FANUC机器人设置快速校准参考位作业指导书
- 格式:doc
- 大小:456.50 KB
- 文档页数:7


佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码2/33注意:控制单元和I/O单元的直流24V输入电源以及驱动器的三相200V输入电源。
2.10在检查完所有电源正确的情况下,系统电源才可上电,进行调试前准备工作。
3.电路原器件的介绍3.1低压断路器(QF)是具有过载.短路.欠电压等多种保护功能.3.2熔断器(FU)是一种简单而有效的保护电器,在电路中主要起到短路保护作用.3.3接触器(KM)是一种用来自动接通与断开大电流电路的电器.3.4继电器(KA)是根据某种输入信号的变化,接通或断开控制电路,实现自动控制和保护电力装置的自动电器.4.调试前准备工作4.1将机床RS232传输口与传输用计算机RS232传输口用传输电缆连接,若传输用计算机为台式计算机,则计算机外壳必须接地。
4.2目视检查机床油路连接完好。
4.3各轴支撑安装情况,是否高于导轨面4.4观察各轴伺服电机及主轴电机型号,并纪录相应的电机代码4.5打开机床电源和控制器电源,机床上电,机床显示器正常显示后,开始调试。
5.调试步骤5.1输入相应机床参数及PLC(详见机床参数表),通用CF卡传输,把标准参数和PLC备份到卡上,将20#参数设定为4,表示通过M-CARD 进行数据交换5.1.1 参数传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PARAM],[OPRT ],[READ ] ,[EXEC]。
参数被读入内存中,输入完成后,在画面的右下脚出现“INPUT”字样会消失。
关机重新通电。
5.1.2 PLC传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PMC],[],[I/O]。
在DEVIECE 一栏选择[M-CARD],FUNCTION 处设置为 [READ],FILE NO.为梯形图的名字,MC系统设置为[#PMC-SB.000],如果是MATE系统设置为[#PMC-RA.000] 注意: 备份梯形图后DEVICE 处设置为[ F-ROM ]把传入的梯形图编制审核批准佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码6/33AI 轮廓控制(G05.1Q1 配合)1772 64 插补前铃型加减速时间常数(时间恒定)(ms)1602#6,#3 1,0 插补后加减速为直线型(使用插补前铃型加减速)1,1 插补后加减速为铃型(使用插补前直线型加减速)1603#7 1 插补前加减速为铃型(0:插补前直线型)7050#5 1 标准设定7050#6 0 标准设定7052#0 0/1 在PMC轴,Cs 轴的情况下,设定1不使用FAD功能:2007#6 FAD(精密加减速)有效2109 16 FAD 时间常数2209#2 1 FAD 直线型有效SERVO GUIDE 调试步骤1.设定打开伺服调整软件后,出现以下菜单画面:.点击上图中的“通讯设定”出现一下菜单编制审核批准。
FANUC机器人设置快速校准参考位作业指导书
2012—12—24
修改记录
0、备份机器人程序。
1、创建一个T_ZERO_REF轨迹
2、增加一个轨迹点
3、选择POSITION,查看点,选择repre->joint
4、修改6个轴坐标值均为0(对于6个轴不能同时回到零位,请选择J1为90deg(或者—90deg))
5、手动运行T_ZERO轨迹,机器人手动到参考位置
6、选择system variables—>master_enb,修改值为1
7、选择system—>master/cal
8、光标移动到5,选择yes,确认当前位置为快速校准参考位置
选择DONE,完成设置快速参考点工作
9、备份机器人程序。
并拍下此时机器人姿态图.
