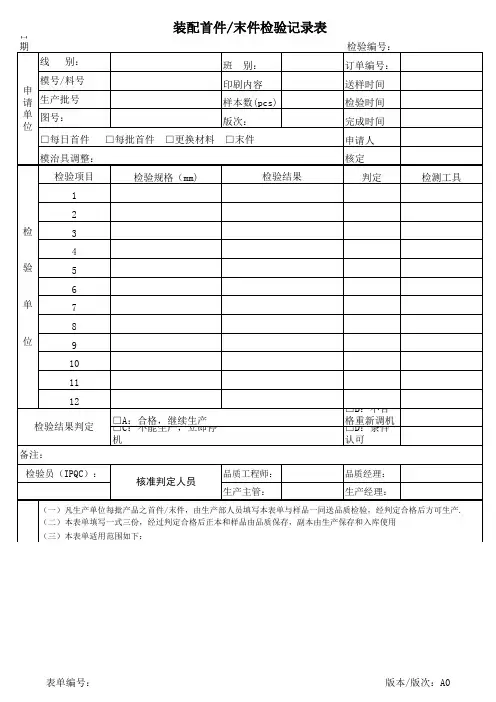
装配产品记录表
- 格式:xlsx
- 大小:89.55 KB
- 文档页数:17
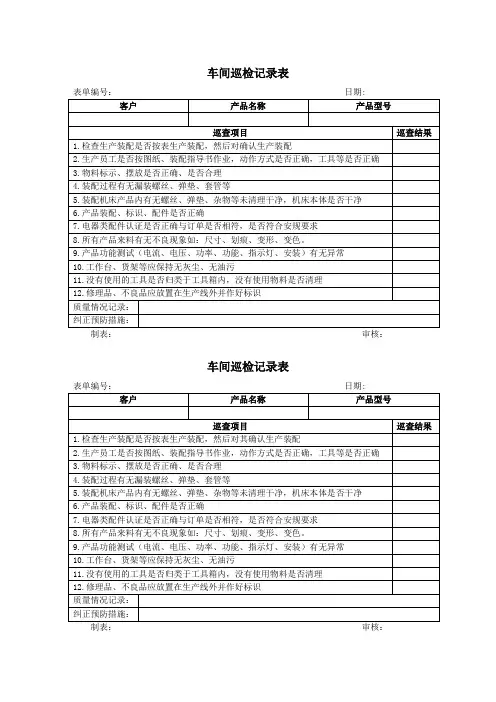
设备安装施工记录表格.(DOC)___环境污染综合防治工程EPC项目的设备安装施工记录表格如下:序号文件名称编号在卷页数备注1 封面首页 JX001-2007 1 设备安装施工技术文件2 基础检查记录 JX002-2007 13 设备开箱记录 JX003-2007 14 设备安装垫铁检查记录 JX003-2007 15 设备安装找正记录 JX004-2007 16 联轴器对中检测记录 JX005-2007 17 设备拆检及组装间隙测量记录 JX006-2007 1项目名称:___环境污染综合防治工程EPC项目建设单位:施工单位:年月日:基础检查记录位号施工图号序号项目纵向横向垂直度不同平面的标高平面外形尺寸凸台上平面外形尺寸凹穴尺寸平面水平度每米全长每米全长1 2 3 4 5 6 7 8 预埋地脚螺栓标高中心距预埋地脚螺栓孔中心位置偏移深度孔壁铅垂每米预留活动地脚螺栓锚板标高中心线位置偏移水平度每米水平度每米套管预埋垂直度<10 +0、-20 ±20 +0、-20 +20、-0 5 10 5 <10 +20、-0 ±2 ±10 +20、-0 <10 +20 ±5 5 <10设备名称:包括地坪上需安装设备的部分执行工艺标准:允许偏差(mm)实际偏差(mm)分部分项备注顶端在根部和顶部测量带槽的锚板带螺栓孔的锚板基础坐标位置±20监理单位代表安装施工单位代表设备安装施工技术文件中的设备安装垫铁检查记录如下:项目分部分项执行工艺标准地脚螺栓规格型号螺帽接触位号设备名称垫铁接触垫铁编号垫铁规格垫铁H×N 均匀程度有无间隙灌浆前检查。
1、垫铁布置□ 接触面□ 焊接□ 2、地脚螺栓□ 3、螺栓及基础表面清洁□ 4、垫铁规格平垫铁斜垫铁附图及说明:施工班组建设单位代表监理单位代表质量检查员设备安装施工技术文件中的设备安装找正记录如下:位号检测项目标高中心线纵向横向水平测量mm/m 纵向允许值实测值。
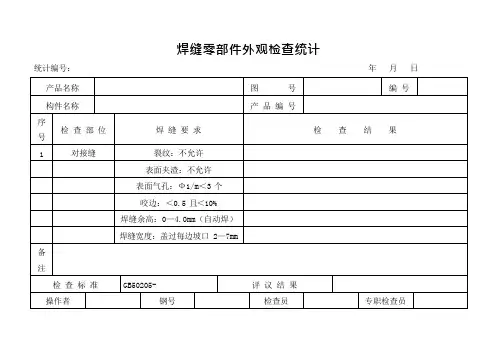
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
焊缝零部件外观检查统计
统计编号:年月日
金属构造件焊缝外观质量检测评定表
注: 根据 GB50205-验收标,①监理(建设)单位确认。
②Δ为重要检测项目。
金属构造件焊缝外观质量检测表
注:根据 DL/T5018-规范中 4.4.1 表中规定
焊缝外观质量检查统计表
注:根据 DL/T5018-规范中 4.4.1 表中规定。
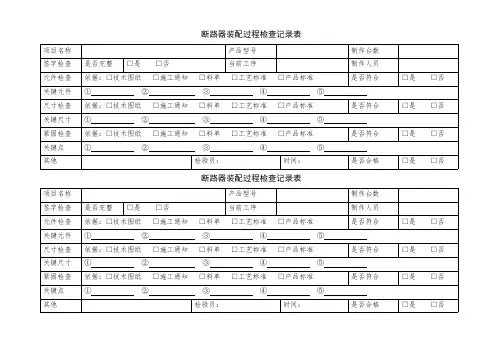
断路器装配过程检查记录表
项目名称产品型号制作台数
签字检查是否完整□是□否当前工序制作人员
元件检查依据:□技术图纸□施工通知□料单□工艺标准□产品标准是否符合□是□否关键元件①②③④⑤
尺寸检查依据:□技术图纸□施工通知□料单□工艺标准□产品标准是否符合□是□否关键尺寸①②③④⑤
紧固检查依据:□技术图纸□施工通知□料单□工艺标准□产品标准是否符合□是□否关键点①②③④⑤
其他检验员:时间:是否合格□是□否
断路器装配过程检查记录表
项目名称产品型号制作台数
