基于注塑—结构联合仿真的开关开裂分析
- 格式:doc
- 大小:14.50 KB
- 文档页数:3
利用联合仿真技术研究轴流风扇熔接线开裂问题作者:***来源:《科学大众》2019年第01期摘; ;要:随着科学技术的快速发展,计算机虚拟仿真技术在汽车、运动器材、建筑、电子产品等领域得到了广泛应用,不仅可以缩短产品设计周期,还可以在后期对缺陷进行优化。
如轴流风扇此类产品,采用增强尼龙基材注塑生产,由于产品结构的特殊性,在产品正常运作过程中熔接线位置容易发生断裂,而此问题在初期设计时没有考虑到。
文章利用联合仿真分析,针对风扇熔接线开裂进行研究,给注塑产品初期设计时评估熔接线强度作参考。
关键词:联合仿真;轴流风扇;熔接线;开裂1; ; 概述隧道是人类利用地层空间的一种形式。
汽车在隧道里高速通过,从空气动力学角度来看存在安全和乘员舒适问题,车辆运行本身也存在尾气排放问题。
隧道里安装的轴流风扇就担任排气和通风的角色,它使隧道内的空气流动,还能排出汽车尾气,使新鲜空气流入[1]。
某些大型企业生产隧道内使用的轴流风扇会选择长玻纤增强材料,风扇本体重量达到7 kg 或者以上。
使用玻纤增强的树脂材料时,注塑成型时会因产品结构不可避免地形成熔接线,并且熔接线强度会比厂商所提供物性报告的断裂强度低。
对产品结构而言,正常运作时转速可高达2 800 r/m,使得本来就有风险的熔接线位置发生断裂。
现阶段,在注塑零件产品设计初期,使用有限元分析能够减少开发周期,但是却很少在结构设计阶段考虑注塑成型产生熔接线对产品结构性能的影响。
这个时候就可以用到联合仿真工具。
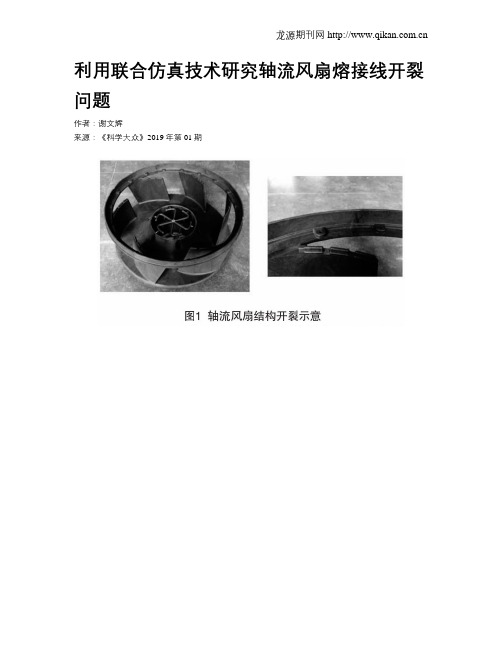
2; ; 常规有限元仿真分析2.1; 网格划分轴流风扇Φ525 mm,高度有222.5 mm。
风扇在注塑成型过程中不可避免地产生熔接线。
在实验测试中熔接线位置在1 500 r/m转速测试会发生开裂[2],如图1所示。
采用Hypermesh有限元软件进行网格划分:网格类型选择tetra四面体,面网格尺寸采用5 mm、局部采用0.2 mm。
四面体网格在厚度方向至少有2层网格。

【经验总结】塑胶外壳产品开裂原因分析和解决方案工程塑料因为其优异的特性——高强度、耐热、耐冲击、抗老化等而被广泛应用于工业零件及各种外壳制造上。
但是塑胶产品开裂也是令人头疼的一个问题,引起开裂的原因涉及模具、成型工艺、塑料材料、环境应力等方面。
今天就讨论一下塑胶产品开裂的原因和解决方案;一、开裂原因浅析及改进建议不同的开裂原因会导致不同的开裂类型,按照实际开发过程中遇到的开裂情况,塑料制品开裂现象通常有四种情况:1.脱模开裂,塑料制品从模具脱出的时候就直接开裂,这种开裂原因和后果比较容易预估;2.可靠性测试开裂,如跌落测试,环境测试,扭曲测试完成后局部开裂或出现裂纹;3.组装开裂,产品在组装过程中开裂;4.应用开裂,产品在放置一段时间后或使用过程中出现开裂,这种开裂往往难以预测,且产生的后果可能是毁灭性的。
以上几种开裂情况,有内因,也有外因,也有相同的原因;针对以上问题,我们分别从以下几个方面全面分析影响产品开裂的主要因素;二、产品设计的影响1.产品壁厚悬殊过大,局部缩水严重;2.设计时产品局部骨位太单薄,承受不了大的冲击力;3.整机设计强度太弱,加强筋太少;4.产品内部尖角太多,注塑时走胶不顺,最好用圆角过渡,减少应力集中的开裂风险;三、模具设计的影响1.进胶口过大2.浇口设计分布不合理,容易形成熔接线,在熔接线附近产品强度最弱;3.冷却系统设计不合理,局部过冷或过热产生应力收缩;4.