.焊缝外观质量 5.2.8条
4.焊缝尺寸偏差
5.2.9条
5.凹形角焊缝 5.2.10条
6.焊缝感观 5.2.11条
施工单位检查评定结果
施工单位检查
-T062
验收记录。