旋转轴参数设置
- 格式:doc
- 大小:19.50 KB
- 文档页数:1
大家知道激光打标机旋转轴怎么配置参数吗?下面小编为大家简单介绍一下,希望对各位有所帮助。
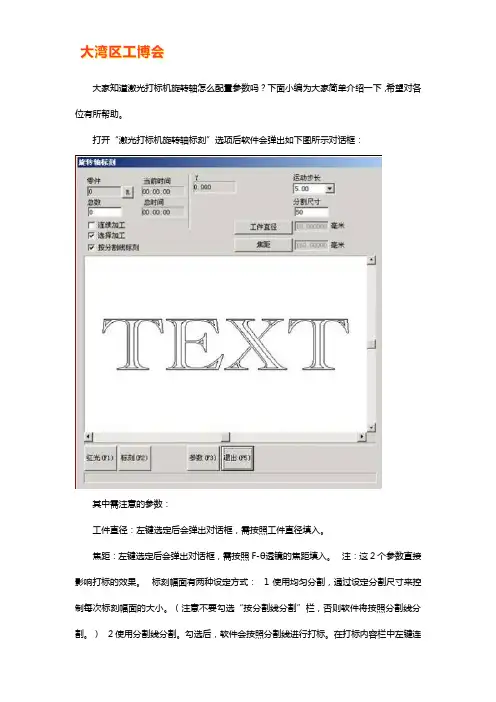
打开“激光打标机旋转轴标刻”选项后软件会弹出如下图所示对话框:其中需注意的参数:工件直径:左键选定后会弹出对话框,需按照工件直径填入。
焦距:左键选定后会弹出对话框,需按照F-θ透镜的焦距填入。
注:这2个参数直接影响打标的效果。
标刻幅面有两种设定方式: 1使用均匀分割,通过设定分割尺寸来控制每次标刻幅面的大小。
(注意不要勾选“按分割线分割”栏,否则软件将按照分割线分割。
) 2使用分割线分割。
勾选后,软件会按照分割线进行打标。
在打标内容栏中左键连击2次会绘制分割线,在分割线附近点击右键会取消该分割线。
分割线与旋转轴方向相同。
“运动步长”相对于平台运动来说指的是当用户每一次按键盘移动扩展轴时要移动的距离,相对于转轴运动来说指的是运动的圆周距离。
按Pageup键可以增加运动步长,按Pagedown键可以减小运动步长。
当扩展轴为X轴时,按键盘CTRL+Left键一次可以使扩展轴X向左移动一个当前步长的距离;按键盘CTRL+Right键一次可以使扩展轴X向右移动一个当前步长的距离。
当扩展轴为Y轴时,按键盘CTRL+Down键一次可以使扩展轴Y向下移动一个当前步长的距离;按键盘CTRL+Up键一次可以使扩展轴Y向上移动一个当前步长的距离。
当扩展轴为Z轴时,按键盘CTRL+Down键一次可以使扩展轴Z向下移动一个当前步长的距离;按键盘CTRL+Up键一次可以使扩展轴Z向上移动一个当前步长的距离。
“零件”:显示框为灰色,即不可人为更改的显示,它表示当前加工工件的数目,是随计算机自动变化的。
它后面的“R”按钮为清零按钮。
“总数”:在使用“选择加工时,限定加工的总数,当加工数目达到要求时,软件自动停止加工。
“连续加工”勾选此项表示软件会不停的加工,直到人为停止。
“选择加工”勾选此项表示软件只加工在显示框中选中的内容。
点击参数后将出现对话框8-31。
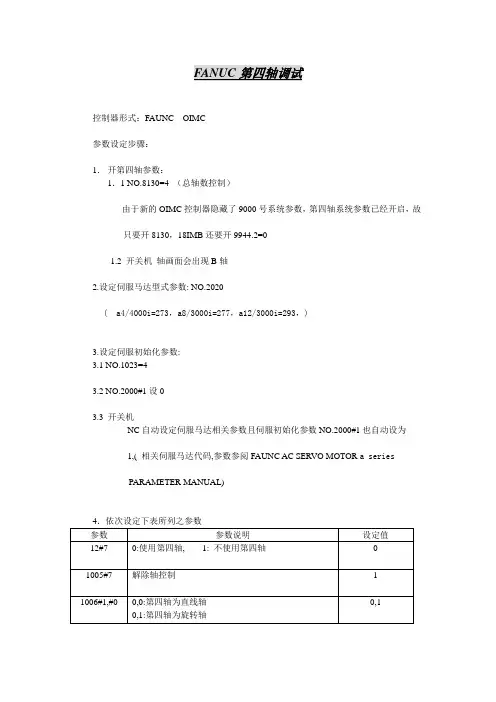
控制器形式:FAUNC OIMC参数设定步骤:1.开第四轴参数:1.1 NO.8130=4 (总轴数控制)由于新的OIMC控制器隐藏了9000号系统参数,第四轴系统参数已经开启,故只要开8130,18IMB还要开9944.2=01.2 开关机轴画面会出现B轴2.设定伺服马达型式参数: NO.2020( a4/4000i=273,a8/3000i=277,a12/3000i=293,)3.设定伺服初始化参数:3.1 NO.1023=43.2 NO.2000#1设03.3 开关机NC自动设定伺服马达相关参数且伺服初始化参数NO.2000#1也自动设为1,( 相关伺服马达代码,参数参阅FAUNC AC SERVO MOTOR a seriesPARAMETER MANUAL)以上参数设好后再设第四轴供应商提供的参数,1850.1851可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.