脱模斜度不足5.模腔设计不良(发生内部应力集中)6.排气不足7.产品顶出不平衡,在顶出时容易局部受力导致开裂;8.模具表面过于粗糙四、注塑工艺的影响1.材料计量过多2.树脂温度过低3.模具温度过低4.射出压力过高,过小都会影响产品强度,压力太大会造成离浇口近的产品结构因应力大而变脆,压力太小会造成产品流动末端接合线强度变弱,产品同样容易开裂,建议根据模流分析数据来调整;5.射出保持压力过大6.射出时间过长7.顶出速度过快或过慢五、塑胶原材料的影响1.材料含有挥发物2.不同材质的混合搭配.3.材料未烘干4.掺入水口料太多5.表面处理时的表面工艺对产品有腐蚀作用,时间久了会产生裂纹;注塑产品开裂影响因素比较多,要综合分析考虑,很多因素相互制约,产品设计要与模具设计提前一起检讨,合理取舍,解决问题,提升品质;。

塑料模具开裂原因及对策一、引言塑料模具开裂是生产过程中常见的问题,它不仅影响生产效率,还会增加生产成本。
本文将分析塑料模具开裂的主要原因,并提出相应的对策。
二、原因分析1. 材料问题:模具材料的强度、韧性、耐腐蚀性等性能不足,容易引发开裂。
2. 模具设计:模具设计不合理,如壁厚不均、结构突变、浇注系统不合理等,可能导致模具在应力集中的区域产生开裂。
3. 加工问题:模具加工过程中,热处理、研磨等工艺操作不当,可能导致模具内部产生裂纹,从而引发开裂。
4. 使用条件:塑料模具在使用过程中,受到温度、压力、时间等因素的影响,可能导致模具开裂。
5. 维护保养:模具缺乏适当的维护保养,如防锈、涂油等,也可能导致模具开裂。
三、对策1. 材料选择:根据模具的工作条件和性能要求,选择具有足够强度、韧性和耐腐蚀性的材料。
同时,应确保材料的质量和纯净度。
2. 优化设计:在设计阶段应充分考虑模具的结构和应力分布,尽量减少应力集中。
合理设置圆角、避免结构突变等措施可以有效降低开裂风险。
3. 加工工艺:严格控制加工工艺,确保热处理、研磨等工艺操作的正确性。
加工完成后应进行无损检测,发现并消除潜在的裂纹源。
4. 使用条件:在使用过程中,应控制温度、压力、时间等参数,避免超出模具承受范围。
同时,应定期检查模具的工作状态,发现异常及时处理。
5. 维护保养:建立健全的模具维护保养制度,定期进行防锈、涂油等保养工作。
在存放过程中,应保持环境干燥、清洁,避免模具受到腐蚀和损伤。
四、结论综上所述,塑料模具开裂的原因主要包括材料问题、模具设计、加工问题、使用条件和维护保养等方面。
为了解决这一问题,我们需要从这几个方面入手,加强质量控制和工艺管理,优化设计和维护保养制度。
通过采取有效的对策,可以降低塑料模具开裂的风险,提高生产效率和产品质量。

注塑件开裂造成原因1. 注塑温度不合适会导致注塑件开裂呀!就好比做饭时火候没掌握好,饭菜不是夹生就是烧焦了,注塑也一样啊!你想想,温度太高或太低,那注塑件能不出现问题吗?比如那次生产的塑料杯子,不就是温度没调好裂了嘛。
2. 模具设计不合理也是个大问题呢!这就像给人穿了一双不合脚的鞋子,能舒服吗?注塑件也是啊,模具不好,它不就容易开裂啦!上次那个玩具的模具就是有问题,生产出来的注塑件好多都开裂了。
3. 注塑压力过大也不行呀!就好像你用力过猛去拉一个东西,很容易就拉断了呀,注塑件也一样会受不了的!之前做那个零件的时候,压力调太大了,结果好多都开裂了,多可惜呀!4. 材料本身质量差能不出问题吗?这就跟盖房子用了劣质砖头一样,房子能牢固吗?注塑件要是材料不行,开裂那是早晚的事!记得有回用了一批不太好的塑料,做出来的注塑件好多都有裂缝。
