TYPE3安装方法
- 格式:doc
- 大小:170.00 KB
- 文档页数:7
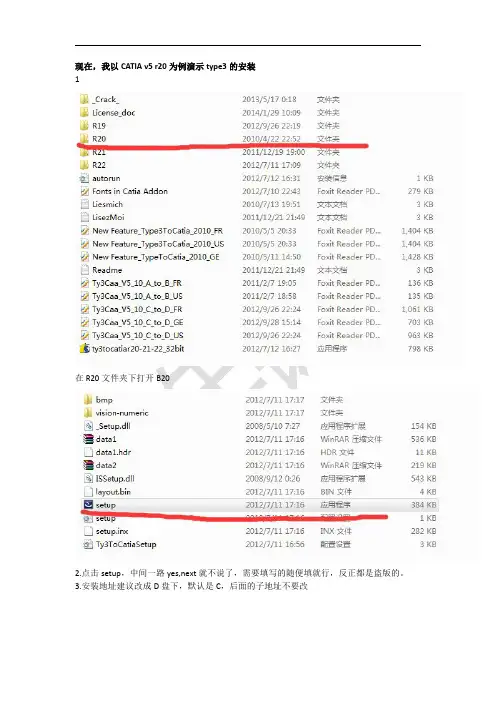
现在,我以CATIA v5r20为例演示type3的安装1在R20文件夹下打开B202.点击setup,中间一路yes,next就不说了,需要填写的随便填就行,反正都是盗版的。
3.安装地址建议改成D盘下,默认是C,后面的子地址不要改下一步,中间可能会问你是否配置c++,点next就行,剩下的就是等着它安装完了装完后桌面上会多出一个图标,这个不能删除,原来的可以删除了。
下面的工作就是破解了:1.首先在“_Crack_”文件夹下找到“type3_license.dat”文件,将它复制到“D:\ProgramFiles\Vision Numeric\Ty3ToCatia”文件夹下2.将“_Crack_”文件夹下对应版本的“"TGMOpen.dll"”文件复制替换到“D:\ProgramFiles\Vision Numeric\Ty3ToCatia\B20\intel_a\code”文件。
3.那么下面问题来了,打开后,会弹出这个对话框不用管他,直接取消取消后新建一个part零件,新建part零件的时候还会弹出上面的对话框,继续取消(Cancel)可能它不让你取消,多取消几次就好了,看谁更执着。
4.在零件界面下右面的工具栏里找到这个工具条点上面的钥匙,这是又弹出刚才那个讨厌的对话框来了,此时它已经变得不那么讨厌了,如下图,选第二个选项,下一步,Browse.5.后面就和谐了,弹出了所期望的去刚才破解第一步的“D:\Program Files\Vision Numeric\Ty3ToCatia”文件夹下找到“type3_license.dat”文件,打开。
Next,Finesh。
6.此时,type3工具条由灰色变亮,说明破解成功,破解前破解后好了,打完收功。
MaxsineEP100系列交流伺服驱动器简明手册第1章产品检查与安装1.3 伺服电机安装1.3.1 安装环境条件●工作环境温度:0~40℃;工作环境湿度:80%以下(无结露)。
●贮存环境温度:-40~50℃;贮存环境湿度:80%以下(无结露)。
●振动:0.5G以下。
●通风良好、少湿气及灰尘之场所。
●无腐蚀性、引火性气体、油气、切削液、切削粉、铁粉等环境。
●无水汽及阳光直射的场所。
1.3.2 安装方法●水平安装:为避免水、油等液体自电机出线端流入电机内部,请将电缆出口置于下方。
●垂直安装:若电机轴朝上安装且附有减速机时,须注意并防止减速机内的油渍经由电机轴渗入电机内部。
●电机轴的伸出量需充分,若伸出量不足时将容易使电机运动时产生振动。
●安装及拆卸电机时,请勿用榔头敲击电机,否则容易造成电机轴及编码器损坏。
1.4 电机旋转方向定义本手册描述的电机旋转方向定义:面对电机轴伸,转动轴逆时针旋转(CCW)为正转,转动轴顺时针旋转(CW)为反转。
图1.2 电机旋转方向定义第2章接线2.1 配线规格●线径:R、S、T、PE、U、V、W端子线径≥1.5mm2(AWG14-16),r、t端子线径≥0.75mm2(AWG18);●端子采用预绝缘冷压端子,务必连接牢固;●建议采用三相隔离变压器供电;2.2 配线方法●输入输出信号线和编码器信号线,请使用推荐的电缆或相似的屏蔽线,配线长度为:输入输出信号线3m以下,编码器信号线20m以下。
接线时按最短距离连接,越短越好,主电路接线与信号线要分离。
●接地线要粗壮,作成一点接地,伺服电机的接地端子与伺服驱动器的接地端子PE务必相连。
●为防止干扰引起误动作,建议安装噪声滤波器,并注意:1) 噪声滤波器、伺服驱动器和上位控制器尽量近距离安装。
2) 继电器、电磁接触器、制动器等线圈中务必安装浪涌抑制器。
3) 主电路和信号线不要在同一管道中通过及不要扎在一起。
●在附近用强烈干扰源时(如电焊机、电火花机床等),输入电源上使用隔离变压器可以防止干扰引起误动作。