注!1.1821设的不对可能造成关机后每次回原点都不准,具体设置如下: 1821=360*NO.2084(N)/NO.2085(M)*1000此画面下把功能位设为1110003.参数2001-2017设的值与X轴一样4.正常情况下急停拉起来,第四轴七段数码管会显示0,若为横杠,把1005#7设0在试一下5.PLC参数设定(以C103-00为列)5.1 K0.1设1 第四轴必须先回原点才可程式启动5.2 K2.5设0 第四轴分别使用加紧信号和放松信号5.3 K6.0设0 第四轴电磁阀动作时为松开或夹紧0: 松开,1: 夹紧所有参数设好后,把手轮打到第四轴看X3.3是否为1,X3.1是否为0, 不打到第四轴X3.1是否为1, X3.3是否为0,确认电磁阀动作油管是否冲油, 如果X3.3和X3.1刚好相反,换转接板62,63号线,再确认松开夹紧信号,用手轮摇第四轴,并在伺服调整画面下看(实际电流%)最大不要大与70,如果在100-200之间甚至更大,把K6.0设1, 对换转接板62,63号线,摇手轮,再确认电流值,若还在100以上,要确认机械组装.。
数控自动旋转操作方法
数控自动旋转操作方法通常包括以下几个步骤:
1. 确定旋转轴:根据零件的形状和加工要求,确定旋转轴的位置和方向。
旋转轴通常是零件的中心轴线或者某个特定的轴线。
2. 设置旋转速度:根据加工要求,设置旋转轴的转速。
转速一般根据材料和工艺要求进行选择,确保加工效果和工件表面质量。
3. 确定旋转方向:根据加工要求确定旋转轴的旋转方向。
旋转方向可以是顺时针或逆时针,取决于加工要求和刀具的设计。
4. 设置刀具操作指令:根据加工要求,设置数控机床的刀具操作指令。
一般包括切削速度、进给速度、起刀点、刀具路径等信息。
5. 开始加工:确认所有参数设置正确后,开始加工。
数控机床自动进行旋转操作,旋转轴按照预设的速度和方向旋转,刀具按照指令进行切削操作。
6. 监控加工过程:实时监控加工过程,检查加工质量和工件表面状态。
根据需要进行调整和修正。
7. 完成加工:加工完成后,停止旋转操作,检查加工结果,确认加工质量和工
件尺寸精度是否满足要求。
需要注意的是,在进行数控自动旋转操作时,操作人员必须具备相关的知识和技能,了解数控机床的使用方法和安全规定,确保操作安全和加工质量。
同时,需要根据具体的加工要求和工艺流程进行参数设置和刀具选择。
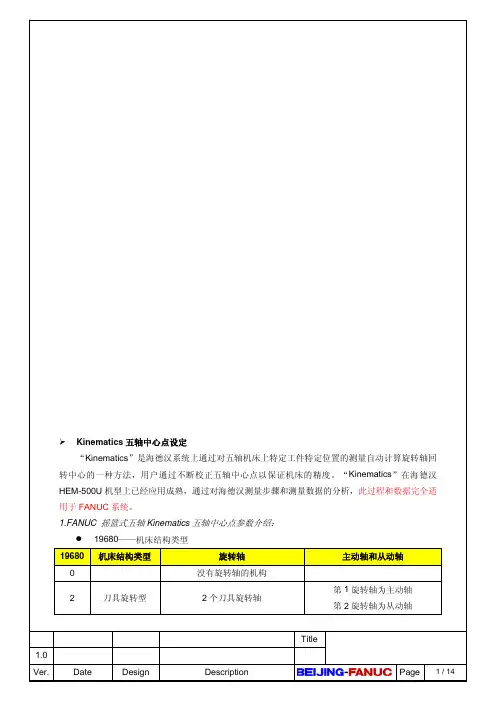
图2:控制轴号与伺服轴号的区别 19682——第1旋转轴轴方向
图3:旋转轴轴方向设定旋转轴旋转方向
图6:工作台第1旋转轴到工作台第2旋转轴交叉矢量
图7:五轴中心点测量STEP-1
工作台旋转轴上A 、B 点选取
轴旋转轴线上一点,B 点为C 轴旋转轴线上一点,为方便测量和计算,选取轴轴线上Y 位置相等,选取B 点为C 轴旋转轴线上工作台面位置。
图8:五轴中心点测量STEP-2
STEP-3 ZP1、ZB1、XB1坐标值测量
,测量B 点在Z 向的坐标ZP1(Z-)、工件上表面Z 向的坐标ZB1((X-)。
