机床电气系统排故实例
- 格式:pptx
- 大小:707.88 KB
- 文档页数:78
电控与机床排故实验总结嘿,朋友们!今天咱来聊聊电控与机床排故实验这档子事儿。
你说这电控和机床,就像一对好搭档,一个负责指挥,一个负责干活。
可要是这中间出了岔子,那可就热闹啦!就好比一辆汽车,发动机再好,电路出问题了,它也跑不起来呀,对吧?在做这个实验的时候啊,可得瞪大眼睛,就像侦探找线索一样。
每一个细节都不能放过,一个小小的线头松了,都可能引发大问题呢!比如说有一次,机床就是不听话,怎么都不动,可把我急坏了。
我这左看看右看看,嘿,原来是有根线没插紧,你说气人不气人!这就好像一个人走路,鞋带松了,不就容易摔跟头嘛。
还有啊,做这个实验可不能毛躁。
你得静下心来,慢慢琢磨。
有时候问题就藏在那些你觉得不可能的地方。
就跟玩捉迷藏似的,你得有耐心才能找到它。
我记得有一回,我找了半天都没发现问题在哪儿,都快放弃了。
结果呢,在一个角落里发现了一个小开关没开,哎呀,当时我就想,我咋这么笨呢!做这个实验也得有想象力。
你得能想到各种可能出现的情况,就像导演拍戏一样,得把各种情节都想到。
比如说机床突然发出奇怪的声音,你就得想,这是哪儿出问题了呢?是零件松了?还是电路有干扰?你要是没点想象力,那可就难办咯!咱再说说排故的过程,那真的是像爬山一样,一步一步来。
有时候遇到一个难题,就像遇到一个陡峭的山坡,得费好大的劲才能爬上去。
但等你解决了这个难题,那种成就感,真的是没法形容!就好像你爬上了山顶,看到了美丽的风景一样。
而且啊,做这个实验还得学会总结经验。
每次遇到问题,解决了之后,都得好好想想,下次遇到类似的情况该怎么办。
这就跟咱学习一样,得不断积累知识,才能越来越厉害呀!你说是不是?总之呢,电控与机床排故实验可不是一件容易的事儿,但只要咱有耐心,有想象力,肯钻研,就一定能把它做好!咱可不能被这点小困难吓倒,对吧?大家一起加油,让我们的机床乖乖听话,为我们创造更多的价值!。
前言X62W万能铣床、T68卧式镗床电气控制模拟设备,较好的模拟了实际机床电气控制的主要内容,对实际机床中的操作手柄,用行程开关或万能转换开关加以替代,而其余的保留了原有的电气控制元件。
设备以实现电气控制为目的,最大限度反映控制特点,选用小容量电机及相适应的控制电器,较好地实现了电气模拟控制。
X62W万能铣床、T68卧式镗床电气控制模拟设备,主要用于电气专业学生进行电气控制实验、教学演示、电气控制维修技能教学与故障检修技能培训等,符合国家职业技能鉴定规范中维修电工中级的要求,能够满足维修电工中级机床检修需要。
该模拟设备不但适用于学生的培训,也适用于社会电工的培训。
通过对模拟设备进行操作、故障检修等一系列实战性练习,能够较快的掌握机床电气控制线路原理的分析、故障维修及常用电工工具和仪表的使用。
X62W万能铣床、T68卧式镗床电气控制模拟设备适用于高等院校、职高、中专、技校等机电类、电气类专业,也适用于各类维修电工培训机构。