签字检查是否完整□是□否当前工序制作人员
元件检查依据:□技术图纸□施工通知□料单□工艺标准□产品标准是否符合□是□否关键元件①②③④⑤
尺寸检查依据:□技术图纸□施工通知□料单□工艺标准□产品标准是否符合□是□否关键尺寸①②③④⑤
紧固检查依据:□技术图纸□施工通知□料单□工艺标准□产品标准是否符合□是□否关键点①②③④⑤
其他检验员:时间:是否合格□是□否。

机械设备安装施工记录JS001-JS023机械设备安装施工记录目录序号文件名称编号在卷页数备注1 封面首页JS001-2000 12 基础检查记录JS002-2000 13 设备安装垫铁检查记录JS003-2000 14 设备安装找正记录JS004-2000 15 设备灌浆前检查记录JS005-2000 16 联轴器对中检测记录JS006-2000 17 设备拆检及组装间隙测量记录JS007-2000 18 电机空气间隙测量记录JS008-2000 19 滚动轴承装配记录JS009-2000 110 滑动轴承装配记录JS010-2000 111 滑动轴承装配记录(续)JS011-2000 112 齿轮安装检查记录JS012-2000 113 卧式静置设备安装检查记录JS013-2000 114 立式静置设备安装记录JS014-2000 115 塔盘安装记录JS015-2000 116 设备试压记录JS016-2000 117 单机试运转记录JS017-2000 118 透平试运行记录JS018-2000 119 设备清扫检查记录JS019-2000 120 设备填充记录JS020-2000 121 桥式起重机安装记录JS021-2000 122 起重机轨道安装记录JS022-2000 123 桥式起重机试运行记录JS023-2000 1QG/DJ1104/02JS001-2000机械设备安装施工交工技术文件项目装置工号建设单位施工单位第卷第1 册年月日QG/DJ1104/02基础检查记录项目分部分项位号设备名称施工图号基础施工单位序号项目允许偏差(mm)实际偏差(mm)备注1 基础坐标位置纵向±20横向2 不同平面的标高+0、-203 平面外形尺寸±20凸台上平面外形尺寸+0、-20凹穴尺寸+20、-04 平面水平度每米5 包括地坪上需安装设备的部分全长105 垂直度每米 5全长<106 预埋地脚螺栓标高+20、-0 顶端7 预埋地脚螺栓孔中心位置偏移±10深度+20、-0孔壁铅垂每米<108 预留活动地脚螺栓锚板标高+20中心线位置偏移±5水平度每米 5 带槽的锚板水平度每米 2 带螺栓孔的锚板套管预埋垂直度<10建设单位代表施工单位基础施工单位代表监理单位代表安装施工单位代表设备安装垫铁检查记录项目分部分项位号设备名称规格型号垫铁编号垫铁规格垫铁H×N①垫铁接触②垫铁加工精度地脚螺栓均匀程度有无间隙规格型号螺帽接触③附图及说明:建设单位代表施工单位技术负责人监理单位代表施工人②垫铁接触,检查时应包含垫铁之间、垫铁和基础、垫铁和设备底面③螺帽接触检查时,应包含螺帽和垫圈、垫圈和设备底座设备安装找正记录项目分部分项位号名称执行标准检测项目允许偏差(mm)实际偏差(mm)标高中心线纵向横向水平测量mm/m 1 2 3 4 5 6 7 8 9 10 