原材料检验技术标准2012
- 格式:doc
- 大小:129.50 KB
- 文档页数:5
en12613-2012
EN 12613-2012是一项欧洲标准,规定了对非金属材料进行可燃性测试的方法。
该标准适用于塑料、橡胶、纺织品等材料,旨在评估这些材料在特定条件下的燃烧性能和烟雾产生情况。
根据EN 12613-2012标准,测试方法包括垂直燃烧测试(Vertical Burning Test)和水平燃烧测试(Horizontal Burning Test)两种。
垂直燃烧测试是将试样竖直放置在一个特定的支架上,然后点燃试样底部并记录其燃烧行为和烟雾产生情况;水平燃烧测试则是将试样水平放置在一个特定的支架上,同样点燃试样底部并记录其燃烧行为和烟雾产生情况。
通过这些测试,可以评估材料的可燃性和烟雾产生情况,从而为制定相关的安全规范和标准提供参考依据。
图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)± a/2 (1)注:此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2),弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆,其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3),可以配置加力杠杆。
弯曲压头直径应按照产品标准要求,弯曲压头宽度应大于试样宽度或直径。
8.4. 试样8.4.1 一般要求试验使用圆形、方形、矩形或多边形模截面的试样。
样坯的切取位置和方向应按照相关产品标准的要求。
8.4.2 试样的宽度试样宽度应按照应相关标准产品要求8.4.3 试样的厚度试样厚度应按照应相关标准产品要求8.4.4试样的长度试样厚度应按照应相关试验装置(设备)要求的长度。
8.5 试验程序特别提示:试验过程应采取足够的安全措施和防护措施。
8.5.1试验一般在10℃~35℃的室温围进行8.5.2按照相关产品的规定,试样在给定的条件和力的作用下弯曲至规定的弯曲角度(见图1、图2和图3)8.5.3试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
可以采用图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至达到规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±0.2)mm/s.当使用上述方法如不能直接达到规定的弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定的弯曲角度。
轴线保持在垂直于弯曲轴的平面内。
8.3 试验设备8.3.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两支辊和一个弯曲压头的支辊式弯曲装置,见图1b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)±a/2 (1)8.5.3试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
可以采用图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至达到规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±0.2)mm/s.当使用上述方法如不能直接达到规定的弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定的弯曲角度。
图4 FF8.6. 试验结果的评定:L 试样长度mm9.3原理垂直于金属管纵轴线方向对规定长度的试样或金属管端部施加力进行压扁,直至在力的作用下两压板之间的距离达到相关产品标准所规定的值(见图5a和图5b)。
如为闭合压扁,试样内表面接触的宽度应至少为标准试样压扁后其内宽度b的1/2(见图5c)图59.4试验设备9.4.1试验机(可采用是冲床或钳工虎钳台)应能将试样压扁至规定的两平行压板之间的距离。
压板应具有足够的刚度。
压板的宽度应超过压扁后试样宽度,即至少为1.6D。
压板的长度应不小于试样的长度。
9.5 试样9.5.1 试样长度应不小于10mm,但不超过100mm。
原材料检验标准目的:确保采购的物资经检验合格后,方可使用。
范围:适用于采购的生产用物资。
职责:品管部负责实施来料检验。
程序:1检验采购物资时,应先查看合格证或质检报告,对于未能提供合格证明材料的物资需要在进货送检单上注明并向供应积极索取。
2 进货检验项目及方法等。
第一节晶体硅电池片1.检验内容及检验方式:1)电池片厂家,纸箱包装及内包装,电池片外观,尺寸,厚度,电性能,可焊性,背面铅膜烧结,电极负载率,细栅线印刷。
2)检验方式:品管抽检(按来料的千分之二),生产外观全检。
2.工具设备:单片测试仪,红外成像仪,千分尺,游标卡尺,烙铁,刀片,拉力计,橡皮,层压机。