(type3使用教程)如何安装type32013-05-23 作者:佚名来源:本站整理浏览:3245 评论:0Type3能精确计算三维刀具路径,优化机器加工轨迹,并最终产生数控加工机器轨迹,并最终产生数控加工机器代码。
可以自由地选择锥型、球型、圆柱型等各种刀具和钻头,进行雕刻加工。
type3下载点此进入一.装type31.放入光盘于光驱中2.打开“我的电脑”,选择光盘并双击3.双击“TYPE3V4200”4.双击“SETUP”5.双击“NEXT”6.双击“YES”7.双击“NEXT”8.双击“NEXT”9.双击“NEXT”10.双击“NEXT”11.双击“NEXT”12.双击“NEXT”,此时电脑会自动安装,可以休息一会儿13.单击“FINISH”,电脑重新启动二.解压1.打开“我的电脑”,选择光盘并双击2.双击“TYPE3V4200”3.双击“crack1”4.单击“APPLY”5.单击“确定”6.双击“crack2”7.单击“APPLY”8.单击“确定”,此时解压已经完成三.改“后处理器”1.回到桌面,双击type3图标2.点“加入机器”前面的加号“+”3.点“CNC机器”前面的加号“+”4.选择“Fanuc 16M/Fanuc 0M”,使其成为绿色底5.单击右下角的“加入”6.单击任一“确认”7.单击右边的“后处理器……”8.把滚动条往下拉,将Nmax=999999中的6个“9”改为10个“9”9.把滚动条往下拉,将HeadpcrSz0=p中的“p”改为大写“/ROC/0”HeadpcrSz1=G91。
G28HeadpcrSz2=t 等于号“=”HeadpcrSz3=M6 后面删除.10. 将EndpcrSz0=M17中的“17”改为“05”11.单击右上角的“确认”12.将最小X:-200.000mm 最大:200.000mm改为:-2000.00mm 改为:2000.00mm最小Y:-200.000mm 最大Y:200.000mm改为:-2000.00mm 改为:2000.00mm最小:-100.000mm 最大:100.000mm改为:-50.00mm 改为:50.00mm 13.单击“确认”14.单击“退出” (此时会自动弹出type3界面)四.更改可雕刻页及选项以“RS-1208”为例(根据自己的机型设置,深度都一样)按F10,需改以下参数a.通用取消步数:10改为30自动保存:20改为3单击“声音”:将勾号去掉b.显示单击“显示浮雕”:将勾号去掉c.可雕刻页宽度改为“1200mm” (L)左留边:0mm(R)右留边:0mm高度改为“800mm” (B)底留边:0mm(T)顶留边:0mm深度改为“150mm” 顶边:0mm底边:0mmd.计算参数:单击“人工”,使其选中,0p1改为“2”。
如何安装type3一、安装type31、将光盘放入光驱中2、打开“我的电脑”,选择光盘并双击3、双击“TYPE3V4200”4、双击“SETUP”5、单击“NEXT”6、单击“YES”7、单击“NEXT”8、单击“NEXT”9、单击“NEXT”10、单击“NEXT”11、单击“NEXT“12、单击“NEXT”,此时电脑会自动安装,可以休息一会儿13、单击“FINISH”,电脑重新启动二、解压1、打开“我的电脑”,选择光盘并双击2、双击“TYPE3V4200”3、双击“crackl”4、单击“APPLY”5、单击“确定”,6、双击“crack2”7、单击“APPLY”8、单击“确定”,此时解压已经完成三、改“后处理器”1、回到桌面,双击type3图标2、点“加入机器”前面的加号“+”3、点“CNC”机器“前面的加号“+”4、单击“Fanuc 16M/Fanuc OM“,使其选中5、单击右下角的“加入“6、单击“确认“7、单击右边的“后处理器……”8、把滚动条往下拉,将Nmax=999999中的6个“9”改为12个“9”9、把滚动条往下拉,将HeadpcrSz1=G91.G28.Y0.Z0HeadPcrSz2=t 等于号”=”HeadPcrSz3=M6 后面删除10、将EndpcrSzo=M17中的”17”改为”05”11、EndTotSz2=p0改%号12、单击右上角的”确认”13、将最小X:-200.000mm 