L L
Y+
Z+
A B
B 轴旋转中心线
C 轴旋转中心线
Y+
矢量AB 可以分成X 向和Z 向的分量,
Y 向重合。
ZP1(Z-)ZB1(Z-)
XB1(X-)
图9:五轴中心点测量STEP-3
YC2坐标值测量
度,测量工件Y+向侧面坐标YC1(Y+);
YC2(Y-)
YC1(Y+)
10:五轴中心点测量STEP-4
向侧面坐标XC2(X+)。
XC2(X+)
11:五轴中心点测量STEP-5
坐标值测量
向侧面坐标XB2(X+);
ZB2(Z-)
XB2(X+)
12:五轴中心点测量STEP-6 五轴中心点计算介绍:
B(X0->C
图15:旋转轴输出角度判定过程 以BC类型工具轴Z轴机床加以说明:
图17::1221#4=0时 G53.1执行前后两个旋转轴的旋转位置图18::1221#4=1时 G53.1执行前后两个旋转轴的旋转位置。
revit旋转参数
在Revit中,旋转参数可以通过以下步骤进行设置:
1. 创建一个新的族,选择基于面的族模板。
2. 在创建族的过程中,可以使用工作平面来绘制和约束模型线。
3. 创建公制常规模型,并设置工作平面为XY平面。
4. 创建“绕X轴旋转角度”和“绕Y轴旋转角度”两个参数,以便在族中控制旋转的角度。
5. 将创建的族保存为可载入的形式,以便在Revit项目中调用。
在族中,可以通过设置工作平面和约束模型线的方式来控制旋转的角度和方向。
同时,也可以使用Revit软件API的旋转函数对族进行三个方向的任意旋转。
以上步骤仅供参考,建议查阅专业书籍或咨询专业技术人员。
旋转轴安装与参数设置
操作说明
安装说明
旋转轴放在台面上要放正,同时两头用压板压紧
安装说明
用十字扳手左右转动可调节材料装夹大小与松紧;
安装说明
用内六角扳手左右转动下图的大六角螺丝,可前后移动调节材料长度;
然后材料一头用上页的装夹夹住,另一头用铁尖顶住材料中心;
安装说明
固定好材料,打开电源开关,移动主轴进行对刀,刀尖对在圆柱材料中间;
安装说明连接电源插头
安装说明
安装说明
打开维宏控制系统后,按住Shift+Ctrl+Alt、鼠标双击“加工参数(T)”,然后在显示出的窗口中更改以下内容:
参数说明
参数输入后,关掉维宏控制系统然后重新打开,输入加工路
径、设置好加工速度、空程速度、Z轴下刀速度、主轴转速比、进给速度比、设置好工件原点、然后按开始键雕刻加工材料就可以了。
旋转轴的脉冲当量的计算方法:(若上页的脉冲当量不合适,按照下面公式计算)
旋转轴脉冲当量=圆木周长(加工工件直径x 3.14)÷转速比(20)÷驱动器系分(1600);
维宏——加工参数—自动参数——空程速度500 加工速度500 ;
旋转轴状态下,X轴为Y轴;Y轴为旋转轴;
在文泰软件中,设置Y轴高度为314mm
/。
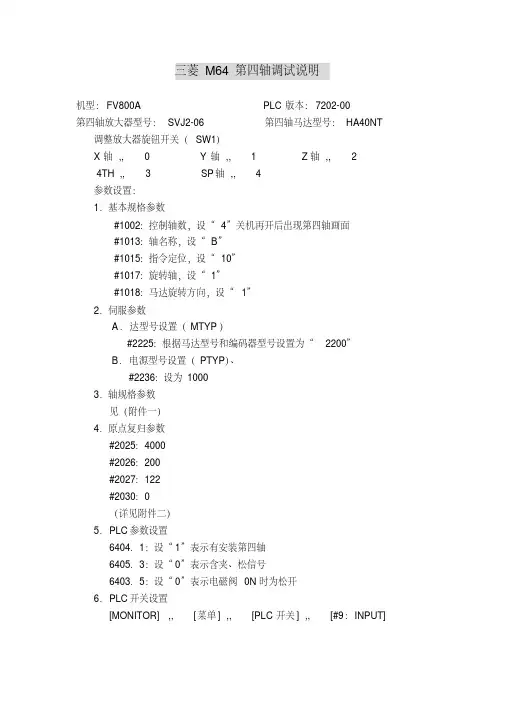