纵向允许值实测值横向允许值实测值附图:建设单位代表技术负责人施工单位监理单位代表施工人设备灌浆前检查记录项目分部分项位号名称执行标准隐蔽前检查:1、垫铁布置□接触面□焊接□2、地脚螺栓□3、螺栓及基础表面清洁□4、垫铁规格平垫铁斜垫铁附图:NOhxnLNOhxnL上项工程经检查符合设计(规范)要求,可以隐蔽年月日建设单位代表技术负责人施工单位监理单位代表施工人联轴器对中检测记录项目分部分项位号设备名称规格、型号联轴器类型联轴器直径联轴器转速制造厂家有无对中的规定方法施工方案选定的对中方法联轴器布置简图a1b1对中情况a4a2 b4b2a3b3径向轴向联轴器编号号径向轴向端面间隙百分表固定位置允许偏差a1a2 a3a4允许偏差b1b2 b3b4规定值实侧值备注建设单位代表施工单位技术负责人监理单位代表施工人设备拆检及组装间隙测量记录项目分部分项位号名称执行标准间隙测量部位规定值(mm)折前间隙(mm)组装后音隙(mm)日期注:间隙测量部位及附图(如果有需要)检查员施工人JS008-2000电机空气间隙测量记录项目分部分项位号名称执行标准按定子上标定的一点盘车检查空气间隙部位 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 实测值按转子上标定的一点盘车检查空气间隙部位 1 2 3 4 5 6 7 8实测值检查员施工人QG/DJ1104/02JS009-2000分部分项位号设备名称规格型号装配方法及装配后转动灵活程度及是否松动,检查结果序号装配部位轴承编号允差1# 2# 3# 4#1 轴承规格、型号、级别2 轴承和轴颈(径向)要求值(mm)实际值(mm)3 轴承外圈和轴承座内孔(径向)要求值(mm)实际值(mm)4轴承和轴或轴承座端面膨胀间隙(轴向)要求值(mm)实际值(mm)5 油封径向间隙要求值(mm)实际值(mm)6 加入润滑油种类、油位或油量要求实际附轴承编号、示意图建设单位代表施工单位技术负责人监理单位代表施工人QG/DJ1104/02JS010-2000分部分项位号设备名称规格型号设备图号轴承型号规格轴承内衬材料序号检测项目1#瓦2#瓦3#瓦4#瓦1 轴瓦直径2 轴承接触角(度)要求值实际值3 轴承瓦面接触点(点/25mm2)要求值实际值4 轴径和上瓦顶间隙(mm)要求值实际值5轴瓦两侧,每侧的侧间隙(mm)检测点位置号左 1左2左3右1右2右36 瓦背和瓦窝接触面% 要求值≥70% ≥70% ≥70% ≥70%实际值7 瓦枕和瓦窝接触面%要求值≥75% ≥75% ≥75% ≥75%实际值8 瓦枕和瓦窝予紧力(mm)要求值0.01~0.02 0.01~0.02 0.01~0.02 0.01~0.02实际值QG/DJ1104/02 滑动轴承装配记录(续)项目分项序号检测项目推力瓦1#瓦2#瓦3#瓦4#瓦9 上瓦背和轴承压盖紧力(mm)要求值0.02~0.05 0.02~0.05 0.02~0.05 0.02~0.05实际值10 瓦座油孔和轴承体油孔对口吻合畅通11 轴瓦面和轴颈接触均匀分布状况%12 推力瓦要求值实际值推力轴瓦间隙0.25~0.35推力盘油封音隙上部 1.0~1.5两侧0.70~0.80下部0.30推力瓦面接触面积% ≥70%注:瓦面和轴颈接触面上,每25×25mm2内接触的点数,按厂家规定说明中的要求检查,若厂家说明书或规范中未作具体规定时,以下值可推荐作参考。
设备装配履历表全文共四篇示例,供读者参考第一篇示例:设备装配履历表是指在设备制造过程中记录设备组件的装配情况及相关操作步骤的一种文件。
它记录了设备从零部件到成品的整个装配过程,包括每个零部件的名称、编号、规格、装配位置、装配人员以及装配日期等必要信息。