5. 冷却时间不恰当也会惹祸呀!就像跑步后马上停下来会不舒服,注塑件冷却不好也会开裂的!那次生产的小饰品,就是冷却时间没把握好,好多都裂了呢。
6. 注塑速度太快也是原因之一哦!这就好像开车开太快容易出事故一样,注塑件也受不了这么猛的呀!有次做一个小盒子,速度太快了,好多都开裂了。
7. 脱模方式不对能行吗?这就像强行把粘住的东西扯开,肯定会弄坏呀!注塑件要是脱模不当,不就容易裂啦!之前脱模时太粗暴,导致好多注塑件都裂了。
8. 产品结构设计有问题也不行啊!这就好比建房子结构不合理会倒塌一样,注塑件也会因为这个开裂呀!那次的一个小部件,就是结构设计得不好,出现好多开裂的。
9. 加工工艺不稳定也会导致注塑件开裂呀!这就像人一会儿高兴一会儿生气,能不出问题吗?有段时间工艺不太稳,生产的注塑件开裂的就多了起来。
10. 环境因素也不能忽视呀!温度湿度变化大,注塑件能好受吗?就像人在忽冷忽热的环境里容易生病一样!记得有回车间环境不太好,那阵子注塑件开裂的情况就多了些。
我的观点结论:注塑件开裂的原因有很多,我们在生产过程中一定要注意各个方面,认真把控,才能减少注塑件开裂的情况发生呀!。

第32卷第2期 2018年2月中国塑料CHINA PLASTICSVol . 32,No . 2 Feb . 2018基于M o ld flo w 与A b a q u s 的注射成型及模具结构联合仿真分析翟林,韩国泰,胡海朝,张建新(天津中德应用技术大学机械工程学院,天津300350)摘要:基于Moldflow 平台,针对“固定套”注塑模具进行最佳注塑仿真分析,以获取最大型腔压力参数作为输出,然后在有限元软件八baqus 平台上,利用Moldflow 工艺参数为依据,对“固定套”注塑模具的相关模板进行形变仿真,以验 证模具结构的可靠性。
结果表明,基于Moldflow 与八baqus 的联合仿真,可以在满足成型要求的情况下,有效的评估模 具的结构性能,为注塑模具的顺利试模成功提供了可靠保证。
关键词:注塑模具;分析流程;模具变形;Abaqus 软件;Moldflow 软件中图分类号:TQ 320. 66 文献标识码:B 文章编号= 1001-9278(2018)02-0128-06DOI :10. 19491/j . issa 1001-9278. 2018. 02. 021Structural Analysss of Injection Moulds Based on Moldflow and Abaqus Softwares(School of M echanical Engineering,Tianjin Sino-Germ an University of Applied Sciences,Tianjin 300350^ China )Abstract : In this work , an optimal simulation analysis for the injection-molding process was conducted for the ‘ fixed sleeve ’ injection mould using the Moldflow software and then the maximum cavity pressure parameters were obtained as an output . Based on the process parameters obtained from the Moldflow analysis and