模拟机床主要技术参数:电源:AC380V,三相四线制供电;电源频率:50HZ;总功率: X62W型万能铣床: 2KW;T68卧式镗床:1.5KW工作环境:干燥第一学习单元机床电气维修方法一、机床电气设备的维护和保养机床在运行中会产生各种各样的故障,致使机床停止运行,或造成设备损坏,甚至人身事故。
机床出现故障的原因,除部分是电器元件自然老化外,还有相当部分的故障是因为忽视对机床的日常维护和保养,以致小隐患变成大事故。
还有些故障是由于操作人员和维护人员操作方法不对,判断、测量错误而扩大事故范围,使用不合格配件,凑合行事。
所以为保证机床正常运行,减少维修停机时间,必须重视机床的日常维护和保养。
维护保养工作的主要内容:1、电动机的日常维护电动机是机床设备的主要动力源,电动机修复工作费力费时,所有要重视电动机的日常维护、保养工作。
主要内容包括以下几方面:(1)经常保持电动机表面清洁,不应用湿布或沾有汽油、机油的布抹灰尘。
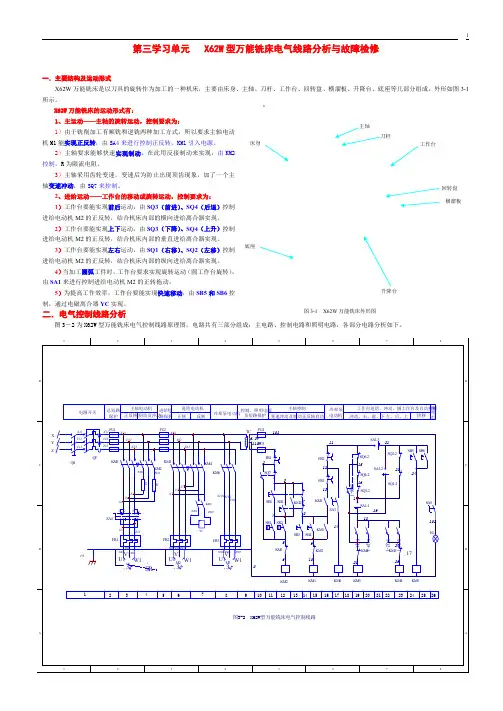
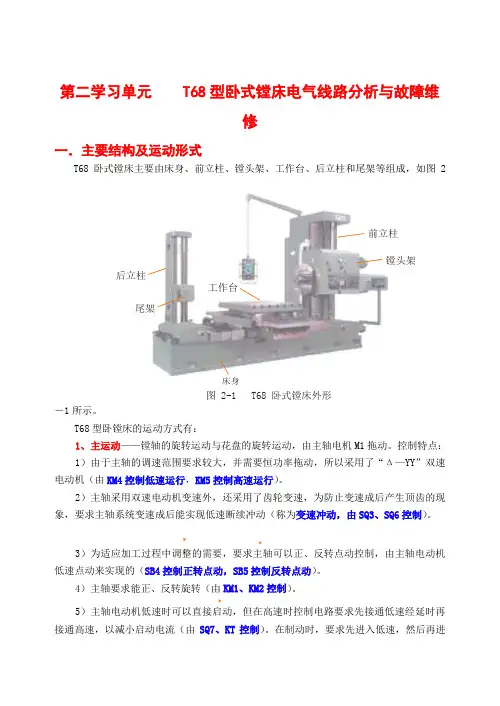
第二学习单元 T68型卧式镗床电气线路分析与故障维修一.主要结构及运动形式T68卧式镗床主要由床身、前立柱、镗头架、工作台、后立柱和尾架等组成,如图2前立柱镗头架后立柱工作台尾架床身图2-1 T68卧式镗床外形-1所示。
T68型卧镗床的运动方式有:1、主运动——镗轴的旋转运动与花盘的旋转运动,由主轴电机M1拖动。
控制特点:1)由于主轴的调速范围要求较大,并需要恒功率拖动,所以采用了“Δ—YY”双速电动机(由KM4控制低速运行,KM5控制高速运行)。
2)主轴采用双速电动机变速外,还采用了齿轮变速,为防止变速成后产生顶齿的现象,要求主轴系统变速成后能实现低速断续冲动(称为变速冲动,由SQ3、SQ6控制)。
3)为适应加工过程中调整的需要,要求主轴可以正、反转点动控制,由主轴电动机低速点动来实现的(SB4控制正转点动,SB5控制反转点动)。
4)主轴要求能正、反转旋转(由KM1、KM2控制)。
5)主轴电动机低速时可以直接启动,但在高速时控制电路要求先接通低速经延时再接通高速,以减小启动电流(由SQ7、KT控制)。
在制动时,要求先进入低速,然后再进行制动,以减小制动电流。
6)主轴停车时要求快速并准确,在此采用了反接制动,为防止制动结束后反向启动,用速度继电器SR检测转速。
2、进给运动——镗轴的轴向进给,花盘刀具溜板的径向进给,镗头架的垂直进给,工作台的横向进给,工作台的纵向进给,都是由进给电机M2拖动,并通过齿轮、齿条等来完成。
在此要求进给电动机M2能实现正、反转(由KM6、KM7控制)。
二.电气控制线路分析图2-2为T68型卧式镗床电气控制线路,由主电路、控制电路和照明电路三部分组成。
1.主电路分析T68型卧式镗床共由两台三相异步电动机驱动,即主拖动电动M1(双速电动机)和快速移动电动机M2组成。
熔断器FU1作电路总的短路保护,FU2作快速移动电动机和控制电路的短路保护。
M1设置热继电器FR作过载保护,M2是短期工作,所以不设置热继电器。