最大:200.000mm改为:-10000.00mm 改为:10000.00mm14、最小Y:-200.000mm 最大:200.000mm改为:-10000.00mm 改为:10000.00mm15、最小Z:-200.000mm 最大:200.000mm改为:-10000.00mm 改为:10000.00mm16、单击“确认”17、单击“退出”(此时会自动弹出type3界面)四、更改可按F10(选项)以“RS-6590”为例(根据自己的机型设置,深度都一样)1、按F10,需改以下参数A、通用取消步数:10改为30自动保存:20改为3单击“声音”:将勾号去掉B、显示单击“显示浮雕”:将勾号去掉C、可雕刻页宽度改为“650mm”(L)左留边:0mm(R)右留边:0mm 高度改为“900mm”(B)底留边:0mm(T)顶留边:0mm 深度改为“150mm”顶边:0mm底边:0mmD 、计算参数:单击“人工”将OP1中的“0”改为“2”,单击“拉角脚”,使其选中。
插件开发目录一、安装typo3 (3)1.安装typo3 (3)2.进入后台 (7)二、创建root站点 (8)1.建立一个root站点 (8)2.建立startpage页面 (12)3.建立storage文件夹 (14)4.为root站点指定数据源 (16)三、添加TS (18)1.添加ts (18)2.清除缓存 (25)四、制作mapping (25)1.复制模板文件 (25)2.安装Mapping插件:templavoila_1.5.5.t3x (26)3.接下来MAPPING页面 (29)4.MAPPING应用到页面 (38)5.预览startpage页面 (39)五、开发插件 (40)1.安装kickstarter_0.5.1.t3x (40)2.插件功能分析 (41)3.创建插件框架 (42)4.编写代码 (54)创建fexform.xml文件 (55)修改ext_tables.php文件 (56)修改pi1文件class.tx_exttest_pi1.php (57)创建template.html文件 (60)六、在startpage页面里面装这个插件 (61)1.添加数据 (61)2.在startpage页面添加ext_test插件 (64)七、扩展阅读: (66)1.Ts讲解 (66)2.flexform讲解 (68)3.pi1文件下class.tx_exttest_pi1.php讲解 (70)一、安装typo31.安装typo3下载地址/download/下载typo3程序。
我用的是4.5.2版本的此文档有个压缩包typo3_src%2Bdummy-4.5.2.zip 他就是typo3_4.5.2版本程序解压它得到重名名为typo3_test(这里的typo3_test名字是我取,的这个名字可以任意取)把typo3_test文件复制到你的服务器WEB根目录上在浏览器上输入http://localhost/typo3_test/出来如下图这是提示在typo3_test文件夹下要新建一个名为ENABLE_INSTALL_TOOL的文件(不需要后缀)可以先建一个txt文件,然后把后缀去掉,如下图得到文件如下图然后重新刷新刚才浏览器的页面,这时就会出现欢迎安装的的界面点击continue得到这里填写你数据库帐号密码填写完点击continue选择Create a new database是创建一个新数据库,并把TYPO3安装在这个数据库中选择Select an EMPTY existing database 是把TYPO3安装在一个己存的数据库点击Continue点击import database(我这么的样式有点问题。