10、进入系统参数system->DMR_GRP[1]查看并记录值
附:机器人零位位置参考
1轴零位
2轴零位
3轴零位
4轴零位
5轴零位
6轴零位。
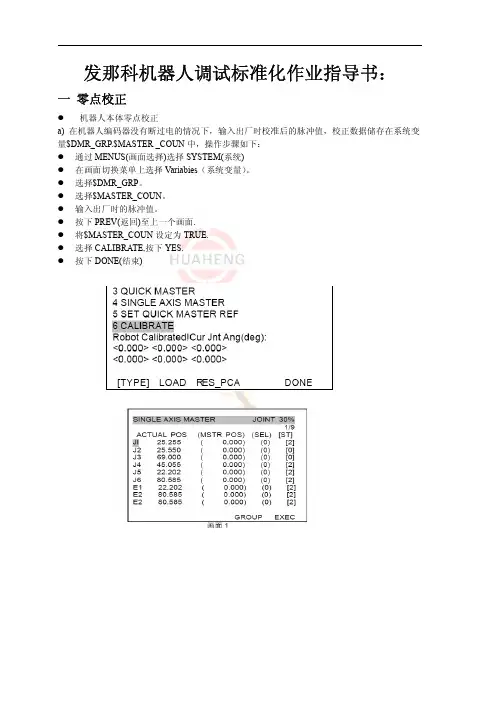
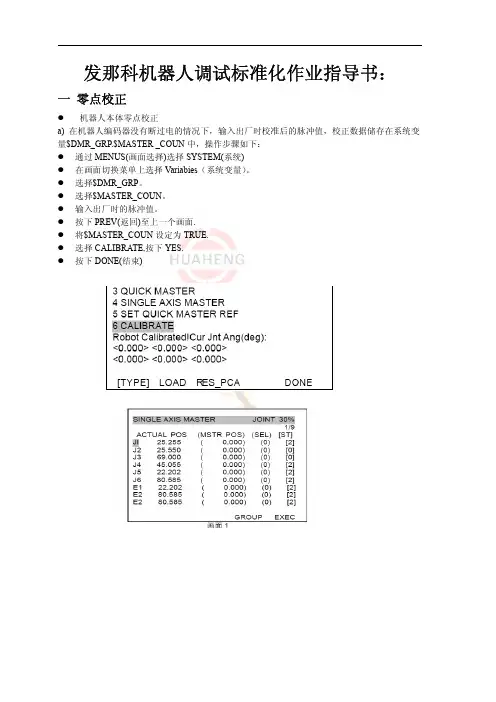
发那科机器人调试标准化作业指导书:一零点校正�机器人本体零点校正a)在机器人编码器没有断过电的情况下,输入出厂时校准后的脉冲值,校正数据储存在系统变量$DMR_GRP.$MASTER_COUN中,操作步骤如下:�通过MENUS(画面选择)选择SYSTEM(系统)�在画面切换菜单上选择Variabies(系统变量)。
�选择$DMR_GRP。
�选择$MASTER_COUN。
�输入出厂时的脉冲值。
�按下PREV(返回)至上一个画面.�将$MASTER_COUN设定为TRUE.�选择CALIBRATE,按下YES.�按下DONE(结束)b)编码器断过电的情况下(如电池耗尽,编码器线断开),操作步骤如下。
�通过MENUS(画面选择)选择SYSTEM(系统)。
�将$MASTER_ENB等于1或者2。
.�按下[TYPE]。
�选择Master/Ca1。
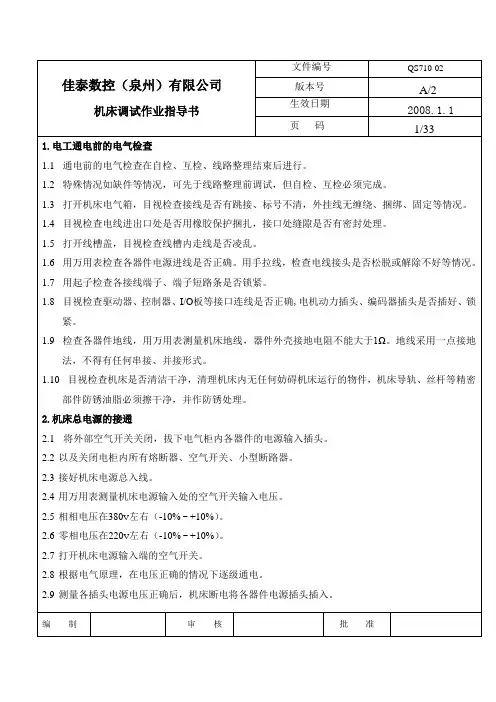
�选择SINGLE AXIS MASTER见图(画面1)�在JOG方式下将机器人移动到零点位置。
�将需要校正的那一个轴的(SEL)改为1.�见图(画面2)�按下EXEC(执行)见图(画面3)�按下PREV(返回)至上一个画面。
�选择CALIBRATE,按下YES.�按下DONE(结束)�机器人外部轴校正校正a)通过MENUS(画面选择)选择SYSTEM(系统)。
b)将$MASTER_ENB等于1或者2。
.c)按下[TYPE]。
d)选择Master/Ca1。
e)选择SINGLE AXIS MASTERf)在JOG方式下将机器人移动到零点位置。
g)将需要校正的那一个轴的(SEL)改为1.h)按下EXEC(执行)i)按下PREV(返回)至上一个画面。
j)选择CALIBRATE,按下YES.k)按下DONE(结束)二检差设置的减速比�直线轴减速比检查将工具TCP点对准设备上TCP点,用笛卡儿坐标系,同方向正负移动外部轴,移动距离不小于800mm,检查工具TCP点和设备上TCP点的位置偏差应小于等于±0.1,如果大于±0.1则减速比不正确,请看图纸重新设定。

SENSOR HOUSING机器人坐标校正说明1、示教器各按键的功能1)[EMG.STOP] 开关是紧急停止用的带锁定功能的按钮开关。
按压该开关,则无论示教单元处于有效还是无效状态,机器人均会进行伺服关闭,并立即停止。
解除紧急停止状态时,请将开关向右旋转,或将开关向外拉。
(按压紧急停止开关,则机器人进入错误状态。
请在解除开关后,进行错误复位操作。
)2)[TB ENABLS] 开关是设定通过示教单元进行的机器人的操作为有效还是无效的开关。
该开关为备用开关,示教单元有效时,开关内的指示灯亮灯。
此外,前面的ENABLE 指示灯也亮灯。
使用示教单元操作机器人时,请务必将示教单元设为有效。
如果将示教单元设为有效,则示教单元的操作被赋予优先权,可通过示教单元进行操作,同时来自控制器及外部的操作将无法进行。