using the ABAQUS software,a deformation simulation was performed for the template related to the ‘ixed sleeve ? injection mould to verify the reliability of mould structure . The results indicated that a combination of the simulationsbased on MoldFlow and ABAQUS softwares could effectively evaluate the structural performance of the mold in ca^e of meeting the molding requirement,which provided a reliable guarantee for the ^u :ce^s of injection-molding tests .Key words : injection mould ; analysis process ; mould deformation ; Abaqus software ; Moldflow software对于各类注射成型模具而言,从设计模具图纸到 Abaqus 以通用有限元专业分析仿真软件著称于各行试模获取产品的过程,实际上是将电脑图纸变成实物各业。

常见塑料制品开裂的原因浅析及检测方法简述引言工程塑料因为其优异的特性——高强度、耐热、耐冲击、抗老化等而被广泛应用于工业零件及各种外壳制造上。
但在制造或使用过程中,塑料制品很有可能被钉螺丝或涂胶水,这样的处理常常会诱发塑料制品的应力开裂,致使次品率很高。
而开裂是塑料制品经常出现的致命缺陷,包括制作表面丝状裂纹、微裂、顶白、开裂及因制件粘模、流道粘模而造成的创伤。
引起开裂的原因涉及模具、成型工艺、塑料材料、环境应力等方面。
开裂原因浅析及改进建议不同的开裂原因会导致不同的开裂类型,如果按照开裂的时间分类,塑料制品开裂现象通常有两种情况:(一)脱模开裂,塑料制品从模具脱出或在机器加工过程中出现开裂,这种开裂原因和后果比较容易预估;(二)应用开裂,塑料制品在放置一段时间后或使用过程中出现开裂,这种开裂往往难以预测,且产生的后果可能是毁灭性的。
以下主要从塑料材料的选择和环境应力的角度出发,结合以上两种开裂类型简单阐述开裂原因及改进建议。
1. 材料类型所致开裂的原因分析及改进建议下面通过两个案例,从选材背景及加工后出现的问题来分析材料选择对产品开裂可能造成的影响。
1.1圆孔性连接器(代表成型中空制品)一直以来,客户在生产成型小型圆孔时,选择的都是聚苯硫醚PPS GF30/GF40这种材料,器件没有出现任何开裂现象。
在开发大圆孔径系列连接器时,客户再次选用全球多家知名厂家的PPS GF30/GF40材料。
加工的结果是制品开裂非常严重,有些属于脱模开裂,有些属于应用开裂,而且不同厂家同类型含量的PPS均存在制品开裂问题。
客户和材料厂商起初怀疑是塑料冲击强度不够,但同时发现冲击强度比PPS GF30/GF40低的PA6和PC材料却反而不开裂。
在选用一些知名厂家提供的高抗冲击性PPS GF40材料后,开裂问题依然存在(图1)。
根据客户提供的信息,我们分析,很可能是由于成型塑料圆孔的模具型芯采用的是硬质合金材料。