TYPE3软件使用说明目录软件安装与设置 (01)TYPE3 CAD模块 (XX)界面的定制 (XX)工具的使用 (XX)画图工具 (XX)选取工具与放大镜 (XX)对齐工具 (XX)变形工具 (XX)特效工具 (XX)复制工具 (XX)文本工具 (XX)节点工具 (XX)图层 (XX)测量工具 (XX)F2,F3,F10快捷键 (XX)TYPE3 CAM模块 (XX)创建刀具路径 (XX)刀具路径目录 (XX)TYPE3与其它软件的并用 (XX)软件的安装与设置安装将光盘放入光驱,双击X:\type3\type3v4200\setup.exe.依提示安装,重新启动电脑.默认的安装目录是c:\vision.双击桌面上的TYPE3图标,初次运行会出现加入机器的界面,入下图。
点击“+”,指向CNC机器下的AXYZ G-CODE TPWIN,点加入,进入接口设置,点击前一个确认即可。
进入设置机器的窗口,点“确认”。
再点击下一界面的“退出”。
这时我们将伴着节奏音乐进入TYPE3的世界。
设置按键盘上的F10或者点击菜单栏的“编辑”里“选项”,点击“可雕刻页”标签,依下图设置。
点“确定”退出。
点击菜单栏里“更改”下的“可雕刻页”,如下图设置。
点“确定”退出。
用画图工具里的矩形在页面上画适当大小的矩形,进入CAM模块。
用扫描计算刀具路径,在刀具库中选择一把锥刀,在扫描的经过参数里将覆盖率改为40%,点“确认”。
这时在刀具路径根目录下的层次1里出现“扫描”,右键单击,如下图。
点击“机器工作”,出现“机床工作”界面。
如下图。
选择第二个。
选择第一个点份额,将初始位置与结束位置中的Z改为5mm。
点“确认”退出。
点击“文件”,再点“更改”,如下图。
将c:\vision\draws\ 改成e:\daolu,点“确认”注意:一般我们将TYPE3产生的刀具路径文件集中放在一个文件夹里,所以先在其它驱动器里创建一个文件夹,比方说e:\daolu。
TYPE3安装方法TYPE3是一种用于CAD/CAM软件的插件,可以帮助用户在设计和加工过程中实现更高的精度和效率。
安装TYPE3插件可能对一些用户来说是一项挑战,但只要按照正确的步骤进行操作,就可以顺利完成安装。
本文将介绍TYPE3插件的安装方法,帮助用户顺利使用这一强大的工具。
1. 下载安装程序。
首先,用户需要从官方网站或授权的渠道下载TYPE3的安装程序。
确保下载的安装程序是最新版本,以便获得最新的功能和修复bug。
一旦下载完成,用户可以双击安装程序来开始安装过程。
2. 安装向导。
安装程序会启动一个安装向导,用户需要按照向导的指示逐步进行操作。
首先,用户需要选择安装语言,然后点击“下一步”继续。
接下来,用户需要阅读并接受许可协议,然后点击“下一步”。
3. 选择安装位置。
在安装向导的下一步中,用户需要选择TYPE3插件的安装位置。
通常情况下,安装程序会默认选择一个合适的位置,用户可以选择接受默认设置,也可以点击“浏览”来选择其他位置。
一旦选择好安装位置,用户可以点击“下一步”继续。
4. 完成安装。
安装向导会显示一个安装概要,用户需要确认所选择的安装选项是否正确,然后点击“安装”按钮开始安装过程。
安装程序会自动将文件复制到所选择的安装位置,并创建必要的快捷方式和注册表项。
一旦安装完成,用户可以点击“完成”按钮退出安装向导。
5. 激活插件。
安装完成后,用户需要激活TYPE3插件才能开始使用。
通常情况下,用户会收到一封包含激活码的电子邮件,用户需要将激活码输入到插件中进行激活。
如果用户没有收到激活码,可以联系官方客服进行获取。
6. 配置CAD/CAM软件。
安装完成并激活插件后,用户需要将TYPE3插件与所使用的CAD/CAM软件进行配置。
这通常需要在软件的插件管理界面中添加TYPE3插件,并设置相关参数。
具体的配置步骤可能会因软件版本而异,用户可以参考官方文档或向厂商咨询。
7. 测试和调试。
最后,用户需要对安装的TYPE3插件进行测试和调试,确保插件可以正常工作。

版权归意达科技李东强所有,违者必究!1、打开安装光盘→→进入“Type3V4200”文件→→“SETUP.EXE”后双击。
2、进入如下安装状态。
版权归意达科技李东强所有,违者必究!3、单击.“Next”→如下。
版权归意达科技李东强所有,违者必究!5、单击“Browse”选择安装路径后单击“Next”如下。