此外,从控制器或外部进行操作时,请将示教单元设为无效状态。
3)有效开关(3 位置开关)是位于背面的3 位置的开关。
示教模式时,松开或用力拉(按压)本开关,则进行伺服关闭。
JOG 操作及单步执行等在伺服开启状态下起作用的操作,请在轻按本开关的状态下进行。
此外,进行了紧急停止和伺服关闭操作,处于伺服关闭状态时,仅按压本开关也不会进行伺服开启。
请重新进行伺服开启操作。
4)显示面板通过示教单元的按键操作,显示程序的内容及机器人的状态。
5)状态显示灯显示示教单元及机器人的状态。
[POWER]:示教单元有供电时亮绿灯。
[ENABLE]:示教单元处于有效状态时亮绿灯。
[SERVO]:机器人伺服开启时亮绿灯。
[ERROR]:机器人处于错误状态时亮红灯。
6)[F1][F2][F3][F4] 按键执行显示面板的功能显示部中显示的功能。
7)[FUNCTION] 键在1 个操作中,[F1][F2][F3][F4] 键中分配的功能有5 个以上时,按压该键即切换功能显示,更改[F1][F2][F3][F4] 键中分配的功能。
8)[STOP] 键如果机器人正在动作中,则立即减速,使机器人的动作停止。
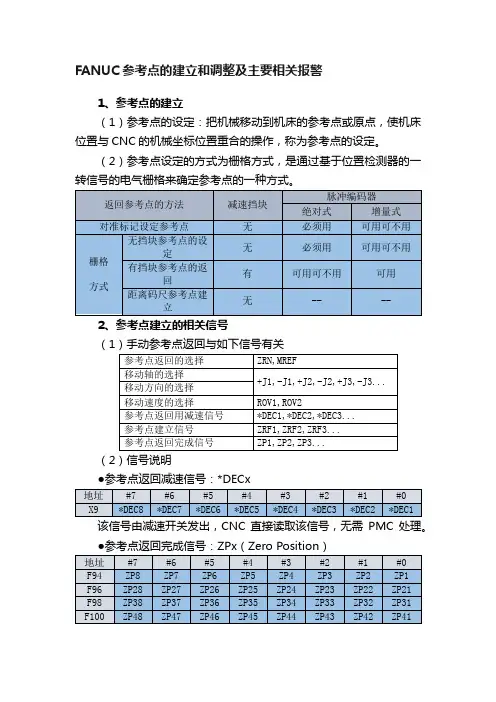
FANUC参考点的建立和调整及主要相关报警1、参考点的建立(1)参考点的设定:把机械移动到机床的参考点或原点,使机床位置与CNC的机械坐标位置重合的操作,称为参考点的设定。
(2)参考点设定的方式为栅格方式,是通过基于位置检测器的一转信号的电气栅格来确定参考点的一种方式。
2、参考点建立的相关信号(1)手动参考点返回与如下信号有关(2)信号说明●参考点返回减速信号:*DECx该信号由减速开关发出,CNC直接读取该信号,无需PMC处理。
●参考点返回完成信号:ZPx(Zero Position)ZPnA:n=参考点号(第几参考点) A=轴号。
手动返回参考点或自动返回参考点(G28)完毕时,返回参考点完成信号(ZPx)变为1。
用手动进给或自动运行从参考点开始移动,或按急停按钮等,将使返回参考点完成信号信号(ZPx)变为0。
●参考点建立信号:ZRFx(Zero Reference)建立参考点过程中,当显示的位置坐标和机械原点位置一致时,此信号变为1。
注:使用增量脉冲编码器时,电源接通后进行1次返回参考点后就变为1;并且在切断电源之前均为1。
使用绝对式脉冲编码器时,建立参考点(参数1815#4:APZ为1)后,变为1。
3、挡块式参考点的建立及调整(1)挡块式参考点建立通过在机械上某一固定点安装减速开关,通过和工作台上的挡块进行碰压来确定参考点的位置。
碰压以后第一栅格点就是参考点。
PRM1005#1 为0时:有挡块参考点;为1时:无挡块参考点。
PRM1815#5 为0时:增量位置控制。
栅格方式:使用减速挡块回参考点使用CNC内部设计的栅格(每隔一定距离的信号)进行停止。
●确认减速挡块的位置因机械上不能保证每次对减速挡块的碰压和弹起时间的一致,所以如何调整脱开挡块距离原点的位置(脱开挡块的第一个栅格)就变得非常关键。
该调整不当时,会发生参考点偏差在一个螺距的现象。
(2)调整方法:参考技术区容量(栅格间距)=10000①参数PRM1850栅格偏移量为0;②返回参考点,建立原点;③观察诊断DGN302的数值;调整为5000数值为佳。