三菱M64第四轴调试说明机型:FV800A PLC版本:7202-00第四轴放大器型号:SVJ2-06 第四轴马达型号:HA40NT 调整放大器旋钮开关(SW1)X轴,,0 Y轴,, 1 Z轴,, 24TH ,, 3 SP轴,, 4参数设置:1.基本规格参数#1002:控制轴数,设“4”关机再开后出现第四轴画面#1013:轴名称,设“B”#1015:指令定位,设“10”#1017:旋转轴,设“1”#1018:马达旋转方向,设“1”2.伺服参数A.达型号设置(MTYP)#2225:根据马达型号和编码器型号设置为“2200”B.电源型号设置(PTYP)、#2236:设为10003.轴规格参数见(附件一)4.原点复归参数#2025:4000#2026:200#2027:122#2030:0(详见附件二)5.PLC参数设置6404.1:设“1”表示有安装第四轴6405.3:设“0”表示含夹、松信号6403.5:设“0”表示电磁阀0N时为松开6.PLC开关设置[MONITOR] ,,[菜单] ,,[PLC开关] ,,[#9:INPUT]HA40NC-S(潭兴)项次(#)伺服参数设定值项次(#)伺服参数设定值2201 PC1 1 2219 RNG12202 PC2 90 2220 RNG22203 PGN1 33 2221 OLT2204 PGN2 0 2222 OLL2205 VGN1 100 2223 ODI2206 VGN 0 2224 INP2207 VIL 0 2225 MTYP2208 VIA 1364 2226 OD22209 IQA 2048 2227 SSF12210 IDA 2048 22282211 IQG 512 2229 VCX2212 IDG 512 2230 TDCG2213 ILMT 500 2231 OVS12214 ILMT(SP)500 2232 TLF2215 FFC 0 2233 SSF22216 LMCI 0 2234 SSF32217 SPEC 0 2235 SSF42218 PIT 360 2236 PTYP。
维宏水刀系统v103轴参数设置在维宏水刀系统v103中,轴参数的设置对于机器的运行效果和加工质量有着重要的影响。
正确的轴参数设置可以提高加工效率,保证加工精度,确保设备的稳定运行。
本文将从各个方面详细介绍维宏水刀系统v103轴参数的设置,并给出一些实际应用中的建议。
1. X轴参数设置X轴是维宏水刀系统v103中的水平方向轴,负责控制刀具在水平方向上的移动。
在设置X轴参数时,需要考虑加工件的尺寸、形状和材料。
一般来说,X轴的加速度和速度应根据加工件的尺寸和形状进行调整。
如果加工件较小,加速度可以适当增大,以提高加工效率;如果加工件较大,加速度应适度减小,以保证加工精度。
2. Y轴参数设置Y轴是维宏水刀系统v103中的垂直方向轴,负责控制刀具在垂直方向上的移动。
与X轴类似,在设置Y轴参数时,需要考虑加工件的尺寸、形状和材料。
一般来说,Y轴的加速度和速度应根据加工件的尺寸和形状进行调整。
如果加工件较小,加速度可以适当增大,以提高加工效率;如果加工件较大,加速度应适度减小,以保证加工精度。
3. Z轴参数设置Z轴是维宏水刀系统v103中的上下方向轴,负责控制刀具在上下方向上的移动。
在设置Z轴参数时,需要考虑刀具与加工件的间隙以及加工件的材料。