金属材料导热和散热能力较强,而一般塑料材料散热能力较弱,金属材料和塑料挤出时不可避免会产生收缩相差较大的情况,塑料产品不同部位温度也有较大差别,对于延展性不好(断裂伸长率偏小)的塑料,无疑会发生断裂的现象。
经典塑件开裂失效案例分析,欢迎注塑高手参与交流!开裂,包括制件表面丝状裂纹、微裂、顶白、开裂及因制件粘模、流道粘模而造成的创伤,按开裂的时间分为脱模开裂和应用开裂。
本文通过对一则客户委托失效分析案例进行复盘,为大家进行制件开裂失效分析提供切实有效的分析思路及分析方法。
一、开裂失效情况描述PC/ABS手机外壳,产品侧边在化学品测试时开裂。
二、制件开裂原因调查•产品设计检查该产品为嵌件成型,因金属嵌件限制了塑胶的收缩,因此会产生了残余应力。
以不放金属嵌件的产品进行化学品测试,没有出现开裂问题,因此证实嵌件成型产生的内应力是化学品开裂的根本原因。
开裂位置的塑胶较少(宽度小),属于塑胶强度较弱的位置。
•模具设计检查开裂发生在充填末端,远离浇口的收缩率更大,收缩应力也会更大。
同时开裂位置也是结合线所在,是产品强度较弱的位置。
三、可能原因分析以及改善措施•1、优化产品设计上述设计有利于降低侧边因金属嵌件与塑胶收缩差异产生的收缩应力,以及将结合线移到更高强度的位置。
•2、优化成型工艺根据DOE实验,增加保压压力和保压时间,开裂比例有改善,但不能完全避免开裂。
•3、优化材料方案材料DOE结果如下:PC EXL1414 没有改善C1000HF 有改善PC 10%GF 未发现开裂结论:玻纤增强和高流动规格有助于改善开裂问题。
•4、二次加工工艺产品有喷涂,稀释剂对产品有攻击。
降低稀释剂的强度有助于改善开裂。
四、潜在改善对策与结果1、优化工艺条件来降低收缩应力2、改进油漆配方,减少对产品的攻击3、更换玻纤增强材料4、模具浇口变更,改变结合线位置结果:保压压力由1500kgf/cm² 增加到2200kgf/cm² ,以及改进油漆配方后通过了测试。
欢迎交流好的经验总能为我们带来新的启发,学习并付诸于实践,可以不断提高我们分析问题、解决问题的能力,成为一名可以自主解决各种注塑缺陷的高手。
针对今天的案例,大家如果有更好的想法,欢迎加入我们的行业交流群,参与讨论。
注塑模具开裂的原因注塑模具是工厂生产中常用的工具,它是生产注塑产品的重要设备。
然而,由于长时间使用或使用不当,注塑模具开裂的现象时常发生,对生产会造成很大的影响。
本文将分析注塑模具开裂的原因,帮助企业了解并消除这一问题。
注塑模具开裂的原因包括材料、设计、制造、使用和维护等方面。
首先说说材料问题。
注塑模具材料一般选用优质的铸钢、合金和特种合金等材料制造。
如果使用材料质量不好的模具,并且模具在生产中又受到高温和高压等因素的影响,那么模具极易开裂。
因此,企业在购买模具时应该选择信誉好且材料质量过硬的生产厂家,以免因材料问题导致模具开裂。
其次,设计是一个关键的问题。
注塑模具的设计是直接影响模具质量和使用寿命的因素之一。
如果模具设计不合理,存在一定的缺陷,如结构松散、加强部分断裂等问题,就会容易导致模具出现开裂的情况。
为此,企业在设计时要尽可能的照顾到每个细节问题,避免因设计造成不必要的麻烦。
再者,制造环节是作为和设计关键一环,如移动端启动项替换内容,也可能导致模具出现开裂的情况,主要体现在加工不精、焊接不牢固等问题上。
因此,制造过程中要严格要求,妥善保管每一个零件,确保生产出的模具没有任何质量问题。
此外,使用和维护也是造成注塑模具开裂的原因之一。
常见的问题包括使用不当、保养不及时等。
比如说,使用不当如注塑时速度太快或者材料过硬而导致机器产生了过大的反冲力,就会导致模具开裂。