维修培训实习教材第二节基本参数设定一实习目的(一)掌握FANUC 数控系统的参数输入方法(二)掌握FANUC 数控系统的参数设定步骤(三)掌握机床运行所需要设定的最基本参数二实习内容学习“参数设定支持画面”中每一项的设定三实习步骤有关参数设定的说明:对于FANUC数控系统,其参数的数目是很大的,想对每一位参数都进行掌握和设定是很困难的。
事实上,对FANUC数控系统参数,并不是需要对其输入某个数值才称之为设定参数。
大部分的位型参数,设为0时反而是有效的,设为0反而是很多机床默认的习惯状态。
这点在进行参数学习时要清楚。
具体步骤:(一)系统通电,将“参数可写入”开关打开。
- 1 -(二)系统断电,重新开机,开机的同时按住[RESET]功能键直到系统进入正常画面,其结果是系统参数被清除,但系统功能参数(也叫保密参数)(NO.9900-9999)不被清除,如果是新版系统,系统功能参数(也叫保密参数)存在于系统软件中,也不会被清除。
所以,此项操作仅会清除系统功能参数(也叫保密参数)之外的普通参数(三)按[SYSTEM] 功能键,然后按扩展软键[+]几次,直到出现参数设定支持画面的软键[PRMTUN] 。
进入参数设定支持画面(按软键[PRMTUN])。
按此键几次,出现下图中的软键[PRMTUN]- 2 -参数设定步骤和内容画面中的项目就是参数的设定调试步骤。
这次着重学习第一项“AXISSETTING(轴设定)”项和最后一项“MISCELLANY (其它)”项,参数设定支持画面里的其他项(伺服参数设定,主轴设定等)将在别的课时里学习。
(四)按照顺序设定这两项参数。
第一项:AXIS SETTING(轴设定)项,轴设定里面有以下几个组,对每一组参数进行设定。
(BASIC(基本))组:有关基本设定的参数。
组参数号简述设定说明- 3 -基本1001#0 直线轴的最小移动单位0:公制(公制机床)公制机床设定为01002#1 无档块参考点设定1004#1 设定最小输入单位和最小移动单位。
发那科机器人零点标定说明
在发那科工业机器人得到充分和正确标定零点时,它的使用效果才会最好。
因为只有这样,机器人才能达到它最高的点精度和轨迹精度,完全能够以编程设定的动作运动,所以这篇文章介绍一下发那科工业机器人如何进行零点标定。
如果因电池长时间电量低出现的零位丢失,更换电池后首先需要做以下步骤↓
一、按下示教器中的MENU键,选择下一页,然后选择系统,发现没有零点标定的选项,这时其他的一切无从谈起,我们必须把这个选项调出来。
于是我们进入系统下面的变量。
按下“Shift”键+下方向键快速下翻找到“MASET_ENB”这一项。
FANUC机器人操作指南1 机器人程序FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;2: !******************************** ;3: !SAIC Motor ;4: !Station RBS010 - Robot 1 ;带!的语句为程序中的注释 5: !PROGRAM W261 ;6: !