一般来说,Z轴的加速度和速度应根据加工件的材料进行调整。
如果加工件的材料较硬,加速度和速度应适度减小,避免刀具与加工件碰撞;如果加工件的材料较软,加速度和速度可以适当增大,以提高加工效率。
4. A轴参数设置A轴是维宏水刀系统v103中的旋转轴,负责控制刀具在水平方向上的旋转。
在设置A轴参数时,需要考虑加工件的形状和加工要求。
一般来说,A轴的加速度和速度应根据加工件的形状进行调整。
如果加工件需要进行旋转加工,加速度和速度应适度增加,以提高加工效率;如果加工件不需要旋转加工,加速度和速度可以适度减小,以节省能源和降低设备的磨损。
维宏水刀系统v103的轴参数设置是一个复杂而重要的工作。
加工中心加工程序带旋转轴时的f值下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, suchas educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!加工中心加工程序带旋转轴时的f值是指在进行加工过程中控制旋转轴的速度与进给速度的比值。
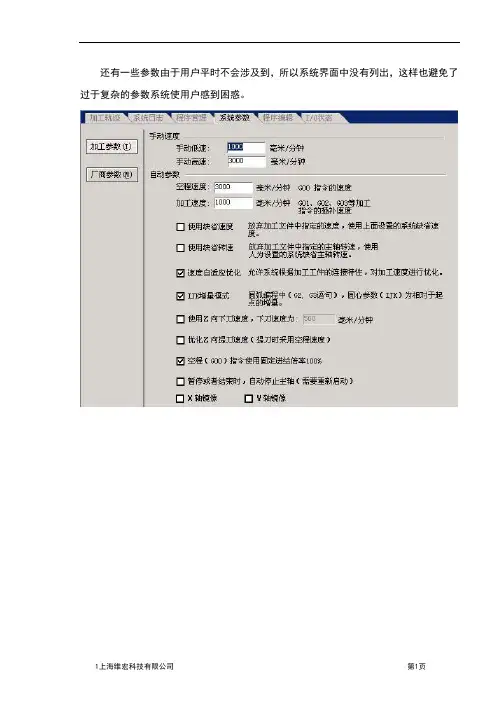
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
手动低速速度是指只按下手动方向键时的运动速度;手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见节。
自动参数:空程速度:G00 指令的运动速度;加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见节。
使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
X轴镜像:设定X轴进行镜像。
Y轴镜像:设定Y轴进行镜像。
换刀位参数:使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
换刀位机械坐标X、Y、Z:设置换刀位的机械坐标(注意:不是工件坐标!)。
ezcad2陶瓷标刻参数摘要:一、EzCAD 2 陶瓷标刻参数概述二、陶瓷标刻参数的设置与调整1.旋转轴标刻参数2.多文档标刻功能3.旋转角度标刻功能4.地球仪标刻功能三、陶瓷标刻参数在实际应用中的优势四、总结与展望正文:一、EzCAD 2 陶瓷标刻参数概述EzCAD 2 是一款专业的激光打标机软件,广泛应用于各种材料的标刻加工。
特别是在陶瓷行业,通过设置合适的标刻参数,可以实现高效、高质量的陶瓷产品标刻。
本文将详细介绍EzCAD 2 陶瓷标刻参数的设置与调整方法,以帮助用户提高标刻效果。
二、陶瓷标刻参数的设置与调整1.旋转轴标刻参数在EzCAD 2 中,旋转轴标刻参数主要包括水平/垂直粘贴偏移、网格设置以及使能标刻互斥量等。
通过合理设置这些参数,可以实现陶瓷标刻的精确控制。
2.多文档标刻功能多文档标刻功能允许用户在同一时间处理多个文档,提高工作效率。
在EzCAD 2 中,用户可以通过前移、后移、修改、删除等操作调整文档顺序,实现灵活的文档管理。