机床控制线路工作原理维修排故指导目录第一章工业机床电气设备的维修和保养一、机床电气设备维修的一般要求二、机床电气设备维修的一般方法(一)电气设备的日常维护和保养(二)电气故障检修的一般方法第二章机床控制线路原理及排故一、CA6140型车床工作原理分析二、M7120型平面磨床工作原理分析三、Z3050型摇臂钻床工作原理分析四、X62W型万能铣床工作原理分析五、T68型镗床工作原理分析六、15/3T桥式起重机工作原理分析第三章机床电路故障检测实验指导一、CA6140型车床各故障点的对应现象及查故方法二、M7120型平面磨床各故障点对应现象及查故方法三、Z3050型摇臂钻床各故障点对应现象及查故方法四、X62W型万能铣床各故障点对应现象及查故方法五、T68型镗床各故障点对应现象及查故方法六、15/3T桥式起重机故障点对应现象及查故方法机床控制线路工作原理、维修排故指导本指导用书是根据中级维修电工的考核要求,通过对CA6140普通车床、Z3050摇臂钻床、M7120平面磨床、X62W万能铣床、T68卧式镗床、15/3T桥式起重机等具有代表性的常用生产机械的电气控制线路进行工作原理分析指导,故障检测实验指导,以提高在实际考核中综合分析和排除故障的能力。
第一章、工业机床电气设备维修的一般要求和方法一、机床电气设备维修的一般要求电气设备在运行的过程中,由于各种原因难免会产生各种故障,致使工业机械不能正常工作,不但影响生产效率,严重时还会造成人身设备事故。
因此,电气设备发生故障后,维修电工能够及时、熟练、准确、迅速、安全地查出故障,并加以排除,尽早恢复工业机械的正常运行,是非常重要的。
对工业机床电气设备维修的一般要求是:1.维修步骤和方法必须正确,切实可行。
2.不得损坏完好的电器组件。
3.不得随意更换电器组件及连接导线的型号规格。
4.不得擅自改动线路。
5.损坏的电气装置应尽量修复使用,但不得降低其固有的性能。
6.电气设备的各种保护性能满足使用要求。
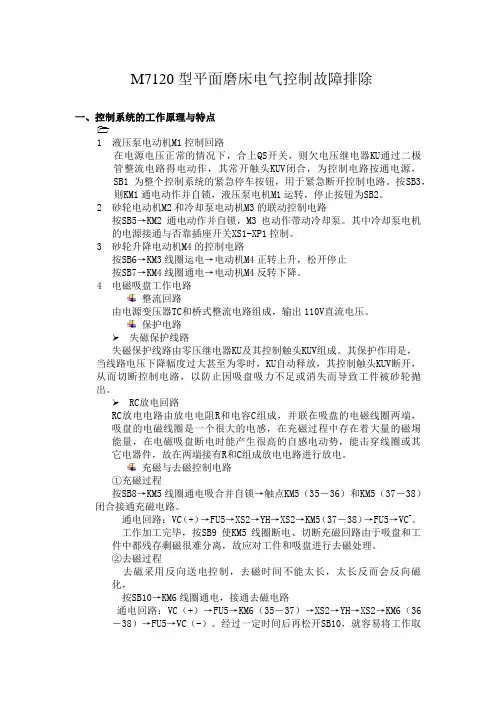
M7120型平面磨床电气控制故障排除一、控制系统的工作原理与特点1 液压泵电动机M1控制回路在电源电压正常的情况下,合上QS开关,则欠电压继电器KU通过二极管整流电路得电动作,其常开触头KUV闭合,为控制电路按通电源,SB1为整个控制系统的紧急停车按钮,用于紧急断开控制电路。
按SB3,则KM1通电动作并自锁,液压泵电机M1运转,停止按钮为SB2。
2砂轮电动机M2和冷却泵电动机M3的联动控制电路按SB5→KM2通电动作并自锁,M3也动作带动冷却泵。
其中冷却泵电机的电源接通与否靠插座开关XS1-XP1控制。
3砂轮升降电动机M4的控制电路按SB6→KM3线圈运电→电动机M4正转上升,松开停止按SB7→KM4线圈通电→电动机M4反转下降。
4 电磁吸盘工作电路整流回路由电源变压器TC和桥式整流电路组成,输出110V直流电压。
保护电路➢ 失磁保护线路失磁保护线路由零压继电器KU及其控制触头KUV组成。