******************************** ;127: !ECHO STYLE ; 8: TIMER[1]=RESET ; 9: TIMER[1]=START ;10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ;13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ;17: WAIT (F[1:Capwear Complete]) ;表1-1 机器人Style 程序标准焊接子程序31.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;2: !STYLE10: PROCESS1 ;3: !******************************** ;4: !SAIC Motor ;5: !Station RBS010 Robot 1 ;6: !PROGRAM W261 ;7: !******************************** ;8: !BEGIN PROCESS - PATH SEGMENT ;9: SET SEGMENT(50) ;10: UTOOL_NUM=1 ;11: UFRAME_NUM=0 ;12: PAYLOAD[1] ;4514:J P[2] 100% CNT100 ; 15:J P[3] 100% CNT100 ; 16:J P[4] 100% CNT50 ; 17:J P[5] 100% CNT50 ;18:L P[6:w261bs1115] 2000mm/sec FINE : SPOT[SD=10,P=2,S=2,ED=10] ; 19:J P[7] 100% CNT50 ; . . . . . .87:L P[72:w261bs1245] 2000mm/sec FINE : SPOT[SD=10,P=1,S=1,ED=10] ; 88:J P[73] 100% CNT80 ; 89:J P[74] 100% CNT100 ; 90:J P[75] 100% CNT100 ; 91:J P[76] 100% CNT100 ;焊点号,将机器人光标移到P[X]上,点击ENTER 键即可编辑。
FANUC机器人程序员教材--第三章坐标系设置(一、工具坐标系)第三章坐标系设置一.工具坐标系;直角坐标系,定义 TCP 点的位置和姿态。
TCP:工具中心点。
二.用户坐标系;程序中记录所有位置信息的参考坐标系,用户可定义该坐标系。
一、工具坐标系1. 缺省设定的工具坐标系的原点位于机器人 J6 轴的法兰上。
根据需要把工具坐标系的原点移到工作的位置和方向上,该位置叫工具中心点 TCP(T ool Center Point)。
2. 工具坐标系的所有测量都是相对于 TCP 的,用户最多可以设置10 个工具坐标系,它被存储于系统变量$MNUTOOLNUM。
3. 设置方法:·三点法·六点法·直接输入法方法一:三点法设置步骤如下:1. 依次按键操作:【MENU】(菜单)‐‐【SETUP】(设定)‐‐ F1【Type】(类型)‐‐【Frames】(坐标系)进入坐标系设置界面,见画面3‐1;2. 按F3 【OTHER】(坐标)选择【T oolFrame】(工具坐标)进入工具坐标系的设置界面,见画3‐2;3. 移动光标到所需设置的 TCP 点,按键F2 【DETAIL】(细节)进入详细界面(画面3‐3);4. 按 F2 【METHOD】(方法),见画面 3,移动光标,选择所用的设置方法【Three point 】(3 点记录)‐‐‐‐三点法,按【ENTER】(回车)确认,进入画面3‐4;5. 记录接近点 1:a.移动光标到接近点 1(Approach point 1);b.把示教坐标切换成全局坐标(WORLD)后移动机器人,使工具尖端接触到基准点;c.按【SHIFT】+F5【RECORD】(位置记录)记录。