而保养不及时也容易导致模具表面出现锈蚀、磨损等,进而影响模具的性能和使用寿命。
综上所述,注塑模具开裂的原因主要包括材料、设计、制造、使用和维护等方面,企业在生产注塑产品时要注意这些问题,并采取相应的措施,以确保模具的正常使用。
企业要遵守模具使用规范,加强对模具的维护,及时检查并修理开裂问题,争取在生产过程中更好地使用注塑模具,提高生产效率和质量,达到更好的经济效益。
南京德缘科技有限公司—高性能特殊工程塑料专业提供商和服务商塑料制品开裂分析及对策摘要:开裂是塑料制品经常出现的致命缺陷;开裂,包括制件表面丝状裂纹、微裂、顶白、开裂及因制件粘模、流道粘模 而造成或创伤危机,按开裂时间分脱模开裂和应用开裂。
引起开裂的原因涉及到模具、成型工艺、塑料材料等方面。
本文 主要从塑料材料选择角度探讨开裂问题。
关键词:塑料选材 塑料开裂 热平衡 延展性1:塑料制品缺陷综述塑料制品缺陷表现形式可分为外在缺陷(如表观、尺寸等)和内部缺陷(如开裂、脆性等)。
塑料制 品缺陷的本质成因则可归纳为 P(力)、V(填充量)、T(温度)。
而塑料制品开裂的终极原因则是由 于 P(力)引起的。
2:塑料制品开裂现象脱模开裂:塑料制品从模具脱模出来或在机加工过程中出现开裂;这种开裂产生的原因和后果比较 容易预估到。
A应用开裂:塑料制品在后置一段时间或使用过程中出现开裂。
这种开裂往往是比较难预测到的,产 生的后果可能是致命的。
如前一段时间出现的 3G iPhone 手机白色版后盖开裂现象,给苹果带来大 麻烦。
(电池加热升温导致后盖塑料热胀冷缩不均衡引起的)3:制品开裂成因分析不管什么塑料制品,最终开裂本质原因是受力(内应力、外部力等)引起的。
由此必须深入了解力 的来源。
目前一些客户在塑料选择上出现一些误区,造成大量塑料产品开裂。
现将一些典型案例进 行分析:3.1 圆孔型连接器(代表成型中空制品)选材背景:聚苯硫醚 PPS GF30/GF40 可以成型小型圆孔,没有任何开裂现象。
在开发大圆孔 径系列连接器,再次选用全球多家知名厂家 PPS GF30/GF40 材料。
加工结果:制品开裂非常严重,有些脱模开裂、有些属于应用开裂。
不同厂家同类型含量的 PPS 均存在制品开裂问题。
相关工程师和材料厂商起初确认是塑料冲击强度不够,但同时发现冲击 强度比 PPS GF30/40 低的 PA6 和 PC 材料则反而不开裂。
基于注塑—结构联合仿真的开关开裂分析
作者:刘国承胡光良
来源:《中国科技纵横》2017年第05期
摘要:本文利用Moldflow、Helius、Abaqus三款软件对某开关外壳卡扣开裂进行联合仿真分析,并与传统的采用Abaqus单纯进行机械强度分析做对比,分析两种方法的结果差异,找出卡扣开裂原因,并对结构进行优化,优化结果满足使用要求。
关键词:开关;开裂;联合仿真
中图分类号:TQ320.6 文献标识码:A 文章编号:1671-2064(2017)05-0047-02
1 前言
汽车中各种控制开关均为塑料件,而开关各零件间基本是靠卡扣连接,卡扣的强度直接关乎开关整体的功能和寿命。
某开关卡扣在装配过程中出现开裂现象,本文通过单纯从机械强度角度,不考虑注塑因素影响,采用Abaqus对卡扣强度进行分析,和采用Moldflow、Helius、Abaqus三款软件进行联合仿真分析两种方法。
对比分析结果差异并查找开裂原因,进行结构优化,使优化结果满足使用要求[1]。
2 问题描述与分析
按钮组件结构及开裂图片如图1-2所示。