其保护作用是,当线路电压下降幅度过大甚至为零时,KU自动释放,其控制触头KUV断开,从而切断控制电路,以防止因吸盘吸力不足或消失而导致工件被砂轮抛出。
➢ RC放电回路RC放电电路由放电电阻R和电容C组成,并联在吸盘的电磁线圈两端,吸盘的电磁线圈是一个很大的电感,在充磁过程中存在着大量的磁埸能量,在电磁吸盘断电时能产生很高的自感电动势,能击穿线圈或其它电器件,故在两端接有R和C组成放电电路进行放电。
充磁与去磁控制电路①充磁过程按SB8→KM5线圈通电吸合并自锁→触点KM5(35-36)和KM5(37-38)闭合接通充磁电路。
通电回路:VC(+)→FU5→XS2→YH→XS2→KM5(37-38)→FU5→VC-。
工作加工完毕,按SB9使KM5线圈断电、切断充磁回路由于吸盘和工件中都残存剩磁很难分离,故应对工件和吸盘进行去磁处理。
②去磁过程去磁采用反向送电控制,去磁时间不能太长,太长反而会反向磁化,按SB10→KM6线圈通电,接通去磁电路通电回路:VC(+)→FU5→KM6(35-37)→XS2→YH→XS2→KM6(36-38)→FU5→VC(-)。
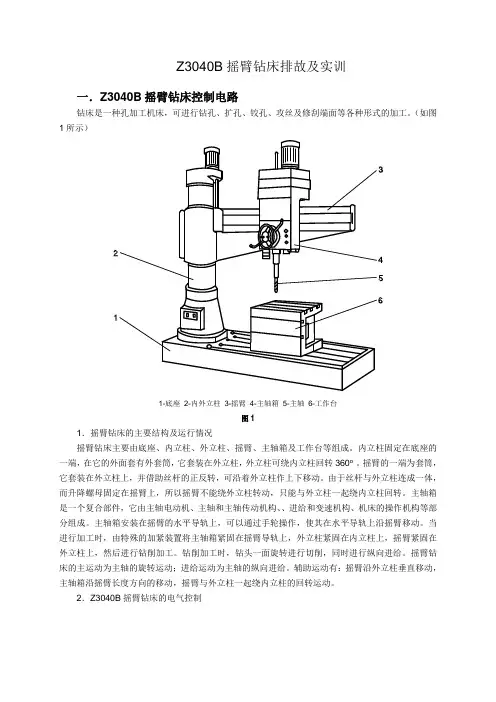
Z3040B摇臂钻床排故及实训一.Z3040B摇臂钻床控制电路钻床是一种孔加工机床,可进行钻孔、扩孔、铰孔、攻丝及修刮端面等各种形式的加工。
(如图1所示)1-底座2-内外立柱3-摇臂4-主轴箱5-主轴6-工作台图11.摇臂钻床的主要结构及运行情况摇臂钻床主要由底座、内立柱、外立柱、摇臂、主轴箱及工作台等组成。
内立柱固定在底座的一端,在它的外面套有外套筒,它套装在外立柱,外立柱可绕内立柱回转360o 。
摇臂的一端为套筒,它套装在外立柱上,并借助丝杆的正反转,可沿着外立柱作上下移动。
由于丝杆与外立柱连成一体,而升降螺母固定在摇臂上,所以摇臂不能绕外立柱转动,只能与外立柱一起绕内立柱回转。
主轴箱是一个复合部件,它由主轴电动机、主轴和主轴传动机构、、进给和变速机构、机床的操作机构等部分组成。
主轴箱安装在摇臂的水平导轨上,可以通过手轮操作,使其在水平导轨上沿摇臂移动。
当进行加工时,由特殊的加紧装置将主轴箱紧固在摇臂导轨上,外立柱紧固在内立柱上,摇臂紧固在外立柱上,然后进行钻削加工。
钻削加工时,钻头一面旋转进行切削,同时进行纵向进给。
摇臂钻床的主运动为主轴的旋转运动;进给运动为主轴的纵向进给。
辅助运动有:摇臂沿外立柱垂直移动,主轴箱沿摇臂长度方向的移动,摇臂与外立柱一起绕内立柱的回转运动。
2.Z3040B摇臂钻床的电气控制变压器TC 液压泵电动机L3L1L2电源开关及保护冷却泵电动机主轴电动机摇臂升降电动机图1 主回路4441015KM1KM6KT KM2KM3KM4KM5HL5HL4HL3HL2HL1EL1TC 14105556661816777191933310××10222HL61216主轴箱和立柱松开主轴箱和立柱夹紧电磁阀控制摇臂下降摇臂上升冷却泵、主轴电机起动工作指示灯照明变压器图2 控制回路上图为Z3040B摇臂钻床的电气控制线路图。