版权归意达科技李东强所有,违者必究!7、继续单击“Next”如下。
版权归意达科技李东强所有,违者必究!9、去掉第二个和第四个的选择,然后单击“Next”如下。
版权归意达科技李东强所有,违者必究!注:如出现下列情况,请直接关闭此对话框。
出现以下情况,请您单击“是”。
版权归意达科技李东强所有,违者必究!10、开始复制安装应用软件,继续单击“Next”如下。
11、单击以上界面中的“NO,”然后单击“Finish”。
安装完成以上步骤后,请把安装盘中“EXE”文件夹复制后覆盖(以上第四步所安装的路径处)“EXE”文件夹。
如下:版权归意达科技李东强所有,违者必究!12、覆盖完后,从开始菜单打开“Type3(4.2.0.0)”如下:版权归意达科技李东强所有,违者必究!13、添加CNC机器如下:版权归意达科技李东强所有,违者必究!14、选择“Fanuc 16M/Fanuc OM”点击加入如下:15、点击上步中“确定”如下:版权归意达科技李东强所有,违者必究!16、设置所有参数以上图为准。
后点击“后处理器”如下:17、所有参数以上图为准。
然后进入以下界面后按“F10”:版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!18、设置参数如下图:(注:根据购买机子型号的不同来设置参数,以上参数只针对1212型雕刻机。
)版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!版权归意达科技李东强所有,违者必究!19、设置完以上参数后,继续打开“Type3”如下:版权归意达科技李东强所有,违者必究!20、从更改项打开可雕刻页如下:(注:以上参数只针对1212型雕刻机)《安装完成》版权归意达科技李东强所有,违者必究!谢谢使用啄木鸟雕刻机!。
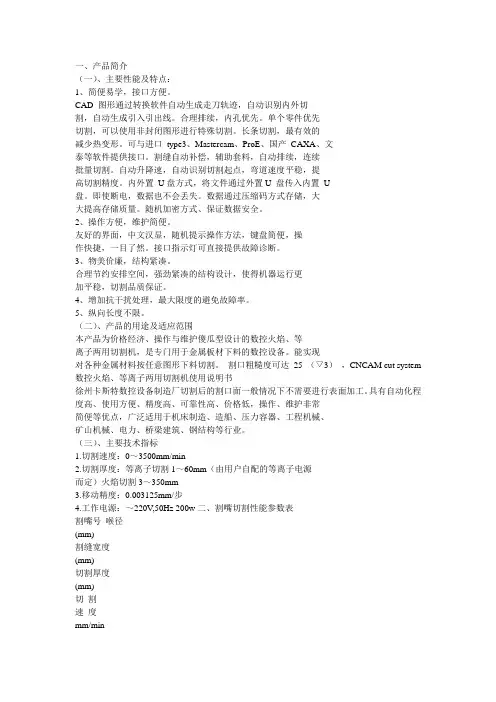
一、产品简介(一)、主要性能及特点:1、简便易学,接口方便。
CAD 图形通过转换软件自动生成走刀轨迹,自动识别内外切割,自动生成引入引出线。
合理排续,内孔优先。
单个零件优先切割,可以使用非封闭图形进行特殊切割。
长条切割,最有效的减少热变形。
可与进口type3、Mastercam、ProE、国产CAXA、文泰等软件提供接口。
割缝自动补偿,辅助套料,自动排续,连续批量切割。
自动升降速,自动识别切割起点,弯道速度平稳,提高切割精度。
内外置U盘方式,将文件通过外置U 盘传入内置U盘。
即使断电,数据也不会丢失。
数据通过压缩码方式存储,大大提高存储质量。
随机加密方式、保证数据安全。
2、操作方便,维护简便。
友好的界面,中文汉显,随机提示操作方法,键盘简便,操作快捷,一目了然。
接口指示灯可直接提供故障诊断。
3、物美价廉,结构紧凑。
合理节约安排空间,强劲紧凑的结构设计,使得机器运行更加平稳,切割品质保证。
4、增加抗干扰处理,最大限度的避免故障率。
5、纵向长度不限。
(二)、产品的用途及适应范围本产品为价格经济、操作与维护傻瓜型设计的数控火焰、等离子两用切割机,是专门用于金属板材下料的数控设备。
能实现对各种金属材料按任意图形下料切割。
割口粗糙度可达25 (▽3),CNCAM cut system 数控火焰、等离子两用切割机使用说明书徐州卡斯特数控设备制造厂切割后的割口面一般情况下不需要进行表面加工。
具有自动化程度高、使用方便、精度高、可靠性高、价格低,操作、维护非常简便等优点,广泛适用于机床制造、造船、压力容器、工程机械、矿山机械、电力、桥梁建筑、钢结构等行业。