6. 记录接近点 2:a.移动光标到接近点 2(Approach point 2);b.把示教坐标切换成关节坐标(JOINT),旋转J6 轴(法兰面)至少 90 度,不要超过 360 度;c.把示教坐标切换成全局坐标(WORLD)后移动机器人,使工具尖端接触到基准点;d.按【SHIFT】+F5【RECORD】(位置记录)记录;7. 记录接近点 3:a.移动光标到接近点 3(Approach point 3);b.把示教坐标切换成关节坐标(JOINT),旋转 J4 轴和J5 轴,不要超过 90 度;c.把示教坐标切换成全局坐标(WORLD)后移动机器人,使工具尖端接触到基准点;d.按【SHIFT】+F5 【RECORD】(位置记录)记录;8. 当三个点记录完成,新的工具坐标系被自动计算生成(画面3‐5);方法二:六点法设置步骤如下:1. 依次按键操作:【MENU】(菜单)‐‐【SETUP】(设定)‐‐F1 【Type】(类型)‐‐【Frames】(坐标系)进入坐标系设置界面,见画面3‐6;2. 按 F3 【OTHER】(坐标)选择【T oolFrame】(工具坐标)进入工具坐标系的设置界面,见画面3‐7;3. 在画面3‐7 中移动光标到所需设置的TCP 点,按键F2【DETAIL】(细节)进入画面3‐8;4. 按 F2 【METHOD】(方法)选择所用的设置方法【Six point】(6 点记录)‐‐‐六点法,进入画面3‐9;注:记录工具坐标的 X 和 Z 方向点时,可以通过将所要设定的工具坐标的X 和Z 轴平行于全局坐标(WORLD)轴的方向,可以使操作简单化。
FANUC机器人操作说明书1.概要 (3)2.坐标系 (7)3.程序创建 (11)4.动作指令 (12)5.焊接指令 (16)6.摆动指令 (18)7.寻点指令 (20)概要•机器人•控制装置•示教器机器人机器人是由通过伺服电机驱动的轴和手腕构成的机构部件。
手腕叫做机臂,手腕的接合部叫做轴杆或者关节。
最初的3轴(J1.J2.J3)叫做基本轴。
机器人的基本构成,由该基本轴分别由几个直动轴和旋转轴构成而确定。
机械手腕轴对安装在法兰盘上的末端执行器(焊枪)进行操控。
如进行扭转、上下摆动、左右摆动之类的动作。
机械臂控制装置机器人控制装置,由电源装置、用户接口电路、动作控制电路、存储电路、I/O电路等构成。
用户在进行控制装置的操作时,使用示教操作盘和操作箱。
动作控制电路通过主cpu印刷电路板,对用来操作包含附加轴在内的机器人的所有轴之伺服放大器进行控制。
示教操作盘与菜单相关的键控开关与JOG相关的键控开关与执行相关的键控开关与编辑相关的键控开关2.坐标系坐标系是位确定机器人的位置和姿势而在机器人或空间上进行定义的位置坐标系统。
坐标系有关节坐标系、关节坐标系关节坐标系是设定在机器人的关节中的坐标系。
