[整理版]压力容器焊接常识
- 格式:ppt
- 大小:2.50 MB
- 文档页数:60
压力容器及压力管道知识培训材料之三焊接基本知识1 电焊条1.1焊条的组成及作用涂有药皮的供手工电弧焊用的熔化电极叫电焊条,简称焊条。
它由焊芯和药皮两部分组成。
通常焊条引弧端有倒角,药皮被除去一部分,露出焊芯端头。
有的焊条引弧端涂有黑色引弧剂,引弧更简单。
不锈钢焊条夹持端端面涂有不同颜色,以便识别焊条型号。
在靠近夹持端的药皮上印有焊条牌号。
1.1.1焊芯焊条中被药皮包敷的金属丝叫焊芯。
1.1.1.1焊芯的作用①作电极产生电弧。
②焊芯熔化后成为填充金属,与熔化了的母材混合形成焊缝。
1.1.1.2.焊芯的分类及牌号依据GB1300-7《焊接用钢丝》标准规定,特地用于制造焊芯和焊丝的钢材,可分为碳素结构钢, 合金结构钢, 不锈钢三类。
焊条钢牌号一律用汉语拼音字母H做字首,其后紧跟钢号,表示方法与优质碳素结构钢, 合金钢相同。
若钢号末尾注有高字(或用字母A表示),为高级优质焊条钢,含硫, 磷量较低。
若末尾注有“特”字(或用字母E表示),为特级焊条钢,含硫, 磷均小于0.03%。
H1Cr19NiTi——铬镍钛不锈钢焊条钢。
常用焊芯的牌号, 代号及其化学成分见GB1300-7《焊接用钢丝》附录1-1。
1.1.2药皮涂敷在焊芯表面的有效成分叫药皮。
它由几种或几十种成分组成。
药皮的作用如下:○1稳弧作用焊条药皮中含有稳弧物质,可保证电弧简单引燃和燃烧稳定。
○2爱护作用药皮熔化时产生气体和熔渣,可隔离空气,爱护熔融金额。
熔渣冷却后,在焊缝表面形成渣壳,可防止焊缝表面金属不被氧化并减慢焊缝的冷却速度,有利于熔池中气体逸出,削减产生气孔的可能性,并改善焊缝成形。
○3冶金作用药皮中加有脱氧剂和合金剂,通过熔渣与熔化金属的化学反应,可削减氧, 硫, 磷等有害杂质,使焊缝金属获得符合要求的力学性能。
○4渗合金药皮中加有铁合金,这些合金元素熔化后过渡到熔池中,可提高焊缝金属中合金元素的含量,从而改善焊缝金属的性能,通过渗合金甚至可获得性能与母材完全不同的焊缝金属,如在碳钢上堆焊不锈钢, 高速钢等。
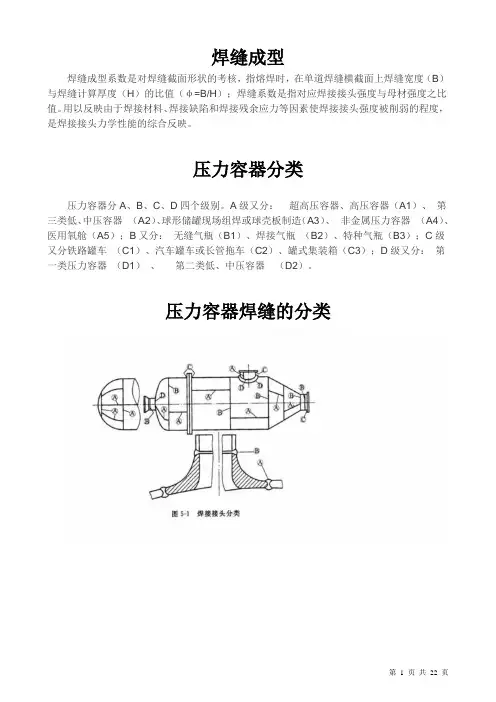
焊缝成型焊缝成型系数是对焊缝截面形状的考核,指熔焊时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值(φ=B/H);焊缝系数是指对应焊接接头强度与母材强度之比值。
用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
压力容器分类压力容器分A、B、C、D四个级别。
A级又分:超高压容器、高压容器(A1)、第三类低、中压容器(A2)、球形储罐现场组焊或球壳板制造(A3)、非金属压力容器(A4)、医用氧舱(A5);B又分:无缝气瓶(B1)、焊接气瓶(B2)、特种气瓶(B3);C级又分铁路罐车(C1)、汽车罐车或长管拖车(C2)、罐式集装箱(C3);D级又分:第一类压力容器(D1)、第二类低、中压容器(D2)。