3.旋转角度标刻功能旋转角度标刻功能是根据Z 轴角度进行旋转标刻的。
在实际操作中,用户需要将每个内容的空间位置给予一个旋转角度,从而实现复杂图案的标刻。
4.地球仪标刻功能地球仪标刻功能主要针对打标地球仪而设定。
通过载入已有的地球仪标刻文件或创建新的标刻内容,用户可以轻松实现地球仪的标刻。
三、陶瓷标刻参数在实际应用中的优势通过合理设置EzCAD 2 陶瓷标刻参数,用户可以实现以下优势:1.提高标刻精度:精确控制陶瓷产品的标刻位置、大小和形状,满足高品质产品需求。
2.提高工作效率:多文档标刻功能允许用户同时处理多个文档,节省时间成本。
3.灵活调整参数:根据实际需求调整标刻参数,实现个性化、定制化的标刻效果。
4.兼容性强:EzCAD 2 支持多种文件格式,便于与其他软件和设备对接。
四、总结与展望总之,通过深入了解和掌握EzCAD 2 陶瓷标刻参数的设置与调整方法,用户可以充分发挥激光打标机的潜力,实现高效、高质量的陶瓷产品标刻。
840D调试参数调整一、轴配置MD10000 AXCONF_MACHAX_NAME_TAB 机床级轴配置MD20070 AXCONF_MACHAX_USED 通道级轴配置驱动号MD20080 AXCONF_CHANAX_NAME_TAB 通道级轴配置编程名MD20060 AXCONF_GEOAX_NAME_TAB 使用的几何轴名MD20050 AXCONF_GEOAX_ASSIGN_TAB 激活使用的几何轴驱动号二、驱动配置S tart_up/machine data首先配置功率模块,配置完成后SAVE OK 此时做一个NCK复位;再配置电机,配置完成后保存Boot File / Save BootFile / Save All 此时再做一次NCK 复位。
三、轴参数设置1、轴数据设定MD 30130 CTRLOUT_TYPE 给定值类型1为给定输出0为模拟MD 30240 ENC_TYPE 编码器类型实际为1MD 30110 CTRLOUT_MODULE_NR 给定值分配到逻辑驱动号MD 30200 NUM_ENCS 1为一个测量系统2为两个测量系统MD 30220 ENC_MODULE_NR 实际值分配到逻辑驱动号MD 30230 ENC_INPUT_NR 实际值输入到驱动模块(上部位1 下部为2)MD 32110 ENC_FEEDBACK_POL 实际值极性0/1为默认值-1变极性MD 32100 AX_MOTION_DIR 运动方向0/1为默认值-1变方向2、轴测量数据MD 31000 ENC_IS_LINEAR 测量系统是线性的0为旋转式的1为线性的MD 31040 ENC_IS_DIRECT 0编码器在电机上1编码器在机床上MD 31020 ENC_IS_RESOL 编码器每转线数MD 31030 LEADSCREW_PITCH 丝杠螺距MD 31060 / MD31050 =电机转数/丝杠转数MD 31080 / MD31070 =电机转数/编码器转数3、轴测量监控和软限位MD 36210 CTRLOUT_LIMITMD 36200 AX_VELO_LIMITMD 32000 