(三)、主要技术指标1.切割速度:0~3500mm/min2.切割厚度:等离子切割1~60mm(由用户自配的等离子电源而定)火焰切割3~350mm3.移动精度:0.003125mm/步4.工作电源:~220V,50Hz 200w二、割嘴切割性能参数表割嘴号喉径(mm)割缝宽度(mm)切割厚度(mm)切割速度mm/min丙烷压力Mpa切割氧压力Mpa切割氧耗量(m3/n)0 0.6 ~1.1 5~10 700~500 0.03 0.7~0.8 1.251 0.8 ~1.3 10~20 600~400 0.03 0.7~0.8 2.462 1.0 ~1.5 20~35 500~350 0.03 0.7~0.8 3.553 1.2 ~1.7 35~50 400~300 0.03 0.7~0.8 5.474 1.4 ~1.9 50~70 350~250 0.04 0.7~0.8 7.455 1.6 ~2.1 70~100 300~220 0.04 0.7~0.8 10.136 1.8 ~2.3 100~130 260~200 0.04 0.7~0.8 11.567 2.1 ~2.6 130~170 210~170 0.05 0.8~0.9 15.708 2.4 ~2.9 170~220 180~140 0.05 0.8~0.9 19.209 2.7 ~3.2 220~260 150~110 0.05 0.9~1.0 24.7310 3.1 ~3.6 260~320 110~80 0.07 1.0~1.1 35.5011 3.4 ~3.9 320~380 90~60 0.08 1.1~1.2 46.4012 3.8 ~4.3 380~450 70~50 0.08 1.2~1.3 62.70三、TYPE3 的使用从其它作图软件作的图调入TYPE3 里方法:在AUTOCAD、CAXA 电子图版、Solidwork等软件里做好的图可以另存为DXF 的格式调入TYPE3里。
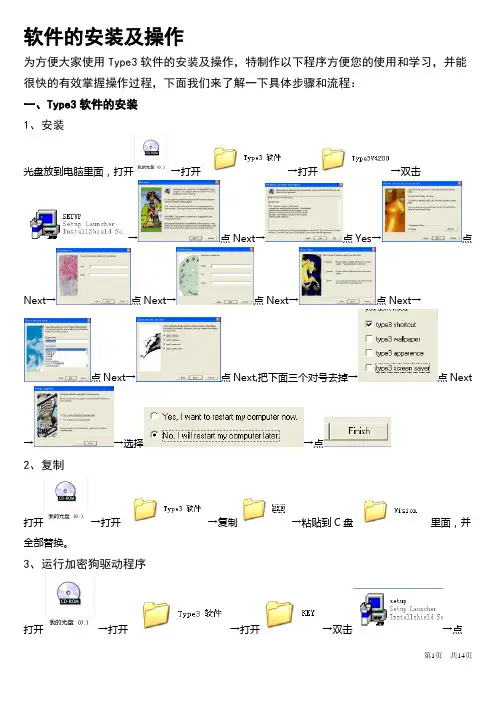
软件的安装及操作为方便大家使用Type3软件的安装及操作,特制作以下程序方便您的使用和学习,并能很快的有效掌握操作过程,下面我们来了解一下具体步骤和流程:一、Type3软件的安装1、安装光盘放到电脑里面,打开→打开→打开→双击→点Next→点Yes→点Next→点Next→点Next→点Next→点Next→点Next,把下面三个对号去掉→点Next→→选择→点2、复制打开→打开→复制→粘贴到C盘里面,并全部替换。
3、运行加密狗驱动程序打开→打开→打开→双击→点Next→点Next→点Next→点Install→点(注:KEY运行两遍)4、type3设置打开桌面上会出现“设置机器”→点开“加入机器”→点开“雕刻机”→选中“HPGL3D_001”→点“加入”→点“确定”→输入此数值根据机器外形尺寸大小确定,最大为正数,最小为负数。
(例如机器外形尺寸为3000X10000,那么最小X:-3000 最大:3000最小Y:-10000 最大Y:10000)→点“确认”→点“退出”→→点“编辑”→点“选项”→→→点“显示”→把每步移动:改为“1”→点“确定”→把左边的工具栏全点开,拖到上面→上面显示为→把鼠标移到上面,点→按F2→随便设置个长宽,如长100,宽100→点→再按空格键→右击我们画的图形,直到我们能看清楚为止→拖动图形上的线,不松手并按F2→选上面的→把X,Y,Z全改为0→点→点→点前面的加号→点前面的加号→双击“绘图”→点“确定”→把文件保存在你所使用的文件夹内→点→→右击空白处→点“增加刀具”(割缝的设置:根据切割钢材的厚度,使用割嘴的大小,速度的快慢及压力大小等情况来确定割缝大小,一般3-20mm板厚的割缝在2mm左右,其他情况根据试割的缝隙大小来确定割缝大小,这样才能精确的控制尺寸)→按此填写选择此刀具设置割缝的大小→点“确定”→→点“确定”→再点“确定”→→→右击→点“机器工作”→→把“测试”改为“文件”→点→→点“继续”→点“继续”→点“取消”→Type3设置好了,可以把软件关掉了二、Type3软件操作首先我们来介绍一下软件的使用说明,因为大家对CAD画图比较熟悉,所以先从导入图形入手进行讲解。
[小学]Type3软件操作方法Type3软件操作方法1. 双击打开type3(或者右击——打开),如下图。
2. 单击文件——输入,如下图。
3. 然后选择已经做好的文件路径,文件名,文件格式等(注:本type3 只支持文件类型下的所有格式,最多的是EPS,DXF,PLT等)如下图。
