汽车发动机装配工艺卡
- 格式:ppt
- 大小:693.50 KB
- 文档页数:8


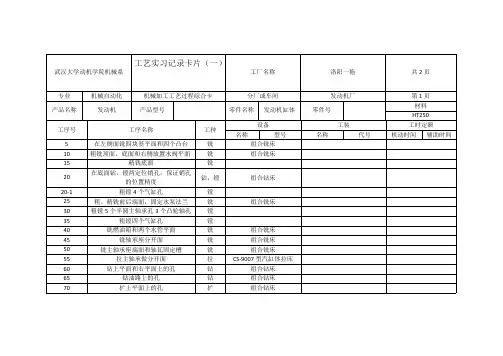
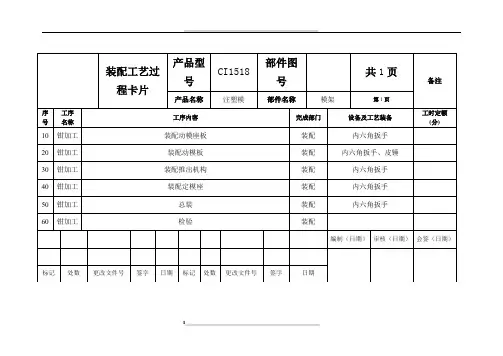
武汉大学动机学院机械系工艺实习记录卡片(一)工厂名称洛阳一拖共2页专业机械自动化机械加工工艺过程综合卡分厂或车间发动机厂第1页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250设备工装工时定额工序号工序名称工种名称型号名称代号机动时间辅助时间5在左侧面铣四块基平面和四个凸台铣组合铣床10粗铣顶面,底面和右侧放置水阀平面铣组合铣床15精铣底面铣20在底面钻,镗两定位销孔,保证销孔的位置精度钻,镗组合钻床20-1粗镗4个气缸孔镗25粗、精铣前后端面,固定水泵法兰铣组合铣床30粗镗5个半圆主轴承孔3个凸轮轴孔镗35粗镗四个气缸孔镗40铣燃油箱和两个水管平面铣组合铣床45铣轴承座分开面铣组合铣床50铣主轴承座端面和轴瓦固定槽铣组合铣床55拉主轴承做分开面拉CS-9007型汽缸体拉床60钻上平面和右平面上的孔钻组合钻床65钻油路上的孔钻组合钻床70扩上平面上的孔扩组合钻床75对右平面和上平面上的孔进行攻丝钻组合钻床80铣轴承座分开面的端面铣组合铣床85钻顶面上的孔并扩孔钻组合钻床90铰底面上的孔铰组合钻床95分平面底面攻丝钻组合钻床100磨底平面磨卧式磨床105钻分平面下的四个孔钻组合钻床110镗上平面的孔的台阶面镗115清洗XSZ机体专用清洗机120装配轴承盖125镗前后平面上的孔镗组合钻床130在前后平面的主轴承孔中加轴瓦135磨前后平面磨140精镗上平面的4个活塞孔并精铣底面镗,铣145绗磨活塞孔磨专用绗磨机床150清洗XSZ机体专用清洗机武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第1页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称铣左侧面4块基平面和4个凸块工序号5材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1铣基平面42铣凸台4武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第2页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称粗铣顶面、底面和右侧放置水阀平面工序号10材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1铣顶面、右侧面2 2翻转3铣底面2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第3页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称精铣底面工序号15材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1精铣底面2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第4页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称精铣前后端面法兰和起动机进水管法兰工序号25材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1精铣前后端面法兰2 2精铣进水管法兰2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第5页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称粗镗四个气缸孔工序号35材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合镗床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1粗镗四个孔2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第6页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称粗镗5个半圆主轴承孔工序号40材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合镗床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀切削深度进给量每分转切削速机动时间辅助时间次数数或双行程数度1粗镗主轴承孔5武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第7页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称钻上平面的孔工序号60材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合钻床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1钻上平面孔2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第8页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称铣轴承座分开面的端面工序号