该摇臂钻床具有两套液压系统,一个是操纵机构液压系统,一个是加紧机构液压系统。
机床线路排故实习指导书杭州职业技术学院机电工程系电气教研室2006 年10月编目录课题一:机床电气控制电路的故障分析方法 (3)一、如何阅读机床电气原理图 (3)二、机床电气控制电路故障的一般分析方法 (3)三、机床电气控制电路电阻法检查故障举例 (5)附件一智能答题器的操作方法 (8)课题二:X62W万能铣床故障的分析与排除 (10)第一节X62W型卧式万能铣库电气控制线路分析 (13)一、铣床的主要工作情况 (13)二、主电路 (13)三、控制电路 (14)YL-ZX型X62W万能铣床电路故障点原理图 (19)第二节X62W万能铣床故障的分析与排除 (20)一、X62万能铣床面板 (20)二、X62万能铣床故障分析 (20)四、X62W铣床电路问答题 (27)附件二YL-ZX型X62W万能铣床电路实训考核台故障现象 (32)课题三:T68镗床故障的分析与排除 (33)第一节T68型镗床电气控制线路分析 (36)一、T68型卧式镗床的主要工作情况 (36)二、主电路 (36)三、控制线路 (37)五、辅助电路分析 (39)YL-ZT型T68镗床电路故障点原理图 (40)第二节T68镗床故障的分析与排除 (41)一、T68镗床的面板 (41)二、T6T镗床故障分析 (41)三、T68型镗床电路问答题 (47)附件三YL-ZT型T68镗床电路实训考核台故障现象 (49)课题四:Z3050摇臂钻床故障的分析与排除 (50)第一节Z3050摇臂钻床电气控制线路分析 (53)一、主要结构及运动形式 (53)二、摇臂钻床的电力拖动特点及控制要求 (53)三.电气控制线路分析 (54)YL-ZT型T68摇臂钻床电路故障点原理图 (57)第二节电气线路常见故障分析 (58)附件四YL-ZZ型Z3050摇臂钻床电路实训考核台故障现象 (60)课题一:机床电气控制电路的故障分析方法由于各类机床型号不止一种,即使同一种型号,制造商的不同,其控制电路也存在差别。
M7120平面磨床磨床正常工作状态:SB3控制KM1自锁启动,SB2控制KM1停止;SB5控制KM2自锁启动,SB4控制KM2停止;SB1为总停止;SB6点动控制KM3;SB7点动控制KM4;SB8控制KM5自锁启动,SB9控制KM5停止;SB10点动控制KM6X62W万能铣床铣床正常工作状态:一、初始静止状态:SA1,工作/换刀状态切换,打到常闭闭合、常开断开,即工作状态,此时灯YC1不亮;打到另一状态,即换刀状态,此时YC1亮,其他所有开关按钮都无反应。
正常运行时打到“工作”状态。
SA2,圆/非圆状态切换,正常运行时打到“非圆”状态。
SA2-1(42-26)和SA2-3(45-48)在圆状态时断开,在非圆状态时导通,SA2-2(46-49)则相反。
QS2,在KM1吸合状态下,单独控制冷却电机,与其他开关按钮无关。
SQ1,点动型开关,在任何状态下单独控制KM1点动,指示灯无变化。