压力容器焊缝的分类产品试板有关规定1. 总则本规定适用于碳素钢、低合金钢、不锈钢制Ⅰ、Ⅱ、Ⅲ类压力容器。
2. 凡符合以下条件之一者,A类的圆筒纵向焊接接头,应按每台容器制造产品焊接试板。
2.1 钢板厚度δs>20mm的15MnVR;2.2 钢板材料的标准抗拉强度下限值σb>540MPa;2.3 Cr-Mo低合金钢;2.4 当设计温度小于-10℃时,钢板厚度δs>12mm的20R;钢材厚度δs>20mm 的16MnR;2.5 当设计温度小于0℃,大于等于-10℃时,钢材厚度δs>25mm的20R;钢材厚度δs>38mm的16MnR;2.6 制作容器的钢板凡需热处理以达到设计要求的材料力学性能指标者;2.7 设计图样上或用户要求按台制作产品焊接试板的压力容器;2.8 异种钢(不同组别)焊接的压力容器;2.9 图样上注明盛装毒性为极度危害或高度危害介质的容器。
3. 除第2条之外的压力容器,如果能提供连续30台(同一台产品使用不同牌号材料的,或使用不同焊接工艺评定的,或使用不同的热处理规范的,可按两台产品对待)同牌号材料、同焊接工艺(焊接重要因素和补加重要因素不超过评定合格范围,下同)、同热处理规范的产品焊接试板测试数据(焊接试板试件和检验报告应存档备查),证明焊接质量稳定,由质保工程师批准,可以批代台制作产品焊接试板,具体规定如下:3.1 以同钢号、同焊接工艺、同热处理规范的产品组批,连续生产(生产间断不超过半年)每批不超过10台,从中抽一台产品制作产品焊接试板。
压力容器焊接技术要点压力容器在工业领域中扮演着重要的角色,具有存储和输送高压流体或气体的功能。
而为了保证压力容器的安全运行,焊接技术是不可或缺的一环。
本文将就压力容器焊接技术的要点进行探讨。
一、焊接前的准备工作焊接前的准备工作是焊接成功的基础,其中包括材料的选择和准备、焊接设备的准备以及焊接操作人员的培训。
1. 材料的选择和准备在选择材料时,需要考虑其抗压能力、耐腐蚀性以及焊接性能。
常见的压力容器材料有钢材、不锈钢以及合金材料等。
在准备材料时,需要进行切割、打磨等预处理工作,以确保焊接接头的质量。
2. 焊接设备的准备选择合适的焊接设备对焊接质量至关重要。
根据焊接材料的不同,需要选择适当的焊接方式和设备,如手工电弧焊、气体保护焊等。
同时,还需要确保焊接设备的正常运行和维护,以提高焊接质量和效率。
3. 焊接操作人员的培训焊接操作人员需要具备一定的焊接技能和安全意识。
培训内容包括焊接工艺的熟悉、焊接操作规程的掌握以及安全操作的注意事项等。
只有具备这些基本技能,才能保证焊接质量和操作安全。
二、焊接工艺的选择压力容器的焊接工艺多种多样,根据具体情况选择合适的焊接工艺对确保焊接质量至关重要。
以下是常见的焊接工艺:1. 电弧焊电弧焊是最常用的焊接工艺之一,包括手工电弧焊和自动电弧焊。