80材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合铣床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1铣分开面的端面2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第9页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称分平面底面打孔和攻丝工序号95材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合钻床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次数切削深度进给量每分转数或双行程数切削速度机动时间辅助时间1底面钻孔22底面攻丝2武汉大学动机学院机械系工艺实习记录卡片(二)工厂名称洛阳一拖共10页专业机械自动化机械加工工序卡分厂或车间发动机厂第10页材料产品名称发动机产品型号零件名称发动机缸体零件号HT250产品型号零件名称零件号发动机缸体工序名称镗上平面的孔产生台阶面工序号110材料名称材料牌号机械性能机床夹具名称型号编号名称代号组合镗床同时加工件数工人等级准备/终结时间单件时间切削用量工具名称工具代号工步号工步内容走刀次切削深度进给量每分转数或双切削速度机动时间辅助时间数行程数1镗孔2武汉大学动机学院机械系工艺实习记录卡片(三)工厂名称洛阳一拖共3页专业机械自动化机械加工工艺装备卡分厂或车间发动机厂第1页产品名称产品型号零件名称零件号工序内容工序号工装名称工装代号原设计者班级姓名指导教师发动机缸体左侧面铣4个基平面和4个凸台5长销轴定位10623班夏炀志强王国顺结构分析:加工时通过长销轴进行定位,限制X和Y方向上的移动和转动的自由度使用情况调查:长销轴定位广泛运用于内孔的加工定位情况简图存在问题及改进意见:长销轴定位的定位接触面较长,并且限制自由度时可能出现过定位现象,可采用顶尖定位武汉大学动机学院机械系工艺实习记录卡片(三)工厂名称洛阳一拖共3页专业机械自动化机械加工工艺装备卡分厂或车间发动机厂第2页产品名称产品型号零件名称零件号工序内容工序号工装名称工装代号原设计者班级姓名指导教师发动机缸体精铣底面15锥销定位10623班夏炀志强王国顺结构分析:左支撑板X,Y的移动自由度和Z的转动自由度被浮动锥销限制了,铣刀往复单程进行铣削加工简图使用情况调查:锥销广泛运用于工件的定位中,尤其是孔定位存在问题及改进意见:此工件定位中,由于锥销的定位深入不够,加工过程中可能会出现较大震动武汉大学动机学院机械系工艺实习记录卡片(三)工厂名称洛阳一拖共3页专业机械自动化机械加工工艺装备卡分厂或车间发动机厂第3页产品名称产品型号零件名称零件号工序内容工序号工装名称工装代号原设计者班级姓名指导教师发动机缸体钻上平面上的孔60压板,销轴定位10623班夏炀志强王国顺简图结构分析:加工上平面的时候,通过6个自动压板,当工件进入组合钻床后,即开始定位并压紧,定位是通过下平面孔的销轴定位,压紧是通过6个自动压板使用情况调查:压板压紧和销轴定位广泛运用机械加工过程中存在问题及改进意见:压板压紧中,由于未能做到左右平面的限制左右,可能会影响加工精度,可以增设左右平面的定位压紧装置。
目录目录绪论 (1)第1章连杆的介绍 (3)1.1 连杆的作用 (3)1.2 连杆的材料 (3)1.3 连杆的结构及特点 (3)1.4 连杆盖与连杆体的配合 (4)1.5 连杆大头与连杆轴承 (4)1.6 连杆毛坯 (4)第2章连杆的制造工艺 (5)2.1 连杆结构 (5)2.2 连杆的制造工艺过程分析 (5)2.2.1 连杆的主要技术要求 (5)2.2.2 连杆的材料和毛坯 (6)2.2.3 连杆的机械加工工艺过程 (6)2.3 连杆加工工艺设计应考虑的问题 (7)2.3.1 工序安排 (7)2.3.2 定位基准 (7)2.3.3 夹具使用及夹紧方法 (8)2.3.4 确定加工余量 (8)2.4 连杆加工工艺过程 (9)2.4.1 连杆两端面的加工 (9)2.4.2 连杆大头孔的加工 (9)2.4.3 连杆小头孔的加工 (10)2.4.4 螺栓孔加工 (10)2.4.5 结合面的加工 (10)2.4.6 定位凸台的加工 (10)2.4.7 贴合面的加工 (11)2.4.8 定位锁口槽(定位舌)的加工 (11)2.4.9 钳工加工 (11)第3章连杆加工设备布置 (17)3.1 机械加工设备布置应注意的问题 (17)xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx3.2 制造系统中生产物流设计与设备布局 (17)3.3 机械加工设备布置综述 (18)第4章与连杆配合使用的零件 (21)4.1 连杆轴瓦 (21)4.2 连杆螺栓 (21)第5章连杆的检验 (23)5.1 连杆的检验阶段 (23)5.2 连杆检验类型 (23)5.3 连杆盖的检验 (23)5.4 连杆体的检验 (24)5.5 连杆的检验 (24)5.6 分组入库 (24)结论 (25)致谢 (27)参考文献 (29)绪论绪论毕业设计是我们在学校的最后的一门课程,也是对四年所学内容一次综合的应用。
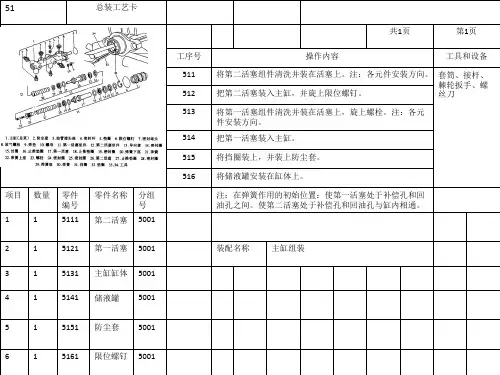
总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
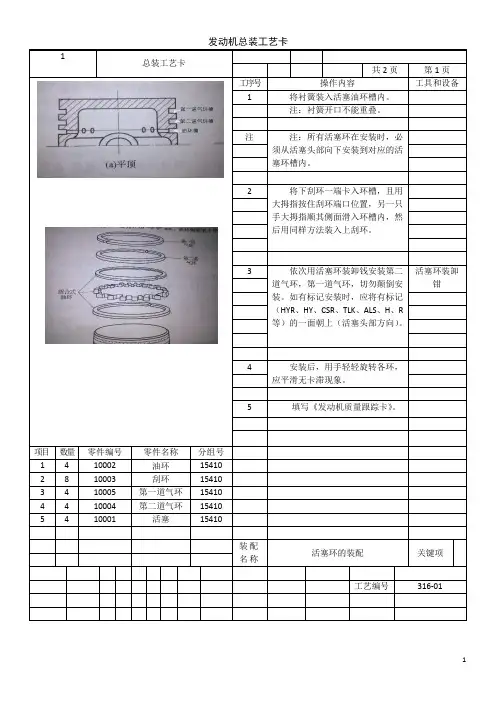
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。