设备装配履历表是生产过程中重要的质量管理文件,可帮助企业保证产品质量、提高生产效率和确保生产过程的全面可追溯性。
设备装配履历表的作用主要体现在以下几个方面:第一,记录装配过程。
设备装配履历表能够准确记录每个零部件的装配过程,包括每个步骤的操作者、时间以及装配结果。
通过对装配过程的记录,可以及时发现并纠正可能存在的问题,确保设备装配的准确性和可靠性。
第二,追溯产品质量。
在设备装配履历表中详细记录了每个零部件的信息和装配过程,可以帮助企业建立完整的生产档案,便于在产品质量问题出现时进行溯源和追踪。
通过分析装配履历表中的数据,可以找出问题原因并加以解决,提高产品质量和生产效率。
提高生产效率。
设备装配履历表的建立和管理可以通过规范化装配流程、减少人为失误和提高操作效率,进而提高生产线的运行效率。
装配履历表中的信息也可以用于培训新员工,帮助他们快速熟悉并掌握装配流程,减少初期的操作错误。
第四,提升管理水平。
通过设备装配履历表的建立和管理,企业可以实现对生产装配过程的全面监控和管理,有助于制定合理的生产计划和及时调整生产策略。
装配履历表也是一种重要的管理工具,可以帮助企业及时发现和解决生产中存在的问题,提升管理水平和生产效率。
在实际应用中,企业应根据自身的生产特点和需求来建立和管理设备装配履历表,确保其能够发挥最佳的作用。
企业还应不断完善装配工艺和管理制度,提高装配过程的标准化和规范化水平,确保装配过程的质量和效率达到最佳状态。
设备装配履历表对于企业的生产管理和产品质量控制具有重要意义。
企业在生产中应充分重视装配履历表的建立和管理,通过严格按照装配流程进行记录和管理,实现对产品质量和生产过程的全面把控,从而提高生产效率、降低成本并增强市场竞争力。
材料、构配件进场检验记录表
摘要:
一、引言
二、不锈钢焊接件退火温度的概念和作用
三、退火温度对不锈钢焊接件的影响
四、不锈钢焊接件退火处理的具体方法
五、总结
正文:
一、引言
不锈钢焊接件在焊接过程中,由于高温和压力的影响,会产生残余应力和晶间腐蚀倾向。
为了消除这些不良影响,需要对焊接件进行退火处理。
退火温度是退火处理过程中一个非常关键的参数,它直接影响到不锈钢焊接件的性能和质量。
二、不锈钢焊接件退火温度的概念和作用
退火温度是指将不锈钢焊接件加热到一定温度,并保持一段时间,以消除焊接残余应力和晶间腐蚀倾向的热处理过程。
退火温度的选择需要综合考虑不锈钢的材质、焊接方式、焊接材料等因素。
三、退火温度对不锈钢焊接件的影响
退火温度对不锈钢焊接件的影响主要表现在以下几个方面:
1.退火温度过高,会导致不锈钢中的碳化物析出,引起晶间腐蚀,降低焊接件的性能。
2.退火温度过低,无法有效消除焊接残余应力和晶间腐蚀倾向,影响焊接件的使用寿命。
3.退火温度的选择应根据不锈钢的材质和焊接条件来确定,一般应在300-350 度之间,不应超出450 度。
四、不锈钢焊接件退火处理的具体方法
不锈钢焊接件退火处理的具体方法如下:
1.将焊接件加热到预定的退火温度,保温一定的时间。
2.保温结束后,采用水浴或空气冷却的方式,使焊接件快速冷却至室温。
3.退火处理后的焊接件,需要进行严格的质量检测,确保其性能和质量满足要求。
五、总结
不锈钢焊接件退火温度是退火处理过程中非常关键的参数,选择合适的退火温度,可以有效消除焊接残余应力和晶间腐蚀倾向,提高焊接件的性能和质量。