手工电弧焊操作简便,适用于小型和非常规形状的焊接件。
自动电弧焊则适用于大型和批量生产的焊接件。
2. 气体保护焊气体保护焊是利用惰性气体(如氩气)对焊接区域进行保护,防止氧气和氮气进入焊接区域,从而减少气孔和氧化物的产生。
常见的气体保护焊包括氩弧焊、氩气保护焊和惰性气体保护焊等。
3. 焊丝焊接焊丝焊接是利用金属焊丝作为填充材料,通过热源加热焊缝两侧的金属,在熔化状态下形成焊接连接。
常见的焊丝焊接方法有氩弧焊丝焊接、埋弧焊丝焊接等。
三、焊接过程的控制焊接过程中的控制是确保焊接质量的关键。
以下是焊接过程中需要注意的一些要点:1. 控制焊接参数焊接参数包括电流、电压、速度等。
压力容器及压力管道知识培训材料之三焊接基本知识1 电焊条1。
1 焊条的组成及作用涂有药皮的供手工电弧焊用的熔化电极叫电焊条,简称焊条。
它由焊芯和药皮两部分组成。
通常焊条引弧端有倒角,药皮被除去一部分,露出焊芯端头。
有的焊条引弧端涂有黑色引弧剂,引弧更容易。
不锈钢焊条夹持端端面涂有不同颜色,以便识别焊条型号。
在靠近夹持端的药皮上印有焊条牌号.1.1.1焊芯焊条中被药皮包敷的金属丝叫焊芯。
1。
1。
1。
1焊芯的作用①作电极产生电弧.②焊芯熔化后成为填充金属,与熔化了的母材混合形成焊缝。
1。
1.1.2。
焊芯的分类及牌号根据GB1300—7《焊接用钢丝》标准规定,专门用于制造焊芯和焊丝的钢材,可分为碳素结构钢、合金结构钢、不锈钢三类.焊条钢牌号一律用汉语拼音字母H做字首,其后紧跟钢号,表示方法与优质碳素结构钢、合金钢相同.若钢号末尾注有高字(或用字母A表示),为高级优质焊条钢,含硫、磷量较低.若末尾注有“特”字(或用字母E表示),为特级焊条钢,含硫、磷均小于0.03%。
H1Cr19NiTi——铬镍钛不锈钢焊条钢。
常用焊芯的牌号、代号及其化学成分见GB1300—7《焊接用钢丝》附录1-1.1。
1。
2药皮涂敷在焊芯表面的有效成分叫药皮。
它由几种或几十种成分组成。
药皮的作用如下:○,1稳弧作用焊条药皮中含有稳弧物质,可保证电弧容易引燃和燃烧稳定。
错误!保护作用药皮熔化时产生气体和熔渣,可隔离空气,保护熔融金额。
熔渣冷却后,在焊缝表面形成渣壳,可防止焊缝表面金属不被氧化并减慢焊缝的冷却速度,有利于熔池中气体逸出,减少产生气孔的可能性,并改善焊缝成形。
○,3冶金作用药皮中加有脱氧剂和合金剂,通过熔渣与熔化金属的化学反应,可减少氧、硫、磷等有害杂质,使焊缝金属获得符合要求的力学性能.○,4渗合金药皮中加有铁合金,这些合金元素熔化后过渡到熔池中,可提高焊缝金属中合金元素的含量,从而改善焊缝金属的性能,通过渗合金甚至可获得性能与母材完全不同的焊缝金属,如在碳钢上堆焊不锈钢、高速钢等.错误!改善焊接工艺性能通过调整药皮成分,可改变药皮的熔点和凝固温度,使焊条末端形成套筒,产生定向气流,有利于熔滴向熔池过渡,可适应全位置焊接需要。