二、正常运行状态:总开关上电,指示灯EL、YC2亮。
SB1(或SB2),KM1自锁启动,指示灯无变化。
SB5(或SB6),KM1停止,按到底时,灯YC1亮。
SB3(或SB4),KM2点动,动作时,灯YC2灭,灯YC3亮;不动作时,则相反。
在KM1和KM2两个都不吸合的情况下,无论SA2打到圆或非圆状态,SQ2~6都无反应。
在KM1或KM2有一个吸合的情况下,SA2在非圆状态时,SQ2、3、5控制KM3点动,SQ4、6控制KM4点动;SA2在圆状态时,KM3立即吸合,SQ2~6都点动断开KM3。
T68镗床镗床正常工作状态:一、初始静止状态:SQ、SQ1、SQ2、SQ3、SQ4打到如图所示位置,SQ、SQ1、SQ2打到原位,即常开断开、常闭闭合;SQ3、SQ4打到动作状态,即常开闭合、常闭断开。
二、正常运行状态:SB1,点动控制KM4;SB2按下,KA1、KM1、KM3、KM4吸合(正转低速启动)→SQ打到闭合→KT得电→延时数秒→KM4断开,KM5吸合(低速转高速)→SQ断开→KM5断开,KM4吸合(高速转低速)→SB1按下,反接制动,KA1、KM1、KM3断开,KM2、KM4吸合数秒后断开。
2.1.1 M7130磨床控制线路操作步骤:1.合上电源开关QS2.照明部分:合上开关SA2↑→照明灯EL亮若不亮查找二条回路:变压器T1一次侧回路,变压器T1二次侧灯泡回路解决图中F1,F9,F4,F7故障点3.砂轮及液压泵控制部分将开关SA1位于“退磁”位置,SA1两端的3—4线接通。
1)砂轮机起动:按下SB1↑→KM1↑吸合并自锁,砂轮电机M1正常运转(不缺相)。
停止:按下SB2↑→KM1↓释放,砂轮电机M1停止。
A)若KM1不吸合,查找KM1线圈控制回路解决图中F2,F5,F11故障点B)若电机M1缺相,查找电机M1主回路解决图中F14,F15故障点2)液压泵起动:按下SB3↑→KM2↑吸合并自锁,砂轮电机M3正常运转(不缺相)。
停止:按下SB4↑→KM2↓释放,液压泵电机M3停止。
A)若KM2不吸合,查找KM2线圈控制回路解决图中F3,F6故障点B)若电机M3缺相,查找电机M3主回路解决图中F13故障点4.电磁吸盘的控制部分1)将SA1位于“充磁”位置,SA1上的3—4两端断开,12—16,13—15两端接通→继电器KA↑吸合→电磁吸盘YH得电若KA不吸合,YH不充磁,查找二条回路:变压器二次侧及整流电路,直流充磁回路解决图中的F8,F12,F16故障点2)将SA1位于“退磁”位置,SA1上的12—15,13—14两端接通→继电器KA↓释放→电磁吸盘YH退磁(YH用灯泡代替,灯泡应仍亮)若电磁吸盘YH不能退磁(YH用灯泡代替,灯泡不亮),查找直流退磁回路解决图中F10故障点M7130平面磨床所设故障现象与分析及故障点汇总2.1.2 C6150车床控制线路操作步骤:1.合上电源开关QF1,QF22.照明部分:合上开关QF1↑→指示灯HL应亮,照明灯EL应亮若不亮查找二条回路:变压器T一次侧回路,变压器T二次侧灯泡回路解决图中F1,F3,F4,F12故障点3.