关节坐标系中的机器人的位置和状态,以各关节的底座侧的关节坐标系为基准而确定。
下图中的关节坐标系的关节值,处在所有轴都为0°的状态.关节坐标系刀具坐标系这是用来定义刀尖点(TCP)的位置和刀具姿势的坐标系.刀具坐标系必须事先进行设定.位定义时.将由机械接口坐标系代替刀具坐标系。
世界坐标系世界坐标系,是被固定在空间上的标准笛卡尔坐标系,其被固定在机器人事先确定的位置。
用户坐标系基于该坐标系而设定。
她用于位置数据的示教和执行。
用户坐标系用户坐标系,是用户对每个作业空间进行定义的笛卡尔坐标系。
它用于位置寄存器的示教和执行、位置补偿指令的执行等。
位定义时将由世界坐标系来替代该坐标系。
注:在程序示教后改变了刀具或用户坐标系的情况下,必须重新设定程序的各示教点和范围。
FANUC机器人:参考位置功能介绍与设定方法机器人参考位置概述机器人参考位置是在运行程序中或手动运行过程中频繁使用的固定位置(预先设定的位置)。
参考位置通常是离开工装夹具等外围设备的可动区域范围内的安全位置。
机器人位于参考位置时,会立即输出预先设定的数字信号,实现与总控系统或其他设备的信号交互。
FANUC机器人根据这种工况,在机器人系统中内置了参考位置设定功能,以方便用户快速有效地实现机器人的运行控制需求。
该功能可以通过将参考位置设定置于启用/禁用,来实现约定信号的输出有效或无效。
机器人最多支持设定10个参考位置。
参考位置设定方法1.机器人示教器上按“MENU (菜单)”键,在弹出的“MENU 1” 菜单画面中,依次选择“6 设置”→“设置2”→“4 参考位置”。
2.在弹出的参考位置一览画面中,选择要设定的参考位置编号,本例中选择编号1。
3.点击下方的“详细”,在弹出的设定参考位置详细画面中,可以设定参考位置相关参数,主要需要设定的有注释、信号定义、机器人各个轴的旋转角度以及各个轴的允许误差范围。
注释设置:参考位置注释设置与其他注释设置方法一样,直接输入需要设置的注释信息就可以了,如本例中设置的OUT DO6。
信号定义:在“信号定义”参数栏中可以设定机器人位于参考位置时的数字输出信号,FANUC机器人支持设定两种信号类型,分别是数字量输出类型(DO[])与机器人输出类型(RO[]),本例定义的输出信号为DO[6]。
定义输出信号时,要避免与其它参考位置发生重复。
如果在两个以上参考位置中定义了同一信号,则有可能会发生机器人处在参考位置时,但输出信号状态无变化等不可预料的错误。
机器人参考位置:机器人参考位置有两种设定方法:一、位置示教,首先将机器人手动运行到参考位置处,然后将光标移动到J1~J6的设定栏,最后在示教器的操作面板中按住SHIFT键,同时再点击“记录”依次对当前参考位置进行示教;二、直接输入参考位置数值,这种情况下,可以将光标移动到J1~J6的设定栏,然后按“ENTER”键,输入机器人轴的旋转角度值之后,再次按下“ENTER”键对输入的角度值进行确认。
发那科机器人系列R-30iA/ R-30iA控制器iRvison操作手册该iRVision工具是一组功能,可帮助您操作iRVision。
注意:这些功能可在V7.50P或更高版本的机器人控制器。
要显示iRVision工具菜单中,执行以下步骤:1.按菜单示教盒。
2.按F1键[TYPE],选择[iRVision],如下所示的窗口出现。
公用事业iRVision1)。