3.材料:涂锡带,TPT,EV A,玻璃。
4.检验方法:1)厂家包装及外观:a.包装良好b.外观目测:无裂纹,缺角<1.5mm2,崩边,色差,栅线印刷不良(断点<1mm),水印,主栅线位移(主栅线脱落<1mm)等在许可范围内2)尺寸:符合厂家提供要求±0.5mm3)厚度:符合要求4)电性能:先按公式计算出最佳功率,在用单片测试仪测试,然后对比。
(公式:Pmax=转换效率*电池片面积*1000W/m2)5)可焊性:(检测电池片正负极银浆与硅的匹配性)用符合该电池片的互联条,60w烙铁,温度320—380度。
将互联条撕开后,主栅线上留下均匀的银锡合金,则认为该电池片具有可焊性。
6)细栅线印刷:细栅断线不超过0.5 mm,且少于5处;用橡皮在同一位置来回擦20次,栅线不脱落则认为合格。
7)裂痕:电池片无裂痕(含隐裂)。
8)表面:电池片表面无明显色差、水印、手印、油污9)崩边:电池片的崩边深度≤0.5片厚,面积≤1mm2,电池片每边不超过两处崩边,整片累计不超过5处。
10)缺角:不允许有“V”型缺口、“U”型缺口,深度≤1.5mm,面积≤4.0 mm2,的不多于2个,且不破坏栅线。
11)弯曲度:正放电池片于工作台上,弯曲度不超过对边长度的1.2%;12)表面颗粒:表面无大于0.25 mm直径的颗粒。
原材料检验标准原材料检验是生产过程中非常重要的一环,它直接关系到产品的质量和安全。
因此,建立科学、合理的原材料检验标准,对于企业的发展和产品质量的保障具有重要意义。
首先,原材料的外观和色泽是最直观的检验指标之一。
通过肉眼观察原材料的外观和色泽,可以初步判断原材料的新鲜度、是否受到污染等情况。
例如,新鲜的水果应该外表光滑、色泽鲜艳,而受到污染的水果可能会有斑点或者异味。
因此,对于不同种类的原材料,应该建立相应的外观和色泽标准,以便进行准确的检验。
其次,原材料的化学成分也是非常重要的检验指标之一。
通过化学分析,可以准确地了解原材料中各种成分的含量,从而判断原材料是否符合生产要求。
例如,食品行业中,对于食品添加剂的使用是有一定限制的,因此需要对原材料中的添加剂进行检验,以确保产品的安全性和合法性。
同时,化学成分的检验也可以帮助企业了解原材料的品质和特性,为产品的研发和改进提供依据。
另外,原材料的微生物指标也是原材料检验中不可忽视的一部分。
特别是在食品、药品等行业,微生物污染会对产品的质量和安全造成严重影响。
因此,建立科学的微生物检验标准,对于保障产品的卫生和安全至关重要。
通过对原材料中细菌、霉菌等微生物的检验,可以及时发现潜在的安全隐患,防止产品受到污染。
最后,原材料的物理性能也是需要进行检验的重要指标之一。
例如,对于建筑材料行业来说,原材料的强度、韧性等物理性能直接关系到产品的使用寿命和安全性。
因此,建立相应的物理性能检验标准,可以帮助企业及时了解原材料的质量状况,从而采取相应的措施,保障产品质量。
综上所述,建立科学、合理的原材料检验标准,对于企业的发展和产品质量的保障至关重要。
通过对原材料外观、化学成分、微生物指标和物理性能等方面的检验,可以及时发现潜在的质量问题,保障产品的质量和安全。
因此,企业应该根据自身产品特点和行业要求,建立完善的原材料检验标准体系,不断提升原材料检验的科学性和准确性,为产品质量的提升和企业的可持续发展提供有力支持。
图1支辊式弯曲装置支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)±a/2 (1)注:此距离在试验期间应保持不变。
V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2),弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆,其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3),可以配置加力杠杆。
弯曲压头直径应按照产品标准要求,弯曲压头宽度应大于试样宽度或直径。
. 试样一般要求试验使用圆形、方形、矩形或多边形模截面的试样。
样坯的切取位置和方向应按照相关产品标准的要求。
试样的宽度试样宽度应按照应相关标准产品要求试样的厚度试样厚度应按照应相关标准产品要求试样的长度试样厚度应按照应相关试验装置(设备)要求的长度。
试验程序特别提示:试验过程应采取足够的安全措施和防护措施。
试验一般在10℃~35℃的室温范围内进行按照相关产品的规定,试样在给定的条件和力的作用下弯曲至规定的弯曲角度(见图1、图2和图3)试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
可以采用图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至达到规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±)mm/s.当使用上述方法如不能直接达到规定的弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定的弯曲角度。