MAX_AX_VELO 最大速度和G00速度MD 32010 JOG_VELO_RAPIDMD 32020 JOG_VELOMD 36100 POS_LIMIT_MINUS 第一软限位负MD 36110 POS_LIMIT_PLUS 第一软限位正MD 32450 BACKLASH 背隙补偿4、轴回参考点参数MD 34110 REFP_CYCLE_NR 通道特定的回参考点0 本机床不能由通道回参考点-1 本通道可不必回参考点MD 34200 ENC_REFP_MODE 参考点模式0 绝对值编码器1 带零脉冲的增量编码器3 带距离编码的长度测量尺5 接近开关取代撞块MD34000 REFP_CAM_IS_ACTIVE 0 无参考撞块(零脉冲) 1 有参考撞块 MD 11300 JOG_INC_MODE_LEVELTRIGGRD 0 连续回参考点1电动回参考点 MD 34050 REFP_SEARCH_MARKER_REVERSE 0 同步脉冲在挡块之前1 同步脉冲在挡块之后。
新代系统c轴旋转指定值参数一、引言随着工业自动化的不断发展,用于控制机械设备的系统也在不断升级和更新。
新代系统C轴旋转指定值参数作为一种重要的控制参数,对于机械设备的精准性和稳定性起着至关重要的作用。
本文将对新代系统C轴旋转指定值参数进行详细的介绍和分析,以便更好地了解其作用和应用。
二、新代系统C轴旋转指定值参数介绍C轴是机床控制系统中的一个重要部分,它能够实现机床的旋转运动。
C轴旋转指定值参数是指在机床控制系统中,用户可以通过设置参数来指定C轴的旋转角度。
这个参数能够精确地控制C轴的旋转,使得机床能够实现更精准的加工。
新代系统C轴旋转指定值参数通常由数控系统控制,用户可以通过数控系统的人机界面来设置和修改这个参数。
在数控加工过程中,C轴旋转指定值参数会根据加工需求进行不断地调整,以确保机床能够按照设定的旋转角度进行加工操作。
三、新代系统C轴旋转指定值参数的作用C轴旋转指定值参数在机械加工中起着至关重要的作用,其作用主要体现在以下几个方面:1. 实现精准加工通过设置C轴旋转指定值参数,用户可以精确地控制机床的C轴旋转角度。
这样一来,机床就可以根据加工需求进行精确的旋转加工,提高了加工精度和产品质量。
2. 提高加工效率C轴旋转指定值参数的设置使得机床可以按照旋转角度进行加工操作,提高了加工效率。
在一些需要进行复杂旋转加工的工件中,通过设置C轴旋转指定值参数,可以减少加工次数和加工时间,从而提高了加工效率。
3. 实现多轴联动在一些复杂的机械加工任务中,C轴旋转指定值参数可以与其他轴的运动参数进行联动,实现多轴联动加工。
这样一来,机床就可以实现更复杂的加工操作,满足了一些复杂工件的加工需求。
四、设置新代系统C轴旋转指定值参数的方法为了更好地发挥C轴旋转指定值参数的作用,用户需要正确地设置这个参数。
设置C轴旋转指定值参数的方法主要包括以下几个步骤:1. 进入数控系统的设置界面用户需要通过数控系统的人机界面进入设置界面,以便设置C轴旋转指定值参数。
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。