4. 单击打开。
这个时候文件已经在type3里面了。
5. 然后选择工具箱中的选取工具。
如下图。
6. 然后把途中的文件移动到页面的左下角,(移动的方法有两个?移动的同时按F2,在跳出来的窗口如图一中单击相对原点移动,然后把方向改为左下角,然后把X,Y,Z坐标改为0,如图二图一图二在软件的最下面有一个锁,并且把它锁上如下图,然后用选取工具拖动就可以了,如下图。
)7. 然后单击CAM模块进去编导程序,如下图。
8. 单击创建刀具路径进去编刀路径列表中如下图。
9. 在弹出来的窗口中双击二维切割,如下图。
10. 接着会跳出来一个提示框,单击确定如下图。
11. 单击好确定以后会跳出来一个保存文件对话框,直接单击保存就可以,这个是做个备份使用的,如下图。
12. 在跳出来的窗口中选择刀具参数和切割深度如下图。
13. 单击右侧的刀具参数进入刀具编辑,如下图。
14. 输入刀的刀的名称,直径,及长度如图一和图二。
图一刀的名称及直径图二,刀的长度15. 然后再设置刀切割深度,如下图。
16. 单击刀具路径一览表,如下图。
17. 在弹出来的窗口中右击层次一下面的二维切割找机器工作如下图。
18. 单击文件后面的更改如下图。
19. 输入文件名,然后单击确认,如下图。
20. 然后再单击执行,如下图。
21. 在弹出来的提示框中单击继续,如下图。
1.安装Type3
双击“STEUP”图标,进行一步步的安装。
(点击“下一步”等)
最后一步:点击“No,I will restart computer later”安装结束!
2.对Type3进行解密:
运行光盘上:type3\crack\crac1.exe文件进行升级
运行光盘上:type3\crack\crac2.exe文件进行升级
拷贝光盘上文件:type3\crack\config.dtk到安装目录vision\datakit中
拷贝光盘上文件:type3\crack\SD3025S.mac到安装目录vision\postpro中
3.Type3后处理器的设置:
双击桌面上的Type3图表,自动弹出“设置机器”的窗口:(如果没弹出直接进入Ttpe3,就点击“操作机器”下的“加入机器”)
然后我们点击“加入机器”
点击“所有类型机器”
将滚动条拉到最后:选中“同心SD3025S/D”
点击“加入”,选择“无”点击“确认”
修改机器的“总尺寸”(以SD-3025为例),其它保持不变
修改后为:然后点击“确认”,“退出”
修改可雕刻页:选择菜单栏的“更改”,“可雕刻页”
弹出“可雕刻页”菜单,进行修改(以SD-3025为例)
修改后为:点击“确认”
选择菜单栏的“编辑”“选项”
弹出窗口“选项”:
修改(以SD-3025为例)后为:点击“确认”
随意画个图形:
进入“CAM”模块,将图形进行“绘图”,计算刀具路径
将路径“机器工作”后,“Z细分”选择“无”
将“份额”中的“Z”进行修改:
修改后为:点击“确认”
将锁打开后,点击“文件”然后“执行”,检查生成的文件代码,正确即可!。
TYPE3软件使用说明目录软件安装与设置 (01)TYPE3 CAD模块 (XX)界面的定制 (XX)工具的使用 (XX)画图工具 (XX)选取工具与放大镜 (XX)对齐工具 (XX)变形工具 (XX)特效工具 (XX)复制工具 (XX)文本工具 (XX)节点工具 (XX)图层 (XX)测量工具 (XX)F2,F3,F10快捷键 (XX)TYPE3 CAM模块 (XX)创建刀具路径 (XX)刀具路径目录 (XX)TYPE3与其它软件的并用 (XX)软件的安装与设置安装将光盘放入光驱,双击X:\type3\type3v4200\setup.exe.依提示安装,重新启动电脑.默认的安装目录是c:\vision.双击桌面上的TYPE3图标,初次运行会出现加入机器的界面,入下图。
点击“+”,指向CNC机器下的AXYZ G-CODE TPWIN,点加入,进入接口设置,点击前一个确认即可。
进入设置机器的窗口,点“确认”。
再点击下一界面的“退出”。
这时我们将伴着节奏音乐进入TYPE3的世界。