图4 FF. 试验结果的评定:应按照相关产品标准的要求评定弯曲试验结果。
受控号:原材料分类标准文件编号:BSDSYZB/C-07-02(版本:A/0)编制:刘岗审核:周国辉批准:尚兴忠2012年5月30日发布 2012年6月1日实施山东宝世达石油装备制造有限公司原材料分类标准1、目的对直接应用于生产的原材料进行分级重点监控,以确保产品质量。
2、适用范围使用于公司所有成品的原材料,以便放在采购,检验,入库,生产中分级质量的控制。
3、职责技术部负责产品质量分级制度的制定和修改和原材料的检验。
4、定义根据产品质量性能和使用过程的重要程度,对直接构成产品的原材料分由高到低依次分为A、B、C 三类。
A类:关键原材料。
必须检测,构成产品的最主要原料,其质量直接影响最终产品的质量性能,严重的可能直接导致产品报废。
B类:重要原材料。
需要检测,其质量因素直接产品的质量性能,导致产品重要性能指标的下降。
C类:一般原材料,可以根据情况进行检测,备案。
不会对产品的主要性能产生影响,不直影响产品的应用性能。
5、原材料分级规定5.1 A类原材料类a.空心杆料、b.泵筒料、c.泵壳料、d.电机轴料、e.光杆抽油杆料、f.加重杆料、g.螺杆钻具壳体料、h.螺杆钻具定子壳橡胶5.2B类原材料类a.槽钢、b.H钢、c.角钢、d.工字钢、e.冲杆、f.冷拔用圆钢、g.接箍料、h.抽油泵柱塞及配件、i.锻打料5.3C类原材料类a.铬酸酐、b.高压胶管、c.Φ16圆钢(包装用)、d.线切割件、e.钢板切割及折弯件编制:审批:日期:。
原材料检验标准
原材料检验是生产过程中非常重要的一环,它直接影响到产品质量和生产效率。
因此,建立科学的原材料检验标准对于企业来说至关重要。
本文将从原材料检验标准的制定、实施和管理等方面进行详细介绍,希望能够为企业的生产管理提供一些参考。
首先,制定原材料检验标准是保证产品质量的前提。
制定检验标准需要根据国
家相关法律法规和标准,结合企业自身的实际情况,制定出符合企业特点和产品特性的原材料检验标准。
在制定过程中,需要考虑原材料的种类、规格、质量要求等因素,确保标准科学合理、可操作性强。
其次,实施原材料检验标准需要建立完善的检验体系。
企业应当建立起一支专
业的检验团队,配备必要的检验设备和仪器,确保检验过程的准确性和可靠性。
同时,还需要建立起检验记录和档案,对每一批原材料的检验结果进行记录和归档,以备日后查证和追溯。
另外,管理原材料检验标准需要不断完善和提升。
企业在实施检验标准的过程中,应当及时总结经验,发现问题,不断改进和完善检验标准。
同时,还需要加强对检验人员的培训,提高其专业水平和操作技能,确保检验工作的准确性和稳定性。
总的来说,建立科学的原材料检验标准是保证产品质量和生产效率的重要保障。
企业应当高度重视原材料检验工作,加强对检验标准的制定、实施和管理,不断提升检验工作的水平和质量,为企业的可持续发展提供坚实的保障。
希望本文对于企业的原材料检验工作能够提供一些有益的参考和帮助。
QB 河南省威特消防设备有限公司Q/WTXF-ZC03001-2013原材料检验规程1. 目的为保证在采购过程中采购的原辅料(关键元器件)与型式试验样品的结构、型号、主要参数、供应商等保持一致,且为确保《关键元器件和材料控制程序》(Q/WTXF-CX9.3.3-2011)的贯彻实施,规范常用及原辅料(关键元器件)进货检验,以及自己设计生产的,使产品使用的物资质量得到有效控制。
2. 适用范围适用于公司常用及原辅料(关键元器件)的进货检验以及自己生产的元器件。
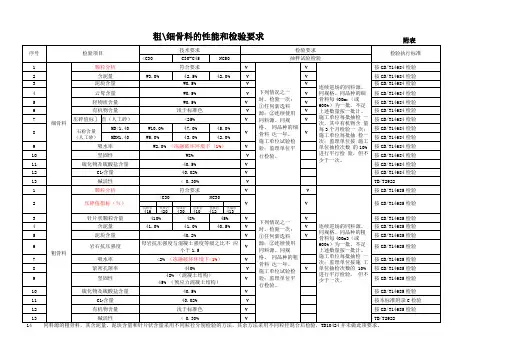
3. 主要依据3.1 常用物资相关的国家/行业标准(见附表)3.2 Q/WTXF-CX9.3.3-2011《关键元器件和材料控制程序》。
3.3 公司编制的《物料清单》。
3.4 Q/WTXF-CX3.1-2011《认证产品一致性控制程序》3.5 CNCA-09C-075:2011《消防产品类强制性认证实施规则》3.6 GB20031-2005《泡沫灭火系统及部件通用技术条件》4. 一般规定常用及原辅料(关键元器件)的检验一般应分三个阶段进行:入库检验、出库检验和试运行阶段的检验。
4.1 1入库检验各类常用及原辅料(关键元器件)入库前质检人员必须根据供货合同、材料采购建议单以及相关的质量要求和检验方法对该批(同制造厂、同规格、同型号、同材质、同时到货的为一批)物资的规格、型号、数量、质量证明文件(质量证明书、合格证以及产品说明书等)是否齐全有效,检验项目应严格按照《原材料检验规程》执行,验证合格后,仓库管理员确认数量后入库,对不符合认证产品要求的关键元器件和材料不得入库,做退货处理。
对于有特殊要求必须在入库前做的特性试验或对质量有怀疑时应按标准要求进行复验合格后方可办理正式入库。
4.1.2 出库检验有些检验项目在入库时来不及检验的物资,必须按《关键元器件和材料控制程序》的规定,进行检验和试验状态标识,在出库前进行检验,确认合格后方可发放出库。
4.1.3 试运行阶段的检验对关键元器件在运行前无法检验或确有困难的检验项目,可在设备试运阶段按《例行检验和确认检验控制程序》的规定进行检验。