机器人生成网格CALIB2)。
自动网格框架集3)。
视觉日志菜单1.1视觉日志菜单视觉日志菜单允许您为iRVision日志数据进行以下操作:出口存储在机器人控制器的视觉日志数据转换为文本格式,并输出转换后的数据到指定的外部设备。
输入导出的视力日志数据转换为二进制格式并读取转换后的数据到机器人控制器。
删删除存储在机器人控制器的视觉日志数据。
如果选择iRVision工具菜单中的[视觉日志菜单],将显示如下所示的一个菜单1.2网格框设定-page 309网格框架设定功能设定使用摄像机标定网格框架。
与手动触摸式设定的方法相比,该函数提供了许多优点(优点),其中包括该帧的精确的设置,而不需要用户技能,无需补妆指针或设置TCP触摸式设置,和半自动容易做到的操作。
在网格帧设置,校准栅格从多个方向测量通过使用相机和所测量的校准网格帧在机器人控制器的用户帧区域或工具框区域设置。
注意:1.只对索尼XC-56相机都可以使用。
11.2.1概述在网格帧设定功能,机器人保持相机或机器人保持校准网格自动地移动到改变的相对位置和方向的照相机和校准电网之间,并多次找到网格图案。
最后,校准网格相对于机器人底座或所述机器人机械接口帧(机器人面部的地方)的帧的位置被识别。
当执行网格帧设定功能中,一帧上设置校准网格,如图中所示。
如图在测量过程中,检测结果和测量执行步骤被显示在运行时视力显示屏上。
当测量成功完成时,机器人移动到这样一个位置,使相机和校准网格直接彼此面对,并且所述校准网格帧的原点看到的图像的中心。
FANUC机器人设置快速校准参考位作业指导书
2012-12-24
修改记录
0、备份机器人程序。
1、创建一个T_ZERO_REF轨迹
2、增加一个轨迹点
3、选择POSITION,查看点,选择repre->joint
4、修改6个轴坐标值均为0(对于6个轴不能同时回到零位,请选择J1为90deg(或者-90deg))
5、手动运行T_ZERO轨迹,机器人手动到参考位置
6、选择system variables->master_enb,修改值为1
7、选择system->master/cal
8、光标移动到5,选择yes,确认当前位置为快速校准参考位置
选择DONE,完成设置快速参考点工作
9、备份机器人程序。
并拍下此时机器人姿态图。
10、进入系统参数system->DMR_GRP[1]查看并记录值
CALIBRATION QUICK MASTER $REF-POS $MASTER-COUN [1] [1] = ? $REF-COUNT [1] [1] =? [1] =?
$MASTER-COUN [2] [2] = ? $REF-COUNT [2] [2] = ? [2] =?
$MASTER-COUN [3] [3] =? $REF-COUNT [3] [3] =? [3] =?
$MASTER-COUN [4] [4] =? $REF-COUNT [4] [4] = ? [4] = ?
$MASTER-COUN [5] [5] =? $REF-COUNT [5] [5] =? [5] = ?
$MASTER-COUN [6] [6] =? $REF-COUNT [6] [6] =? [6] = ?
附:机器人零位位置参考
1轴零位
2轴零位
3轴零位
4轴零位
5轴零位
6轴零位。