主轴制动器控制部分合上电源开关QF1↑→主轴制动离合器线圈YB得电抱闸(用灯泡代替应亮)若YB不得电(灯泡代替不亮),查找VC输出的直流回路解决图中F13故障点4.主轴电机及冷却液电机及主轴正反转控制部分1)主轴电机M1正转起动将SA2位于“正转”位置,SA2上的7—8接通,按下SB3↑→KM1↑并自锁→主轴电机M1正转若KM1不吸合,查找KM1线圈回路解决图中F2,F5,F10,F14,F16,故障点2)主轴电机M1反转起动将SA2位于“反转”位置,SA2上的7—10接通,按下SB3↑→KM2↑并自锁→主轴电机M1反转若KM2不吸合,查找KM2线圈回路解决图中F6故障点3)冷却液电机M3起动在KM1(KM2)吸合的基础上,合上开关SA3↑→KM3↑吸合→冷却电机M3运转若KM3不吸合,则查找KM3线圈回路解决图中F7,F11故障点4)主轴正反转A)在KM1吸合的基础上,压下行程开关SQ3↑(向右)→中间继电器KA1↑吸合并自锁→电磁离合器YC1得电,主轴正转若KA1不吸合,则查找KA1线圈回路解决图中F8,F15故障点B)在KM1吸合的基础上,按下按钮SB4,中间继电器KA1↓释放,再压下行程开关SQ5↑(向左)→中间继电器KA2↑吸合→电磁离合器YC2得电,主轴反转若KA2不吸合,则查找KA2线圈回路解决图中F9故障点C6150车床所设故障现象与分析及故障点汇总2.1.3 Z3040摇臂钻床控制线路操作步骤:1.合上电源开关QS2.照明部分:指示灯HL1应亮,合上开关SA2↑→照明灯EL应亮若不亮查找二条回路:变压器T一次侧回路,变压器T二次侧灯泡回路解决图中F1,F2,F4,F10,F14故障点3..主轴电机控制部分主轴电动机起动:按下SB2↑→KM1↑并自锁→M1电动机正常运转(不缺相)同时,HL3指示灯亮若KM1不吸合,查找KM1线圈回路若电动机M1缺相,查找M1电机主回路若指示灯HL3不亮,查找变压器T二次侧HL3指示灯回路解决图中F3,F5;F13;F16故障点4.摇臂上升和下降控制部分1)摇臂上升:按下SB3↑+同时压下SQ2↑→KM2↑吸合→电动M2正转→摇臂上升若KM2不吸合,查找KM2线圈回路解决图中的F3,F6故障点2)摇臂下降:按下SB4↑+同时压下SQ2↑→KM3↑吸合→电动M2反转→摇臂下降若KM3不吸合,查找KM3线圈回路解决图中的F7故障点5..主轴箱与立柱松开和夹紧部分先将SQ3位于断开位置1)主轴箱和立柱松开:按下SB5↑→KM4↑吸合→M3电机正转,主轴箱与立柱松开若KM4不吸合,查找KM4线圈回路解决图中的F11,F8故障点2)主轴箱和立柱夹紧:按下SB6↑→KM5↑吸合→M3电机反转,主轴箱与立柱夹紧若KM5不吸合,查找KM5线圈回路解决图中的F12,F9故障点6.电磁阀控制部分按下SB3↑→KT↑→YV↑得电→电磁阀工作(YV用灯泡代替,YV应该亮)若YV不得电(YV灯泡代替不亮),查找YV线圈控制回路解决图中F15故障点Z3040钻床所设故障现象与分析及故障点汇总。