按钮装配过程中,按钮底座卡扣会将外壳撑开,此时若外壳卡扣位置强度不足会出现开裂现象,初步分析可能由于卡扣卡接量设计过大外壳被撑裂,或外壳注塑过程中卡扣区域熔接痕分布不合理所致[2]。
3 联合仿真简介
联合仿真即改变传统仿真模式,传统仿真中模具设计采用Moldflow进行模流分析,结构设计采用Abaqus进行结构强度、刚度分析。
而联合仿真是将Moldflow分析结果中纤维取向、残余应变、熔接痕等数据映射到相应的结构网格中,映射方法是以等效材料赋予结构网格中的每个单元,使每个单元具有单独的材料属性,以实现材料的各项不同性。
流程如图3所示。
4 模型建立
(1)Moldflow分析模型建立。
模型采用3D网格划分,网格数量462314;外壳材料为PP GF30,浇口位置、材料参数曲线如图4所示;模具表面温度40度,熔体温度230度,注射时间1.2s;运行填充、保压、翘曲分析。
(2)Abaqus分析模型建立。
模型采用二阶四面体(C3D10M)网格划分,外壳网格数量82314,底座网格数量30150;外壳材料为PP GF30,弹性模量5050MPa、强度极限115MPa,底座材料PA6 GF30,弹性模量10000MPa、强度极限135MPa约束按钮外壳上端面全部自由度,耦合按钮底座下端面并施加强制位移,卡扣间做接触,模拟装配过程。
有限元模型及边界条件图5所示。
5 分析结果
5.1 单纯机械强度分析结果
卡扣应力分布图6所示,结果显示,不考虑注塑因素,单纯进行机械强度分析,卡扣断裂处应力为80MPa,并未达到材料的轻度极限值115MPa,无法准确得出卡扣开裂原因,还需进一步排查可能因素。
5.2 进行联合仿真分析
(1)Moldflow所得熔接痕结果和映射到结构网格后的结果。
由图7可知,在外壳开裂的附近区域存在熔接痕,且此熔接痕正好位于卡扣中心位置,此区域为装配时的高应变区,所以基本可以确定是熔接痕导致外壳开裂。
图8可以看到,左图Moldflow熔接痕结果准确的映射到右图的Abaqus模型中(inp文件),且此时在熔接痕位置的网格材料属性会进行相应的弱化,弱化结果由Helius软件自行完成。
(2)Abaqus强度计算结果。
图9所示由联合仿真结果可得到卡扣断裂位置最大应力为146MPa,应力值较单纯机械强度结果应力值提高83.8%,远超过材料的强度极限115MPa,且更加贴近实物状态。
由此可以判定,外壳卡扣的断裂是由于熔接痕所致。
因此需对熔接痕位置进行优化,最终得到合格结果[3]。
6 结构优化
(1)优化方案。
在考虑修模成本的前提下,经过评估,最终采用单浇口注塑设计,方案如图10所示。
图11显示,优化后所有卡扣熔接线均被分配到卡扣边缘,此种分配方式能有效避开卡扣中部大应变区域,且为处理卡扣熔接痕的最佳方案。
(2)优化后强度分析结果。
由图12可得优化后卡扣应力降低为90MPa,应力值较原始结构联合仿真结果降低了32%,效果明显,且应力小于材料强度极限115MPa,结果满足强度要求,所以优化方案有效。
7 结语
经过增加简单的一步Moldflow结果映射,联合仿真分析法较传统方法可准确判断开裂原因,并可在设计初期准确排查开裂风险,可缩短产品、模具设计周期,减少修模次数和模具报废率,做到事半功倍。
因此可有效降低成本,提高产品质量。
参考文献
[1]江丙云,孔祥宏,罗元元.ABAQUS工程实例详解[M].北京:人民邮电出版社,2014.
[2]曹金凤,石亦平.ABAQUS有限元分析常见问题解[M].北京:机械工业出版社,2009.
[3]单岩,王蓓,王刚.Moldflow模具分析技术基础[M].北京:清华大学出版社,2004.。