设置按键盘上的F10或者点击菜单栏的“编辑”里“选项”,点击“可雕刻页”标签,依下图设置。
点“确定”退出。
点击菜单栏里“更改”下的“可雕刻页”,如下图设置。
点“确定”退出。
用画图工具里的矩形在页面上画适当大小的矩形,进入CAM模块。
用扫描计算刀具路径,在刀具库中选择一把锥刀,在扫描的经过参数里将覆盖率改为40%,点“确认”。
这时在刀具路径根目录下的层次1里出现“扫描”,右键单击,如下图。
点击“机器工作”,出现“机床工作”界面。
如下图。
选择第二个。
选择第一个点份额,将初始位置与结束位置中的Z改为5mm。
点“确认”退出。
点击“文件”,再点“更改”,如下图。
将c:\vision\draws\ 改成e:\daolu,点“确认”注意:一般我们将TYPE3产生的刀具路径文件集中放在一个文件夹里,所以先在其它驱动器里创建一个文件夹,比方说e:\daolu。
TYPE3安装方法:
每一步:
首先,我们打开光盘里的软件,找到
KEY文件夹,运行里面的setup然后一直点下一步(Next),直到完成(finish)。
第二步:
打开这个文件夹,运行里面的
setup,然后点下一步(Next),一直往下点(到第三步可以根据自已的需求改更安装目录),直到完成,最后一步选NO,电脑不用重启。
第三步:
打开光盘,找到里面的EXE文件夹(这个是解密过的文件),点复制,然后找到我们在电脑里安装的目录,右击粘贴,把这个解密过的EXE文件取代安装过没解密的就可以了。
第四步:机器设置:
打开桌面上的,会出现设置机器对话框,如图
点开前面的加号(+),打开第二个CNC机器,找到
BAUBLYS G CODE
这个机型,点加入,出现点确认,出现
如图设置,点确认。
然后回到设置机器对话框,点退出,即可进入TYPE3。
第五步:TYPE3参数设置:
进入TYPE3以后,按F10,出现选项对话框
在通用选项栏,取消声音。
然后点可雕刻页,如图设置:
,然后点
计算参数,如图设置
,路径走向一定要选人工,这样可以根据咱们自已的需求选择切割顺序。
然后点确定。
然后按下更改,点可雕刻页,出现可雕刻页对
话框
如图设置,宽度:1500,高度2500,点确认。
(注:以上设置的宽度和高度都是根据咱们机器实际切割幅面而定的,因为咱们的机器实际切割幅面就是1500*2500)
接下来,咱们就可以在TYPE3里做图了,路径做好后点机器工作,第一次机器工作时会出现如图所示
选中后面的文件,如图
点执行,点继续2次即可。
TYPE3安装方法:
每一步:
首先,我们打开光盘里的软件,找到
KEY文件夹,运行里面的setup然后一直点下一步(Next),直到完成(finish)。
第二步:
打开这个文件夹,运行里面的
setup,然后点下一步(Next),一直往下点(到第三步可以根据自已的需求改更安装目录),直到完成,最后一步选NO,电脑不用重启。
第三步:
打开光盘,找到里面的EXE文件夹(这个是解密过的文件),点复制,然后找到我们在电脑里安装的目录,右击粘贴,把这个解密过的EXE文件取代安装过没解密的就可以了。
第四步:机器设置:
打开桌面上的,会出现设置机器对话框,如图
点开前面的加号(+),打开第二个CNC机器,找到
BAUBLYS G CODE
这个机型,点加入,出现点确认,出现
如图设置,点确认。
然后回到设置机器对话框,点退出,即可进入TYPE3。
第五步:TYPE3参数设置:
进入TYPE3以后,按F10,出现选项对话框
在通用选项栏,取消声音。
然后点可雕刻页,如图设置:
,然后点
计算参数,如图设置
,路径走向一定要选人工,这样可以根据咱们自已的需求选择切割顺序。
然后点确定。
然后按下更改,点可雕刻页,出现可雕刻页对
话框
如图设置,宽度:1500,高度2500,点确认。
(注:以上设置的宽度和高度都是根据咱们机器实际切割幅面而定的,因为咱们的机器实际切割幅面就是1500*2500)
接下来,咱们就可以在TYPE3里做图了,路径做好后点机器工作,第一次机器工作时会出现如图所示
选中后面的文件,如图
点执行,点继续2次即可。